TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025111041
公報種別
公開特許公報(A)
公開日
2025-07-30
出願番号
2024005184
出願日
2024-01-17
発明の名称
被覆切削工具
出願人
株式会社MOLDINO
代理人
個人
主分類
B23B
27/14 20060101AFI20250723BHJP(工作機械;他に分類されない金属加工)
要約
【課題】40HRCの硬さまでの鋼の切削加工で優れた耐久性を有する被覆切削工具の提供
【解決手段】下層は、共にfcc構造の結晶粒を有するAl
c
Ti
d
M1
1-c-d
N(M1はZr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.50≦c≦0.55、0.45≦d≦0.55)の第1層とAl
e
Cr
f
M2
1-e-f
N(M2はTi、Zr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.60≦e≦0.70、0.30≦f≦0.40)の第2層との交互積層で、上層は、fcc構造の結晶粒を有するAl
g
Cr
h
MU
1-g-h
N(MUはTi、Zr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.60≦g≦0.70、0.30≦h≦0.40)層である被覆切削工具。
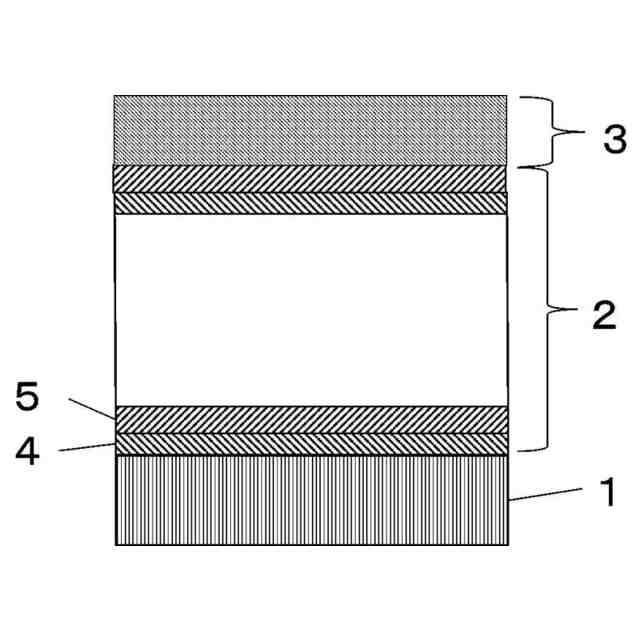
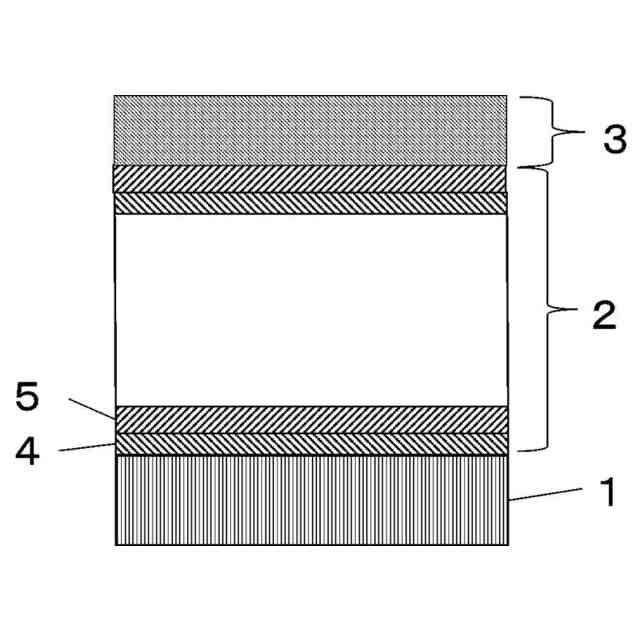
【選択図】図1
特許請求の範囲
【請求項1】
基材と該基材に設けられた被覆層を有する被覆切削工具であって、
前記被覆層は、下層、該下層上の上層を有し、
前記下層は、共に平均厚さが5nm以上100nm以下であって面心立方格子構造を有する結晶粒を有し、その平均組成がAl
c
Ti
d
M1
1-c-d
N(M1はZr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.50≦c≦0.55、0.45≦d≦0.55)の複合窒化物である第1層およびその平均組成がAl
e
Cr
f
M2
1-e-f
N(M2はTi、Zr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.60≦e≦0.70、0.30≦f≦0.40)の複合窒化物である第2層の交互積層であり、
前記上層は、面心立方格子構造の結晶粒を有し、その平均組成がAl
g
Cr
h
MU
1-g-h
N(MUはTi、Zr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.60≦g≦0.70、0.30≦h≦0.40)の複合窒化物層であること、
を特徴とする被覆切削工具。
続きを表示(約 79 文字)
【請求項2】
前記下層の平均厚さと前記上層の平均厚さとの和が3.5μm以上6.0μm以下であることを特徴とする請求項1に記載の被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆切削工具に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、炭化タングステン(以下、WCと表す)等の基材の上に蒸着によって被覆層を設けた被覆切削工具が用いられ、この被覆切削工具は耐久性が高められている。そして、この被覆切削工具の耐久性をより高めるために、被覆層の組成、層構造について種々の提案がなされている。
【0003】
例えば、特許文献1には、基材上のAiTi複合窒化物層にAlCr複合窒化物層が積層された被覆層を有する被覆切削工具が記載されており、該被覆切削工具は被覆層の高硬度を維持しつつ残留応力が低減しており、積層された2層間の密着強度が高いため長寿命であるとされている。
【先行技術文献】
【特許文献】
【0004】
特開2010-12564号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、前記事情や前記提案を鑑みてなされたものであって、硬さの範囲で軟鋼から40HRC程度の硬さの鋼(合金鋼)を被削材とする切削加工に供しても優れた耐久性を有する被覆切削工具を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の実施形態に係る被覆切削工具は、
基材と該基材に設けられた被覆層を有し、
前記被覆層は、下層、該下層上の上層を有し、
前記下層は、共にその平均厚さが5nm以上100nm以下であって面心立方格子構造の結晶粒を有し、平均組成がAl
c
Ti
d
M1
1-c-d
N(M1はZr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.50≦c≦0.55、0.45≦d≦0.50)の複合窒化物である第1層およびその平均組成がAl
e
Cr
f
M2
1-e-f
N(M2はTi、Zr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.60≦e≦0.70、0.30≦f≦0.40)の複合窒化物である第2層の交互積層であり、
前記上層は、面心立方格子構造の結晶粒を有し、その平均組成がAl
g
Cr
h
MU
1-g-h
N(MUはTi、Zr、Hf、V、Nb、Ta、Mo、Wの1種以上、0.60≦g≦0.70、0.30≦h≦0.40)複合窒化物である。
【0007】
前記実施形態に係る被覆切削工具は、次の(1)を満足してもよい。
【0008】
(1)前記下層の平均厚さと前記上層の平均厚さとの和が3.5μm以上6.0μm以下であること。
【発明の効果】
【0009】
前記被覆切削工具は、その硬さが軟鋼程度から40HRC程度の硬さを有する鋼(合金鋼)を被削材とする切削加工に供しても優れた耐久性を有する。
【図面の簡単な説明】
【0010】
本発明の実施形態に係る被覆切削工具の縦断面の一例を示した模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
ダイニチ工業株式会社
配膳治具
18日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
キヤノン電子株式会社
加工装置
15日前
日東精工株式会社
ねじ締め装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
4か月前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
10日前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
6か月前
株式会社アンド
半田付け方法
6か月前
睦月電機株式会社
金属表面処理方法
15日前
株式会社アンド
半田付け方法
2か月前
中国電力株式会社
養生シート
1か月前
株式会社富田製作所
支持構造
23日前
キヤノン電子株式会社
加工システム
3か月前
個人
型枠製造装置のフレーム
1か月前
株式会社トヨコー
被膜除去方法
5か月前
村田機械株式会社
レーザ加工機
5か月前
村田機械株式会社
レーザ加工機
5か月前
大見工業株式会社
ドリル
3か月前
株式会社ツガミ
工作機械
2か月前
株式会社向洋技研
スタッドの製造方法
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































