TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025119408
公報種別
公開特許公報(A)
公開日
2025-08-14
出願番号
2024014288
出願日
2024-02-01
発明の名称
異常検出装置
出願人
株式会社東芝
代理人
弁理士法人iX
主分類
B23K
26/00 20140101AFI20250806BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ加工時に発生する異常をリアルタイムで精度よく検出できる異常検出装置を提供する。
【解決手段】実施形態に係る異常検出装置は、レーザ加工時に発生する異常を検出する装置であって、レーザ加工時に発生するにおい成分を検出し、前記におい成分についての情報を出力するセンサ部と、前記情報に基づいて、異常が発生しているか否かを判定する制御部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
レーザ加工時に発生する異常を検出する装置であって、
レーザ加工時に発生するにおい成分を検出し、前記におい成分についての情報を出力するセンサ部と、
前記情報に基づいて、異常が発生しているか否かを判定する制御部と、
を備えた、異常検出装置。
続きを表示(約 600 文字)
【請求項2】
前記制御部は、前記におい成分の強度及び波形の少なくともいずれかについての情報に基づいて、異常の種類を判別する、請求項1に記載の異常検出装置。
【請求項3】
前記センサ部は、第1におい成分を検出する第1センサと、前記第1におい成分とは異なる第2におい成分を検出する第2センサと、を有し、
前記制御部は、前記第1におい成分についての情報及び前記第2におい成分についての情報に基づいて、異常の種類を判別する、請求項1に記載の異常検出装置。
【請求項4】
報知部をさらに備え、
前記制御部は、異常が発生していると判定すると、前記報知部により、異常が発生していることを報知する、請求項1に記載の異常検出装置。
【請求項5】
前記制御部は、異常が発生していると判定すると、レーザ加工を停止する、請求項1に記載の異常検出装置。
【請求項6】
前記制御部は、異常が発生していると判定すると、加工条件を変更してレーザ加工を継続する、請求項1に記載の異常検出装置。
【請求項7】
前記レーザ加工は、樹脂材料を含む第1部材に金属材料を含む第2部材を溶接するレーザ溶接であり、
前記におい成分は、前記樹脂材料にレーザ光が当たった際に発生するにおい成分である、請求項1~6のいずれか1つに記載の異常検出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、異常検出装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
レーザ光を照射することで複数の部材を溶接するレーザ溶接や、レーザ光を照射することで部材を切断するレーザ切断などのレーザ加工技術が知られている。これらのレーザ加工技術において、レーザ加工時に発生する異常をリアルタイムで精度よく検出することが求められる。
【先行技術文献】
【特許文献】
【0003】
特開2010-146537号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明が解決しようとする課題は、レーザ加工時に発生する異常をリアルタイムで精度よく検出できる異常検出装置を提供することである。
【課題を解決するための手段】
【0005】
実施形態に係る異常検出装置は、レーザ加工時に発生する異常を検出する装置である。実施形態に係る異常検出装置は、センサ部と、制御部と、を備える。前記センサ部は、レーザ加工時に発生するにおい成分を検出する。前記センサ部は、前記におい成分についての情報を出力する。前記制御部は、前記情報に基づいて、異常が発生しているか否かを判定する。
【図面の簡単な説明】
【0006】
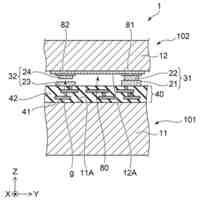
第1実施形態に係る異常検出装置を備えたレーザ加工システムを模式的に表す説明図である。
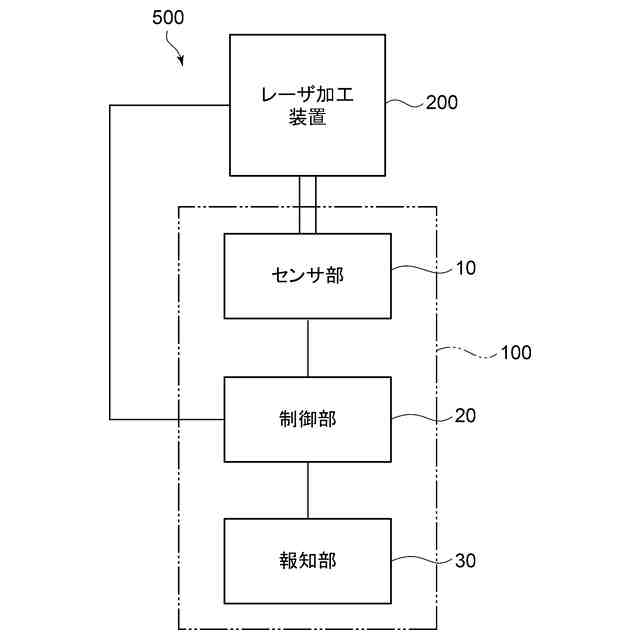
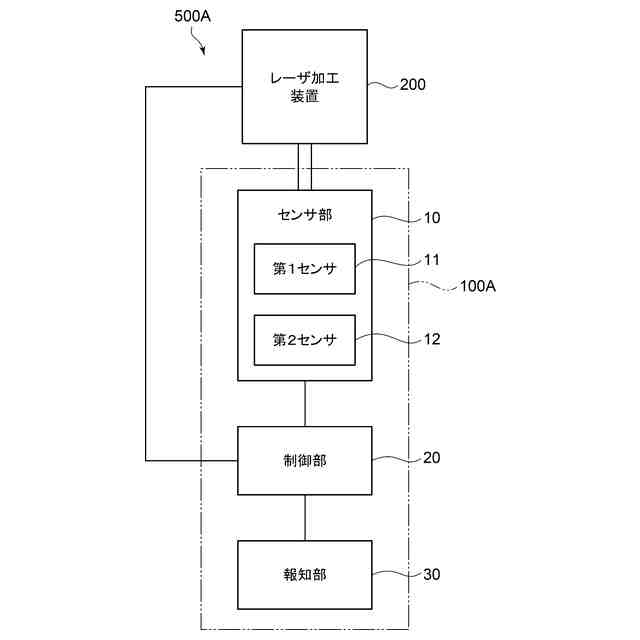
第1実施形態に係る異常検出装置を備えたレーザ加工システムを模式的に表すブロック図である。
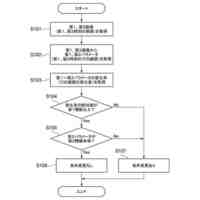
第1実施形態に係る異常検出装置の動作の一例を表すフローチャートである。
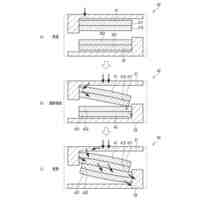
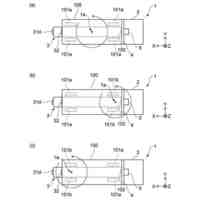
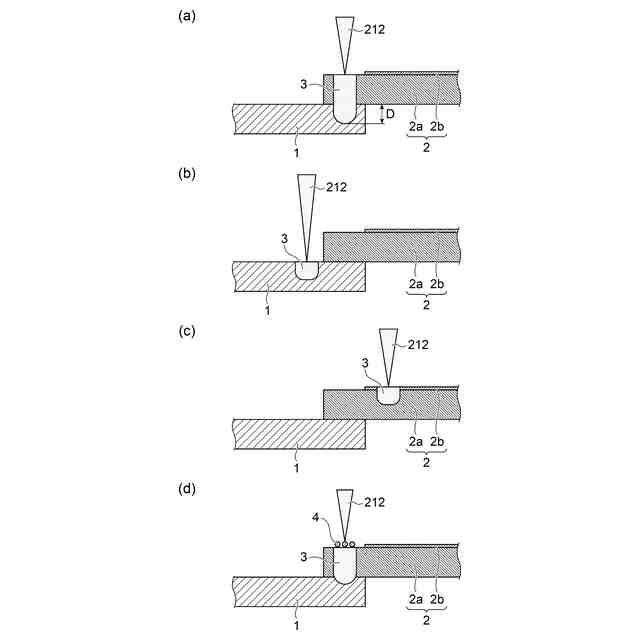
図4(a)~図4(d)は、レーザ加工における異常の一例を表す説明図である。
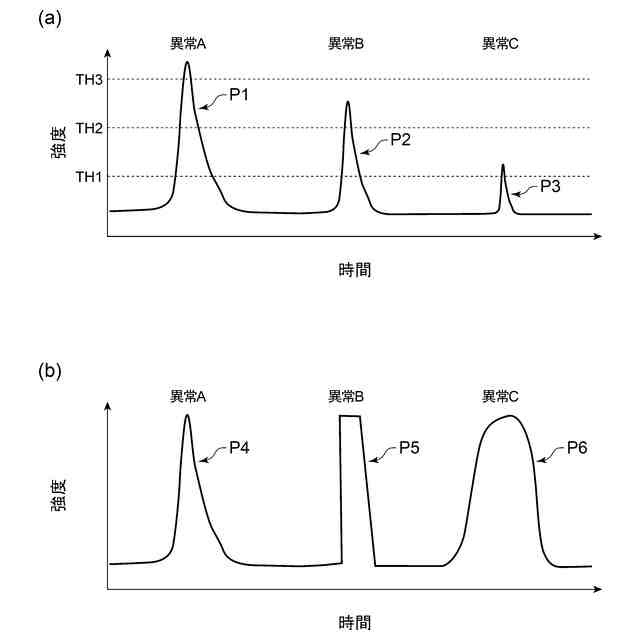
図5(a)及び図5(b)は、におい成分の検出結果の一例を表すグラフである。
第1実施形態に係る異常検出装置の動作の一例を表すフローチャートである。
第1実施形態に係る異常検出装置の動作の一例を表すフローチャートである。
第2実施形態に係る異常検出装置を備えたレーザ加工システムを模式的に表すブロック図である。
第2実施形態に係る異常検出装置の動作の一例を表すフローチャートである。
【発明を実施するための形態】
【0007】
以下に、本発明の各実施形態について図面を参照しつつ説明する。
図面は模式的または概念的なものであり、各部分の厚さと幅との関係、部分間の大きさの比率などは、必ずしも現実のものと同一とは限らない。同じ部分を表す場合であっても、図面により互いの寸法や比率が異なって表される場合もある。
本願明細書と各図において、既出の図に関して前述したものと同様の要素には同一の符号を付して詳細な説明は適宜省略する。
【0008】
(第1実施形態)
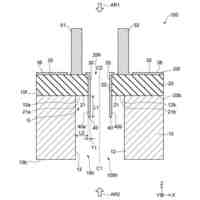
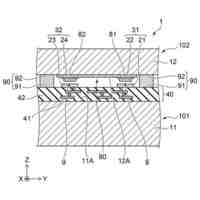
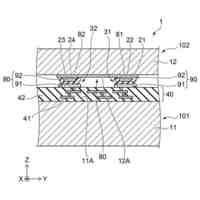
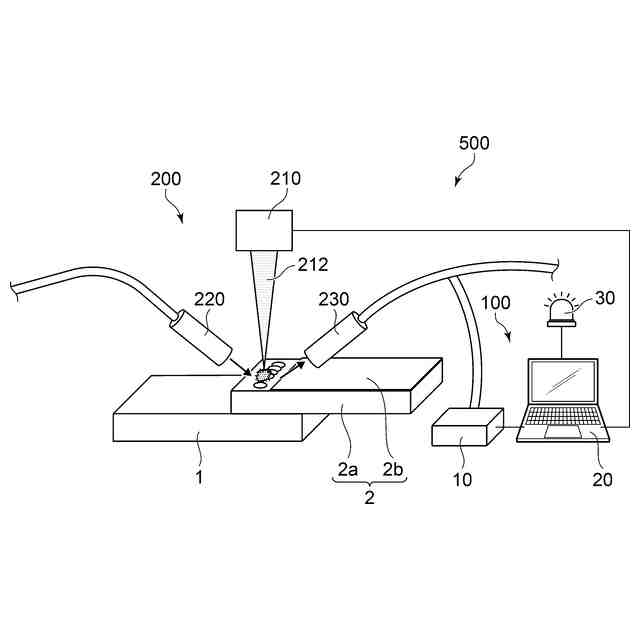
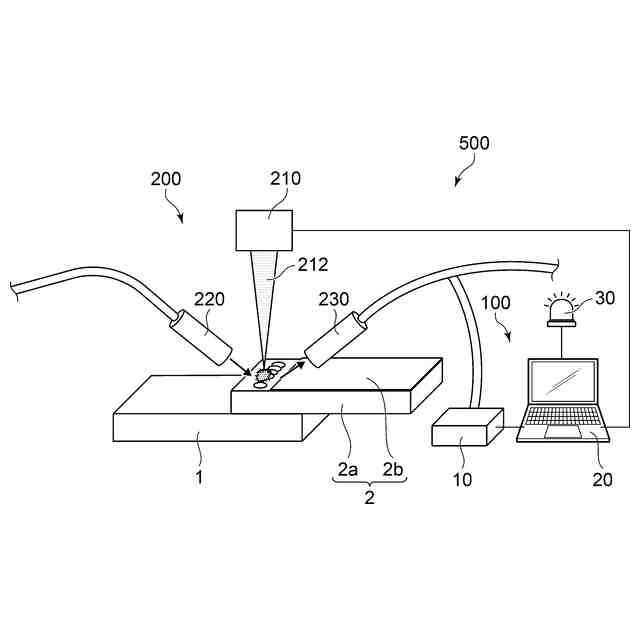
図1は、第1実施形態に係る異常検出装置を備えたレーザ加工システムを模式的に表す説明図である。
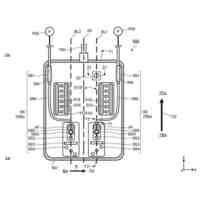
図2は、第1実施形態に係る異常検出装置を備えたレーザ加工システムを模式的に表すブロック図である。
図1及び図2に表したように、実施形態に係るレーザ加工システム500は、異常検出装置100と、レーザ加工装置200と、を備えている。
【0009】
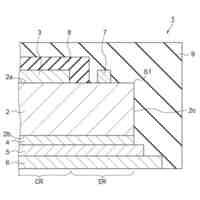
レーザ加工装置200は、レーザ加工を行う装置である。レーザ加工装置200は、例えば、レーザ光を照射することで複数の部材を溶接するレーザ溶接装置である。図1の例では、レーザ加工装置200は、第1部材1に第2部材2を溶接するレーザ溶接装置である。つまり、図1の例では、レーザ加工は、第1部材1に第2部材2を溶接するレーザ溶接である。なお、レーザ加工装置200は、例えば、レーザ光を照射することで部材を切断するレーザ切断装置であってもよい。
【0010】
第1部材1は、例えば、樹脂材料を含む。第1部材1は、例えば、プラスチックやCFRP(Carbon Fiber Reinforced Plastics:炭素繊維強化プラスチック)などを含む。第2部材2は、例えば、金属材料を含む。図1の例では、第2部材2は、基部2aと、被覆部2bと、を有する。基部2aは、例えば、金属材料を含む。基部2aは、例えば、アルミニウム、マグネシウム、及び銅の少なくともいずれかを含む。被覆部2bは、例えば、樹脂材料を含む。被覆部2bは、例えば、強度補強や絶縁のための樹脂材料や染料などを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東芝
端子台
8日前
株式会社東芝
電子装置
1か月前
株式会社東芝
電子回路
17日前
株式会社東芝
除去装置
1日前
株式会社東芝
電子装置
21日前
株式会社東芝
吸音装置
1か月前
株式会社東芝
半導体装置
17日前
株式会社東芝
真空バルブ
16日前
株式会社東芝
半導体装置
17日前
株式会社東芝
半導体装置
17日前
株式会社東芝
高周波回路
17日前
株式会社東芝
半導体装置
17日前
株式会社東芝
半導体装置
17日前
株式会社東芝
半導体装置
21日前
株式会社東芝
粒子加速器
1か月前
株式会社東芝
半導体装置
21日前
株式会社東芝
半導体装置
21日前
株式会社東芝
半導体装置
23日前
株式会社東芝
半導体装置
22日前
株式会社東芝
真空バルブ
22日前
株式会社東芝
半導体装置
23日前
株式会社東芝
半導体装置
23日前
株式会社東芝
半導体装置
23日前
株式会社東芝
半導体装置
24日前
株式会社東芝
半導体装置
23日前
株式会社東芝
電子デバイス
1か月前
株式会社東芝
電子デバイス
1か月前
株式会社東芝
ディスク装置
今日
株式会社東芝
超電導コイル
24日前
株式会社東芝
補修システム
14日前
株式会社東芝
重量測定装置
1か月前
株式会社東芝
音響制御装置
1か月前
株式会社東芝
コントローラ
17日前
株式会社東芝
電子デバイス
1か月前
株式会社東芝
台車搬送装置
1か月前
株式会社東芝
アーク溶接方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ