TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085213
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023198926
出願日
2023-11-24
発明の名称
スルーフィード式の加工装置
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B24B
5/18 20060101AFI20250529BHJP(研削;研磨)
要約
【課題】仮受けからドライブローラにワークが流れるきっかけを作り、ワークが停止することを防止できるスルーフィード式の加工装置を提供する。
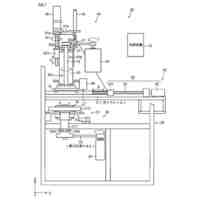
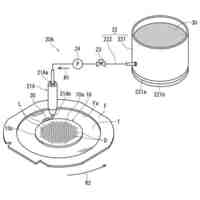
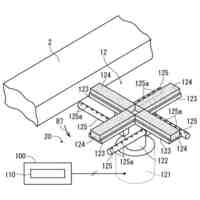
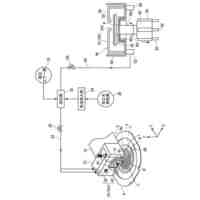
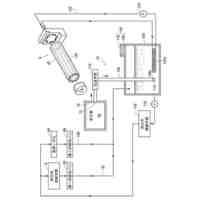
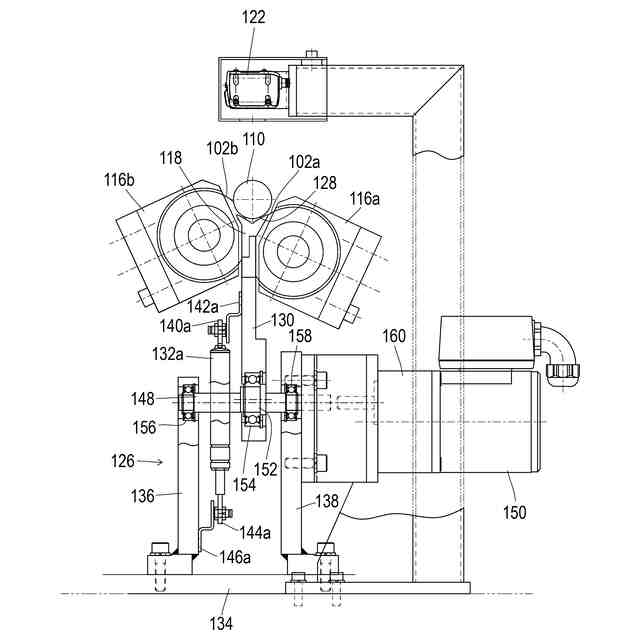
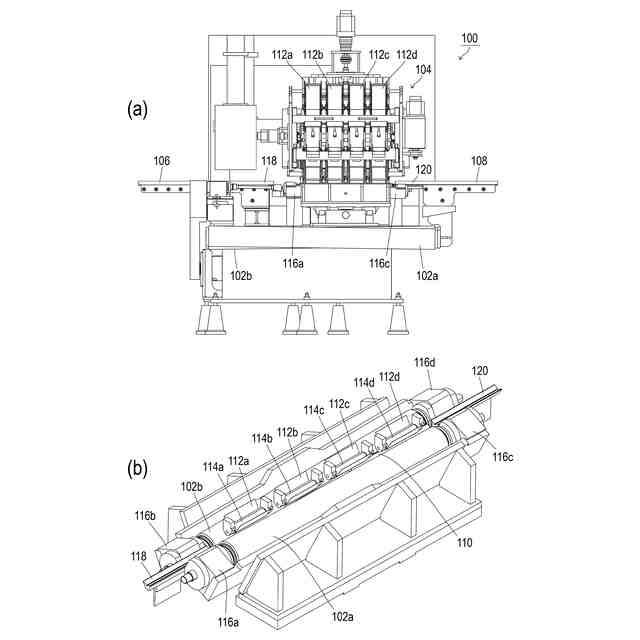
【解決手段】本発明にかかるスルーフィード式の加工装置は、互いに所定のねじれ角をもつよう略水平に配置され、ワークを回転させながら搬送する一対のドライブローラ102a、102bと、一対のドライブローラの間で回転しながら搬送されているワーク110を研磨するフィルム研磨装置と、一対のドライブローラにワークを搬入する搬入コンベアと、搬入コンベアと一対のドライブローラとの間に配置され、ワークを一対のドライブローラに搬入する前に一時的に支持する仮受け118と、仮受けを振動させる振動機構126と、を備えたことを特徴とする。
【選択図】図4
特許請求の範囲
【請求項1】
互いに所定のねじれ角をもつよう略水平に配置され、ワークを回転させながら搬送する一対のドライブローラと、
前記一対のドライブローラの間で回転しながら搬送されている前記ワークを研磨するフィルム研磨装置と、
前記一対のドライブローラに前記ワークを搬入する搬入コンベアと、
前記搬入コンベアと前記一対のドライブローラとの間に配置され、前記ワークを前記一対のドライブローラに搬入する前に一時的に支持する仮受けと、
前記仮受けを振動させる振動機構と、を備えたことを特徴とするスルーフィード式の加工装置。
続きを表示(約 76 文字)
【請求項2】
前記仮受けは、前記ワークを支持する上面にV字溝を形成していることを特徴とする請求項1に記載のスルーフィード式の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを回転させながら搬送する一対のドライブローラを有するスルーフィード式の加工装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
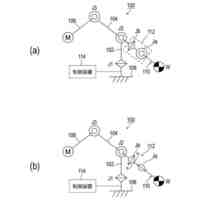
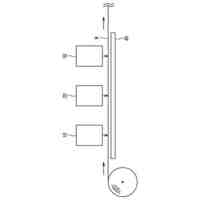
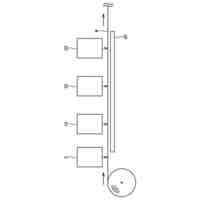
スルーフィード式の加工装置は、ワークを搬入、加工、搬出まで流れ作業で行う加工装置である。スルーフィード式の加工装置の種類として、一対のドライブローラでワークを搬送する構成がある。一対のドライブローラは、所定のねじれ角(傾斜角)をもって略水平かつ略平行に配置されていて、一対のドライブローラの間にワークを挟むように乗せてドライブローラを回転させる。すると一対のドライブローラの軸の角度がねじれていることから、ワークを回転させながら搬送することができる。加工装置では、回転しながら搬送されているワークに対し、例えば砥石やフィルムなどによって研磨する。
【0003】
特許文献1に、円筒部材の端部加工方法が記載されている。この加工方法では、被加工物である円筒部材を一対の搬送ローラ(ドライブローラ)により一方から投入し、円筒部材の端部を砥石によって超仕上げ加工し、そのまま進行方向から取り出している。一対の搬送ローラは、平行に設置されていて、その軸線方向には相対的に傾斜角度が形成されている。円筒部材は、一対の搬送ローラの傾斜によって摩擦力の搬送方向分力が生じて軸方向に自動的に搬送されることになる。
【先行技術文献】
【特許文献】
【0004】
特開2005-118926号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
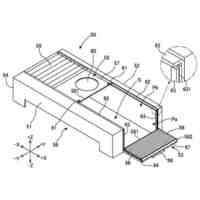
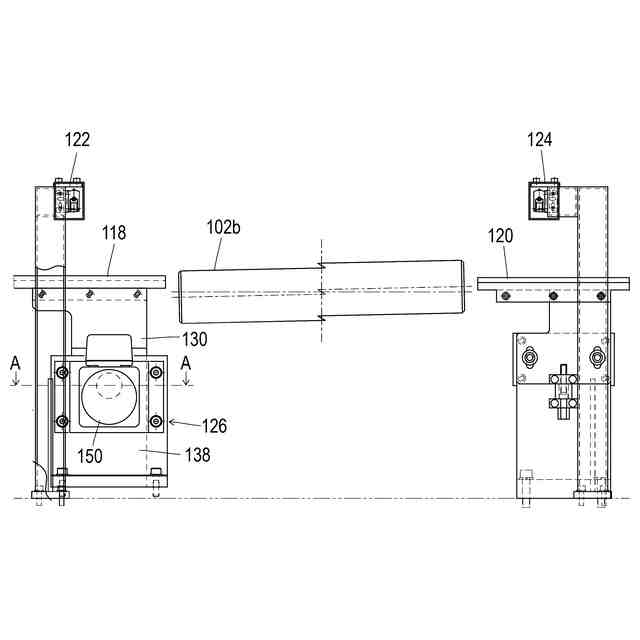
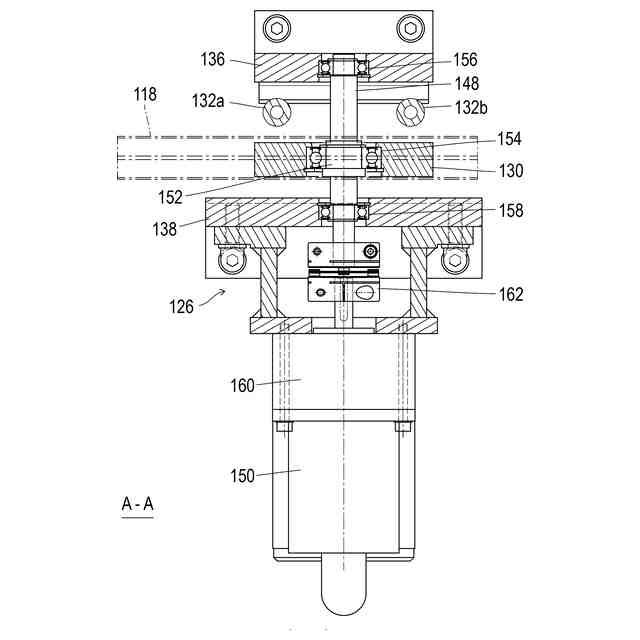
スルーフィード式の加工装置では、一対のドライブローラに対して、搬入コンベアによってワークを搬入する。しかしドライブローラの端部には軸受や駆動モータが配置されるため、搬入コンベアとドライブローラの間に隙間が空いてしまう。この隙間にワークが落下しないように、搬入コンベアとドライブローラとの間に仮受けを配置し、仮受けによってワークを一時的に支持している。
【0006】
しかし、ワークが仮受けと接触して、ワークが回転しなくなる場合がある。すなわちドライブローラの回転がワークに伝わらず、ドライブローラが空転する状態である。ドライブローラが空転するとワークが進まないため、仮受け上でワークが停止する。ワークが停止すると、加工装置を再起動して復帰しなければワークの加工ができず、稼働率が低下してしまう。
【0007】
本発明は、このような課題に鑑み、仮受けからドライブローラにワークが流れるきっかけを作り、ワークが停止することを防止できるスルーフィード式の加工装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明にかかるスルーフィード式の加工装置の代表的な構成は、互いに所定のねじれ角をもつよう略水平に配置され、ワークを回転させながら搬送する一対のドライブローラと、一対のドライブローラの間で回転しながら搬送されているワークを研磨するフィルム研磨装置と、一対のドライブローラにワークを搬入する搬入コンベアと、搬入コンベアと一対のドライブローラとの間に配置され、ワークを一対のドライブローラに搬入する前に一時的に支持する仮受けと、仮受けを振動させる振動機構と、を備えたことを特徴とする。
【0009】
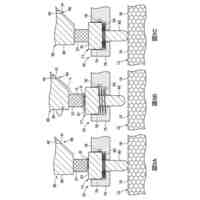
上記の仮受けは、ワークを支持する上面にV字溝を形成していることが好ましい。
【発明の効果】
【0010】
本発明によれば、仮受けからドライブローラにワークが流れるきっかけを作り、ワークが停止することを防止できるスルーフィード式の加工装置を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ロボット
6日前
株式会社不二越
複合アクチュエータ
9日前
株式会社不二越
斜板式ピストンポンプ
今日
個人
包丁研ぎ器具
2か月前
株式会社クボタ
管研削装置
3か月前
株式会社ディスコ
被加工物の加工方法
19日前
株式会社東京精密
加工装置
今日
株式会社ニッチュー
ブラスト装置
3か月前
株式会社東京精密
加工方法
今日
秀和工業株式会社
処理装置および処理方法
21日前
オークマ株式会社
円筒研削盤
3か月前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2か月前
株式会社東京精密
研削装置
1か月前
株式会社ディスコ
研削装置
2か月前
旭化成株式会社
研磨パッド
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
加工装置
28日前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社東京精密
ハブレスブレード
今日
株式会社ディスコ
切削装置
19日前
株式会社東京精密
加工装置
19日前
株式会社東京精密
スラリー供給装置
20日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
切削装置
12日前
株式会社ディスコ
研削装置
1か月前
ノリタケ株式会社
砥粒内包型高強度研磨パッド
9日前
信越半導体株式会社
ウェーハの加工方法
7日前
株式会社東京精密
加工装置
19日前
信越半導体株式会社
ウェーハの加工方法
7日前
株式会社ディスコ
研磨装置
6日前
株式会社ディスコ
固定機構
2か月前
株式会社ディスコ
切削装置
2か月前
株式会社ディスコ
処理装置
3か月前
ノリタケ株式会社
砥材及びその製造方法
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ