TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025142937
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2024042570
出願日
2024-03-18
発明の名称
ウェーハの加工方法
出願人
信越半導体株式会社
代理人
個人
,
個人
,
個人
主分類
B24B
1/00 20060101AFI20250924BHJP(研削;研磨)
要約
【課題】
安定して、平面研削後にうねりが小さくばらつきも少ないウェーハとする、ウェーハの加工方法を提供することを目的とする。
【解決手段】
スライス工程、平面研削工程及び研磨工程を有するウェーハの加工方法であって、前記ウェーハの加工方法は、前記スライス工程後、前記平面研削工程前にうねり成分評価工程を有し、該うねり成分評価工程において、前記スライス工程でスライスされたウェーハの表面及び裏面の形状を測定し、該測定結果に基づいて前記表面及び裏面のうねり成分をそれぞれ評価し、該評価に基づいて前記うねり成分の小さい方の面を特定し、前記平面研削工程において、最初に前記うねり成分の小さい方の面を直接吸着して平面研削することを特徴とするウェーハの加工方法。
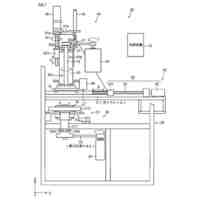
【選択図】図1
特許請求の範囲
【請求項1】
スライス工程、平面研削工程及び研磨工程を有するウェーハの加工方法であって、
前記ウェーハの加工方法は、前記スライス工程後、前記平面研削工程前にうねり成分評価工程を有し、該うねり成分評価工程において、前記スライス工程でスライスされたウェーハの表面及び裏面の形状を測定し、該測定結果に基づいて前記表面及び裏面のうねり成分をそれぞれ評価し、該評価に基づいて前記うねり成分の小さい方の面を特定し、
前記平面研削工程において、最初に前記うねり成分の小さい方の面を直接吸着して平面研削することを特徴とするウェーハの加工方法。
続きを表示(約 310 文字)
【請求項2】
前記うねり成分評価工程において、
レーザ式または静電容量式の形状測定機を用いて前記スライス工程でスライスされた前記ウェーハの前記表面及び裏面の形状プロファイルを取得し、
前記形状プロファイルに波長1mm以上50mm以下のバンドパスフィルタリング処理することでうねりプロファイルを抽出し、
前記うねりプロファイルの最大値と最小値の差をうねり成分とすることを特徴とする請求項1に記載のウェーハの加工方法。
【請求項3】
ラップ工程、両頭研削工程、エッチング工程のうち少なくとも一工程を含まないことを特徴とする請求項1または2に記載のウェーハの加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの加工方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
半導体デバイス用のシリコンウェーハの製造工程は、チョクラルスキー(CZ)法等を使用して単結晶インゴットを育成する単結晶製造工程と、この単結晶インゴットをスライスし、鏡面状に加工するウェーハ加工工程とから構成され、さらに付加価値をつけるために、熱処理をするアニール工程やエピタキシャル層を形成するエピタキシャル成長工程を含む場合がある。
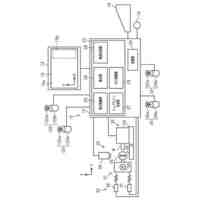
【0003】
ウェーハ加工工程では、単結晶インゴットからスライスされたウェーハを、例えば図2に示すフローのように面取り工程、ラップ又は研削工程、エッチング工程、研磨工程(両面研磨工程、鏡面面取り工程、CMP(化学機械研磨)工程など複数段実施)等の複数の工程を経て製品となる。またウェーハの識別のためハードレーザマーク工程などを行うこともある。
【先行技術文献】
【特許文献】
【0004】
特開2009-027095号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来は、スライス後のウェーハのうねりを低減するために、うねり修正効果が高いラップ加工または両頭研削加工が選択されている。これはウェーハを両側から同時に加工することで、表裏の凹凸部分が修正され、うねりの修正効果が高いとされている。
【0006】
一方、近年、スライスの品質も向上し、スライス後のウェーハのうねりが良好な場合は、ウェーハの片面ずつ研削する平面研削加工を選択することも可能となった。
【0007】
平面研削加工は、ラップ加工や両頭研削加工と比較し、高番手の砥石を選択できるため、加工ダメージを小さくすることができる。このため、エッチング工程や研磨工程での取り代を低減できるメリットがある。
【0008】
しかしながら、スライス後若しくは面取り工程後のウェーハを、ラップ加工や両頭研削加工を行わずに、(片面)平面研削加工で加工した場合、ウェーハによりうねりのレベルが変化し品質がばらつくという問題が発生した。
【0009】
うねりとは、BowやWarpといった全体的な形状を意味する場合のほか、もっと狭いエリアでのうねりまたはナノトポグラフィなどと呼ばれる品質に影響する形状変化を含む。
【0010】
このような形状変化があると、これを修正するための工程や、研磨工程の取り代を多く設定する必要があるなど、研磨工程での加工負担を減らすことができない。また、研磨取り代を増やすことで、平坦度の悪化や外周ダレなどの品質の悪化にもつながる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社松風
研磨用ゴム砥石
1か月前
株式会社SUS
ワーク保持治具
20日前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
1か月前
株式会社アイオーテック
外周加工装置
6日前
株式会社ディスコ
被加工物の加工方法
2か月前
株式会社東京精密
加工装置
1か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
加工装置
1か月前
秀和工業株式会社
処理装置および処理方法
2か月前
株式会社荏原製作所
研磨装置
27日前
ノリタケ株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社スギノマシン
ウォータージェット切断装置
12日前
株式会社東京精密
研削装置
3か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
28日前
株式会社ディスコ
加工装置
2か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社クラッチ
ブラスト加工用ボックス
1か月前
株式会社ディスコ
貼り合わせウェーハの加工方法
1か月前
株式会社和井田製作所
エッジライン生成装置
1か月前
株式会社東京精密
加工装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
2か月前
株式会社東京精密
スラリー供給装置
2か月前
株式会社東京精密
加工装置
2か月前
株式会社ディスコ
加工装置
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ