TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025163327
公報種別
公開特許公報(A)
公開日
2025-10-29
出願番号
2024066458
出願日
2024-04-17
発明の名称
切削装置
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
B24B
55/06 20060101AFI20251022BHJP(研削;研磨)
要約
【課題】ウェーハの洗浄時間を短くすること。
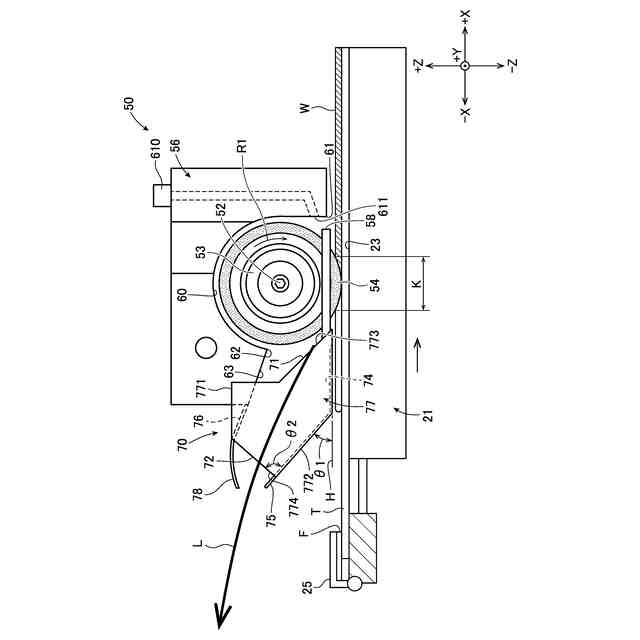
【解決手段】切削装置(1)は、ウェーハ(W)を保持するチャックテーブル(21)と、回転する切削ブレード(54)でウェーハを切削する切削機構(50)と、チャックテーブルと切削機構とを相対的に切削ブレードの切削送り方向に移動させるX軸移動機構(15)と、ウェーハと切削ブレードとに切削水(L)を供給する切削水ノズル(58)と、切削ブレードの遠心力を受けた切削水をウェーハに切削ブレードが接触した加工点(K)より切削送り方向の後方に流すダクト(70)とを備えている。ダクトは、底板(74)に接続し斜め上に傾斜した傾斜板(75)と、底板と傾斜板とに接続する2つの側板(77)と、2つの側板を接続する天板(76)とによって筒状に形成され、切削送り方向の前方から切削水を入れる入口(71)と、後方から切削水を出す出口(72)とを有する。出口は傾斜板に対して85度から90度に開口する。
【選択図】図3
特許請求の範囲
【請求項1】
保持面によってウェーハを保持するチャックテーブルと、回転する切削ブレードで該ウェーハを切削する切削機構と、該チャックテーブルと該切削機構とを相対的に該切削ブレードの切削送り方向に移動させる切削送り機構と、該ウェーハと該切削ブレードとに切削水を供給する切削水供給部と、を備える切削装置であって、
該切削ブレードによって遠心力を受けた該切削水を該ウェーハに該切削ブレードが接触した加工点より該切削送り方向の後方に流すダクトを備え、
該ダクトは、
該保持面に平行な底板と、該底板の該切削送り方向の後方端に接続し斜め上に傾斜した傾斜板と、該底板と該傾斜板とに接続する向かい合った2つの側板と、2つの該側板の上端を接続する天板と、によって筒状に形成され、該切削送り方向の前方から該切削水を入れる入口と、該切削送り方向の後方から該切削水を出す出口とを有し、
該出口は、該傾斜板に対して85度から90度に開口する切削装置。
続きを表示(約 100 文字)
【請求項2】
該出口の上側に庇を備える、請求項1記載の切削装置。
【請求項3】
該傾斜板の傾斜角度は、該保持面を基準に30度から45度の範囲内である、請求項1記載の切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削ブレードによってウェーハを切削する切削装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1及び2は、切削水を供給しつつ切削ブレードでウェーハを切削する切削装置を開示している。特許文献1及び2の切削装置は、回転する切削ブレードの遠心力を受けた切削屑を含む切削水がウェーハに付着しないように整流板を備えている。
【先行技術文献】
【特許文献】
【0003】
特開2021-178394号公報
特開平06-224297号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上述の整流板にあたった噴霧は、その一部が水滴となって加工しているウェーハに滴下し、ウェーハの上面を汚している。そのため、加工したウェーハを洗浄するスピンナ洗浄装置での洗浄時間が長くなり、生産性が低下する、という問題がある。
【0005】
本発明はかかる点に鑑みてなされたものであり、ウェーハの洗浄時間を短くすることができる切削装置を提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
本発明の一態様の切削装置は、保持面によってウェーハを保持するチャックテーブルと、回転する切削ブレードで該ウェーハを切削する切削機構と、該チャックテーブルと該切削機構とを相対的に該切削ブレードの切削送り方向に移動させる切削送り機構と、該ウェーハと該切削ブレードとに切削水を供給する切削水供給部と、を備える切削装置であって、該切削ブレードによって遠心力を受けた該切削水を該ウェーハに該切削ブレードが接触した加工点より該切削送り方向の後方に流すダクトを備え、該ダクトは、該保持面に平行な底板と、該底板の該切削送り方向の後方端に接続し斜め上に傾斜した傾斜板と、該底板と該傾斜板とに接続する向かい合った2つの側板と、2つの該側板の上端を接続する天板と、によって筒状に形成され、該切削送り方向の前方から該切削水を入れる入口と、該切削送り方向の後方から該切削水を出す出口とを有し、該出口は、該傾斜板に対して85度から90度に開口する。
【発明の効果】
【0007】
本発明によれば、ダクトにて出口が傾斜板に対して85度から90度に開口するので、切削ブレードの遠心力を受けた切削水が放物線を描いてウェーハを飛び越えるよう切削送り方向に飛ばすことができる。これにより、切削加工したウェーハの上面に切削屑を含む切削水が付着することを防止でき、ウェーハの洗浄時間を短くすることができる。
【図面の簡単な説明】
【0008】
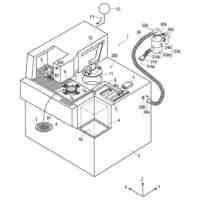
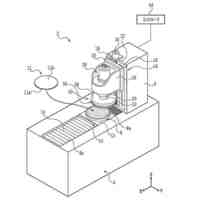
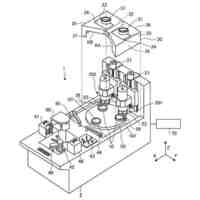
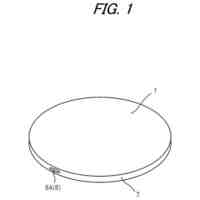
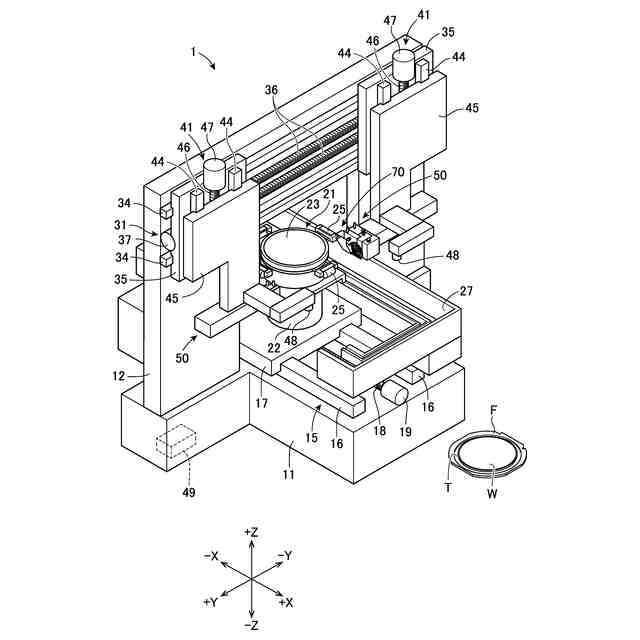
実施の形態における切削装置の概略斜視図である。
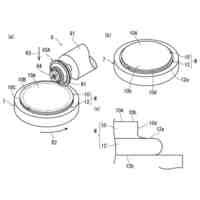
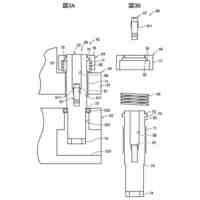
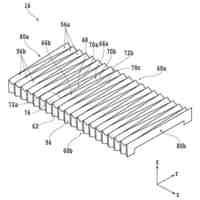
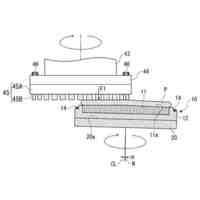
図2Aは、実施の形態における切削機構及びダクトの概略斜視図であり、図2Bは、ダクトの概略斜視図である。
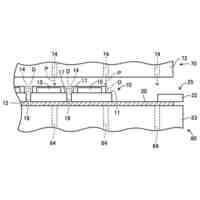
実施の形態における切削機構及びダクトの側面図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して、本実施の形態に係る切削装置1について説明する。なお、本実施の形態に係る切削装置1は、以下に示す構成に限定されず、適宜変更が可能である。図1においては、説明の便宜上、一部の部材については省略して記載している。
【0010】
まず、図1を参照して、切削装置1の全体構成について説明する。図1は、実施の形態における切削装置の概略斜視図である。以下の説明で用いられるX軸方向(切削送り方向、前後方向)、Y軸方向(割り出し送り方向、左右方向)、Z軸方向(切り込み送り方向、高さ方向)は互いに垂直な関係にある。X軸方向を示す両矢線のうち、+X側を前方とし、-X側を後方とする。Y軸方向を示す両矢線のうち、+Y側を左方とし、-Y側を右方とする。Z軸方向を示す両矢線のうち、+Z側を上方とし、-Z側を下方とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
8日前
株式会社ディスコ
加工装置
2日前
株式会社ディスコ
加工方法
25日前
株式会社ディスコ
加工装置
23日前
株式会社ディスコ
加工装置
23日前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
処理装置
8日前
株式会社ディスコ
研削装置
8日前
株式会社ディスコ
加工方法
15日前
株式会社ディスコ
切削装置
3日前
株式会社ディスコ
搬送システム
16日前
株式会社ディスコ
搬送システム
15日前
株式会社ディスコ
搬送システム
8日前
株式会社ディスコ
保護部材形成装置
17日前
株式会社ディスコ
保護部材形成装置
15日前
株式会社ディスコ
配線引き抜き治具
8日前
株式会社ディスコ
抗折強度測定装置
8日前
株式会社ディスコ
加工室の洗浄方法
5日前
株式会社ディスコ
液状樹脂供給装置
16日前
株式会社ディスコ
ウエーハの加工装置
15日前
株式会社ディスコ
カーフチェック方法
9日前
株式会社ディスコ
ウエーハの加工方法
9日前
株式会社ディスコ
ウェーハの分割方法
9日前
株式会社ディスコ
加工装置及び支持柱
9日前
株式会社ディスコ
被加工物の加工方法
2日前
株式会社ディスコ
被加工物の処理装置
17日前
株式会社ディスコ
搬出装置及び切削装置
22日前
株式会社ディスコ
処理装置及び検知方法
3日前
株式会社ディスコ
検出方法及び処理装置
22日前
株式会社ディスコ
研削装置および研削方法
3日前
株式会社ディスコ
伸縮防水カバー、処理装置
18日前
株式会社ディスコ
チャックテーブルの整形方法
24日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ