TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155357
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024059158
出願日
2024-04-01
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
7/04 20060101AFI20251006BHJP(研削;研磨)
要約
【課題】加工中のスピンドルの破損を抑制することができる加工装置を提供すること。
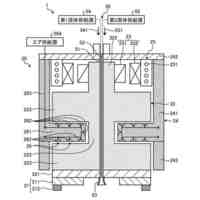
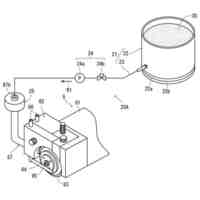
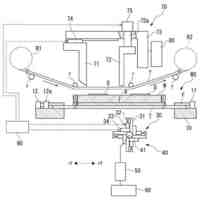
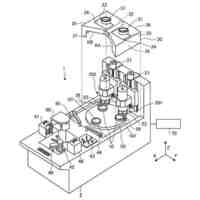
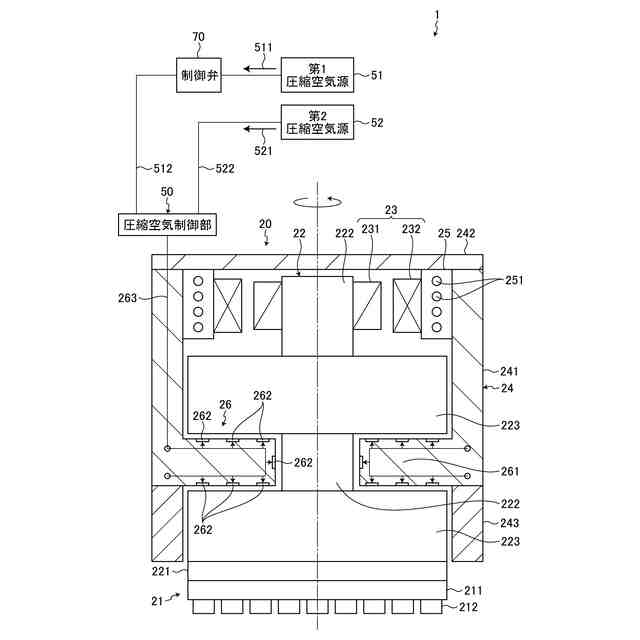
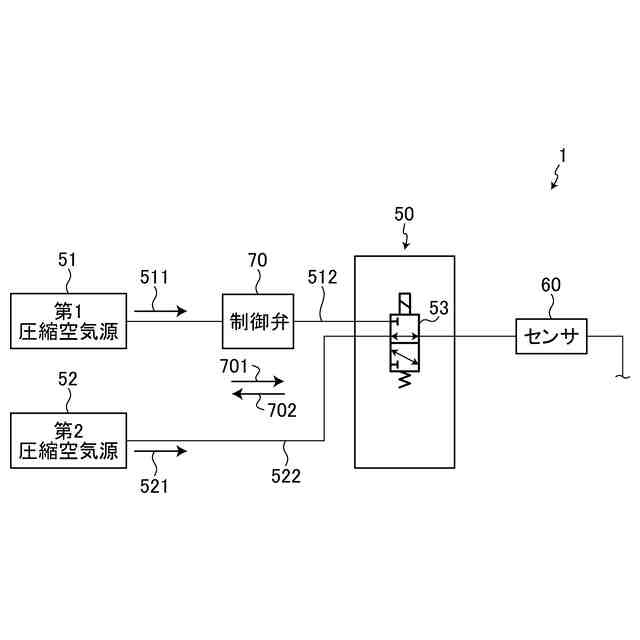
【解決手段】加工装置1は、エアベアリング26によってスピンドル22を軸心回りに回転可能に支持するスピンドルハウジング24とを有した研削ユニット20と、第1圧縮空気源51から供給される第1圧縮空気511と第2圧縮空気源52から供給される第2圧縮空気521とを切り替え可能な切替弁を有する圧縮空気制御部50と、第1圧縮空気源51からスピンドルハウジング24のエア供給路263に供給される第1圧縮空気511の圧力を検知するセンサとを備え、圧縮空気制御部50は、センサが検知した値が所定の閾値を下回る場合、スピンドルハウジング24のエア供給路263に供給する第1圧縮空気511を切替弁によって第2圧縮空気源52から供給される第2圧縮空気521に切り替える。
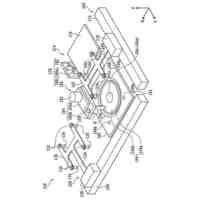
【選択図】図2
特許請求の範囲
【請求項1】
被加工物を加工する加工装置であって、
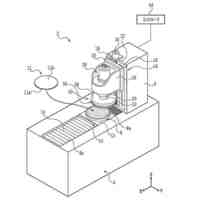
該被加工物を保持する保持テーブルと、
先端に加工工具を配設可能なスピンドルと、該スピンドルの外側面を囲繞しエアベアリングによって該スピンドルを回転可能に支持するケーシングと、を有し、該保持テーブルで保持された該被加工物を該加工工具で加工する加工ユニットと、
第1連通路を介して第1圧縮空気源に連通するとともに、第2連通路を介して第2圧縮空気源に連通して、該第1圧縮空気源から供給される第1圧縮空気と該第2圧縮空気源から供給される第2圧縮空気とを切り替え可能な切替弁を有して、該第1圧縮空気または該第2圧縮空気を該ケーシングに供給するよう制御する圧縮空気制御部と、
少なくとも該第1圧縮空気源から該ケーシングに供給される該第1圧縮空気の圧力を検知するセンサと、
を備え、
該圧縮空気制御部は、
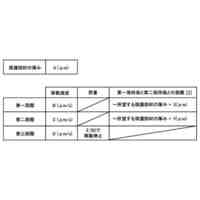
該第1圧縮空気源から供給される該第1圧縮空気を該ケーシングに供給する際に、該センサが検知した値が所定の閾値を下回る場合、該ケーシングに供給する該第1圧縮空気を該切替弁によって該第2圧縮空気源から供給される該第2圧縮空気に切り替えることを特徴とする加工装置。
続きを表示(約 140 文字)
【請求項2】
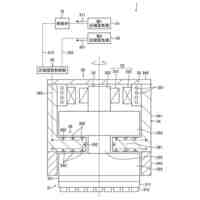
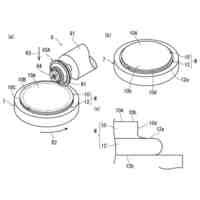
該第1圧縮空気源の該第1圧縮空気が、該ケーシング側から該第1圧縮空気源側へ流れる流量を制御する制御弁を備えることを特徴とする請求項1に記載の加工装置。
【請求項3】
該制御弁は、テスラバルブ型であることを特徴とする請求項2に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧縮空気を用いたエアベアリングで回転するスピンドルに配設された加工工具によって被加工物を加工する加工装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
半導体ウェーハやパッケージ基板等の被加工物を保持テーブルで保持し、切削や研削などを行う加工装置が各種存在する。これらの加工装置ではスピンドルの先端に配設された研削砥石等の加工工具をスピンドルを回転させることで回転させて加工を行う。
【0003】
スピンドルは、エアベアリングを介してスピンドルを囲むケーシングによって回転可能に支持されている。そしてエアベアリングは、スピンドルの外側面とケーシングの内側面との隙間にエア(圧縮空気)を供給することによって形成される(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開平9-042465号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
一般的に、供給されるエアは、加工装置が設置される工場のユーティリティ設備としてのエア供給源(圧縮空気源)から供給される。しかし、工場のエア供給源が何らかの不具合によって停止した場合、スピンドルを支持するためのエア圧力が急激に低下し、スピンドルを囓らせて破損させるという問題がある。
【0006】
そのため、エア(圧縮空気)を用いたエアベアリングで回転するスピンドルに配設された加工工具によって被加工物を加工する加工装置において、工場のユーティリティ設備としてのエア供給源(圧縮空気源)が停止した場合においても、スピンドルを囓らせて破損させることがない加工装置を提供すべきという課題がある。
【0007】
本発明の目的は、加工中のスピンドルの破損を抑制することができる加工装置を提供することである。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明の加工装置は、被加工物を加工する加工装置であって、該被加工物を保持する保持テーブルと、先端に加工工具を配設可能なスピンドルと、該スピンドルの外側面を囲繞しエアベアリングによって該スピンドルを回転可能に支持するケーシングと、を有し、該保持テーブルで保持された該被加工物を該加工工具で加工する加工ユニットと、第1連通路を介して第1圧縮空気源に連通するとともに、第2連通路を介して第2圧縮空気源に連通して、該第1圧縮空気源から供給される第1圧縮空気と該第2圧縮空気源から供給される第2圧縮空気とを切り替え可能な切替弁を有して、該第1圧縮空気または該第2圧縮空気を該ケーシングに供給するよう制御する圧縮空気制御部と、少なくとも該第1圧縮空気源から該ケーシングに供給される該第1圧縮空気の圧力を検知するセンサと、を備え、該圧縮空気制御部は、該第1圧縮空気源から供給される該第1圧縮空気を該ケーシングに供給する際に、該センサが検知した値が所定の閾値を下回る場合、該ケーシングに供給する該第1圧縮空気を該切替弁によって該第2圧縮空気源から供給される該第2圧縮空気に切り替えることを特徴とする。
【0009】
前記加工装置において、該第1圧縮空気源の該第1圧縮空気が、該ケーシング側から該第1圧縮空気源側へ流れる流量を制御する制御弁を備えても良い。
【0010】
前記加工装置において、該制御弁は、テスラバルブ型でも良い。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
12日前
株式会社ディスコ
加工装置
14日前
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
加工方法
19日前
株式会社ディスコ
処理装置
12日前
株式会社ディスコ
研削装置
12日前
株式会社ディスコ
切削装置
7日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
加工装置
22日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
加工装置
27日前
株式会社ディスコ
加工装置
27日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
加工方法
29日前
株式会社ディスコ
切削装置
22日前
株式会社ディスコ
搬送システム
12日前
株式会社ディスコ
搬送システム
19日前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
20日前
株式会社ディスコ
シート固着装置
今日
株式会社ディスコ
液状樹脂供給装置
20日前
株式会社ディスコ
保護部材形成装置
19日前
株式会社ディスコ
配線引き抜き治具
12日前
株式会社ディスコ
レーザー加工装置
今日
株式会社ディスコ
保護部材形成装置
21日前
株式会社ディスコ
ブレーキング装置
1か月前
株式会社ディスコ
抗折強度測定装置
12日前
株式会社ディスコ
加工室の洗浄方法
9日前
株式会社ディスコ
ウエーハの加工装置
19日前
株式会社ディスコ
ウエーハの加工方法
13日前
株式会社ディスコ
被加工物の処理装置
21日前
株式会社ディスコ
ウェーハの分割方法
13日前
株式会社ディスコ
加工装置及び支持柱
13日前
株式会社ディスコ
カーフチェック方法
13日前
株式会社ディスコ
被加工物の加工方法
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ