TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025160670
公報種別
公開特許公報(A)
公開日
2025-10-23
出願番号
2024063365
出願日
2024-04-10
発明の名称
カーフチェック方法
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
主分類
B24B
49/12 20060101AFI20251016BHJP(研削;研磨)
要約
【課題】作業者の負担を軽減しながら適切なカーフチェックを可能とする。
【解決手段】ウェーハに形成したカーフのカーフチェック方法は、カーフをカメラで撮像する撮像工程と、撮像工程で撮像した画像において明度によってカーフを認識する認識工程と、認識したカーフから予め設定したカーフ最小幅を超えたピクセルをカーフの長手方向の位置ごとにカーフの幅方向のピクセル数としてカウントするカウント工程と、撮像工程からカウント工程までを、複数回行い、カウント工程でカウントしたピクセル数の平均値、中央値または最頻値によって、基準値を設定する基準値設定工程と、カウント工程でカウントしたピクセル数を基に、基準値を基準とした標準偏差によってカーフの良否を判断する閾値を設定する閾値設定工程と、ピクセル数が閾値以下か、閾値を超えるかによってカーフの良否を判断する判断工程と、を含む。
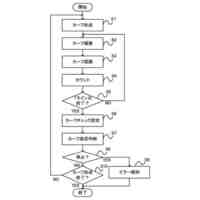
【選択図】図5
特許請求の範囲
【請求項1】
ウェーハに形成したカーフのカーフチェック方法であって、
該カーフをカメラで撮像する撮像工程と、
該撮像工程で撮像した画像において明度によって該カーフを認識する認識工程と、
該認識したカーフから予め設定したカーフ最小幅を超えたピクセルを該カーフの長手方向の位置ごとに該カーフの幅方向のピクセル数としてカウントするカウント工程と、
該撮像工程から該カウント工程までを、複数回行い、該カウント工程でカウントした該ピクセル数の平均値、中央値または最頻値によって、基準値を設定する基準値設定工程と、
該カウント工程でカウントした該ピクセル数を基に、該基準値を基準とした標準偏差によってカーフの良否を判断する閾値を設定する閾値設定工程と、
該ピクセル数が該閾値以下か、該閾値を超えるかによって該カーフの良否を判断する判断工程と、
を含むカーフチェック方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、カーフチェック方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
加工装置では、ウェーハのストリート上を適切に切削しているかどうかを確認するため、切削により形成されるカーフをカメラで撮像して、カーフの両サイドに発生したチッピングの大きさ等をチェックする処理が行われる。この処理は、カーフチェックと呼ばれていて、例えば、特許文献1から特許文献4に記載されている。
【0003】
カーフチェックにより作業者が設定した閾値(許容幅)を超えるサイズのチッピングが検出されると、加工装置は、エラーを発生させる処理を行う。また、その閾値を超えるサイズのチッピングが設定した回数を超えて検出されると、エラーを発生させる処理が行われる場合もある。
【先行技術文献】
【特許文献】
【0004】
特開2016-197702号公報
特開2023-050704号公報
特開2020-077668号公報
特開2022-158458号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述したように、カーフチェックでは、作業者が設定した閾値に基づいて処理が行われる。このため、作業者には適切な閾値を設定することが求められる。また、作業者は閾値を適切に設定するため、閾値設定時にカーフを撮像した画像でカーフの状態を確認する。このため、生産性が上がりにくいという問題もある。
【0006】
本発明はかかる点に鑑みてなされたものであり、作業者の負担を軽減しながら適切なカーフチェックを可能とする技術を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様のカーフチェック方法は、ウェーハに形成したカーフのカーフチェック方法であって、該カーフをカメラで撮像する撮像工程と、該撮像工程で撮像した画像において明度によって該カーフを認識する認識工程と、該認識したカーフから予め設定したカーフ最小幅を超えたピクセルを該カーフの長手方向の位置ごとに該カーフの幅方向のピクセル数としてカウントするカウント工程と、該撮像工程から該カウント工程までを、複数回行い、該カウント工程でカウントした該ピクセル数の平均値、中央値または最頻値によって、基準値を設定する基準値設定工程と、該カウント工程でカウントした該ピクセル数を基に、該基準値を基準とした標準偏差によってカーフの良否を判断する閾値を設定する閾値設定工程と、該ピクセル数が該閾値以下か、該閾値を超えるかによって該カーフの良否を判断する判断工程と、を含む。
【発明の効果】
【0008】
本発明によれば、作業者の負担を軽減しながら適切なカーフチェックを可能とする技術を提供することができる。
【図面の簡単な説明】
【0009】
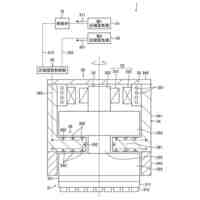
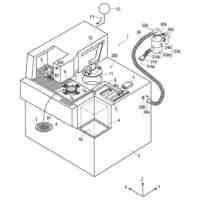
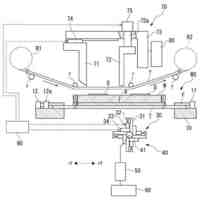
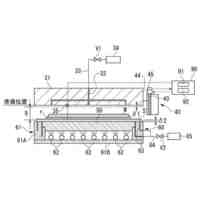
加工装置の構成を模式的に示す図である。
加工装置でウェーハが切削加工される様子を示す図である。
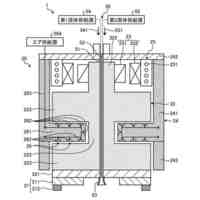
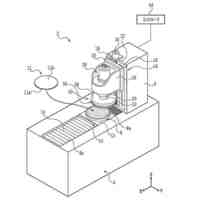
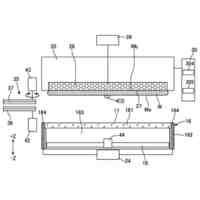
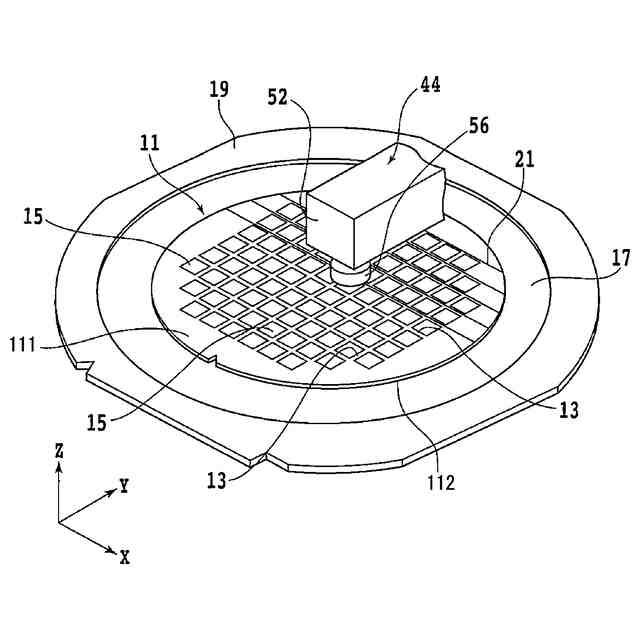
加工装置で加工溝が撮像される様子を示す図である。
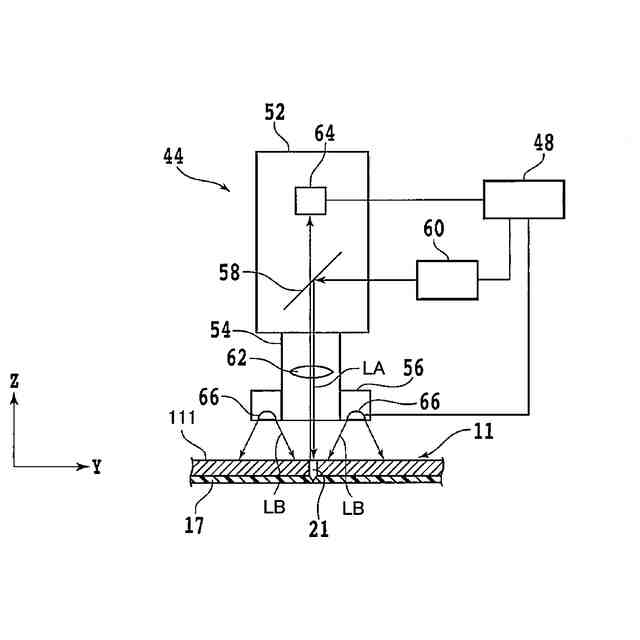
ウェーハに形成された加工溝を撮像する構成を説明する図である。
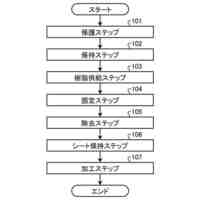
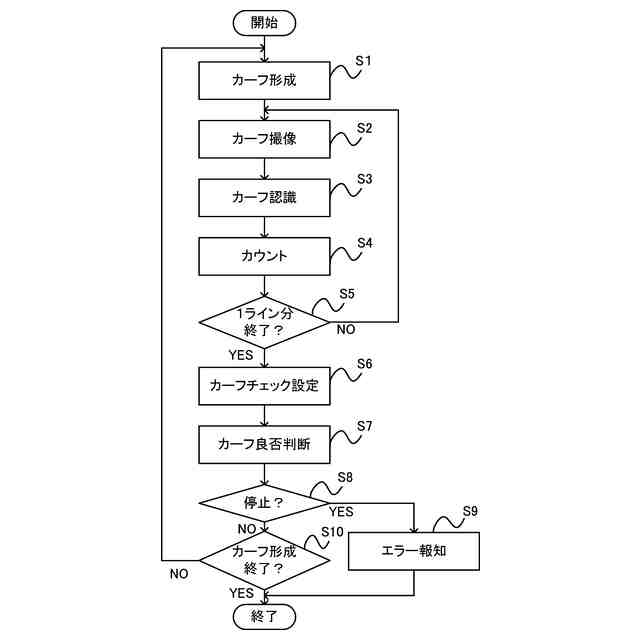
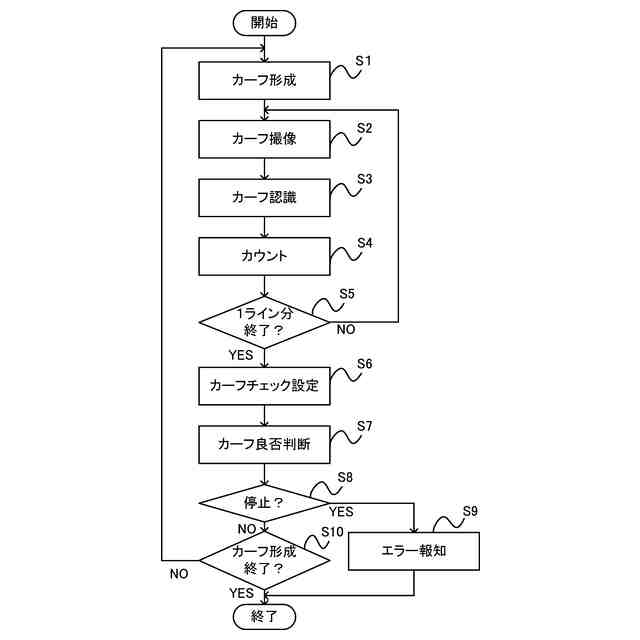
加工装置が行う処理の一例を示すフローチャートである。
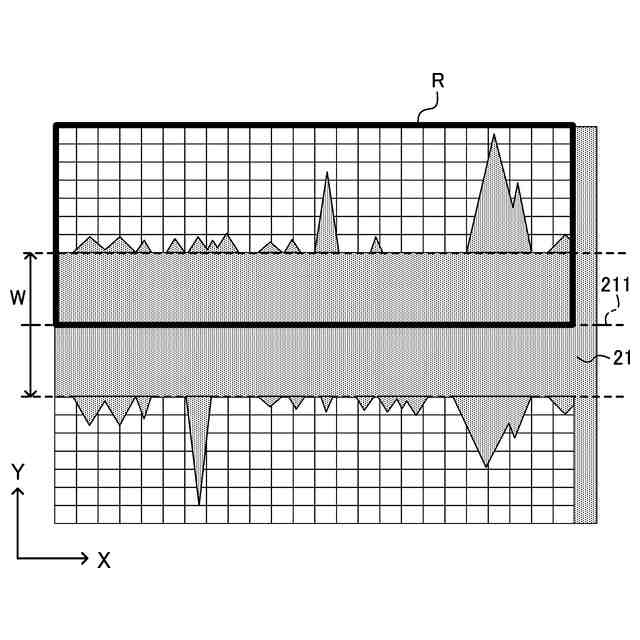
ウェーハに形成された加工溝の拡大図である。
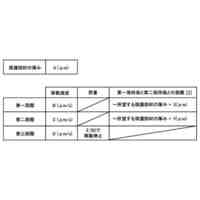
注目領域のうちのカーフ最小幅を超える領域の二値化結果を示す図である。
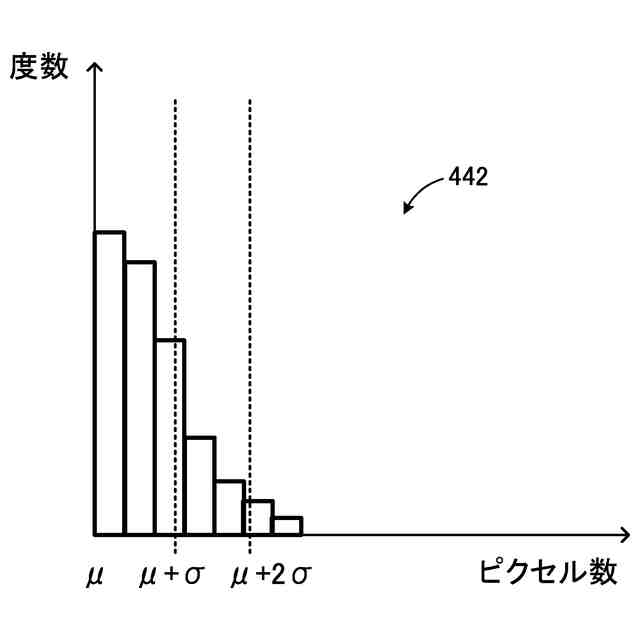
ピクセル数のヒストグラムが従うと仮定される切断正規分布を示す図である。
ピクセル数のヒストグラムに図8に示す切断正規分布の平均値から標準偏差だけ離れた位置と平均値から標準偏差の2倍だけ離れた位置を示した図である。
【発明を実施するための形態】
【0010】
図1は、本実施形態に係る加工装置2の構成を模式的に示した図である。図2は、加工装置2でウェーハ11が切削加工される様子を示す。図3は、加工装置2で加工溝21が撮像される様子を示す図である。図1から図3に示すX軸方向、Y軸方向、Z軸方向は互いに垂直な関係にある。X軸方向とY軸方向は略水平な方向であり、Z軸方向は上下方向(略鉛直な方向)である。図1から図3を参照しながら、本実施形態に係る加工装置2について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
23日前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
18日前
株式会社ディスコ
処理装置
23日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
研削装置
23日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
23日前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
シート固着装置
11日前
株式会社ディスコ
ブレーキング装置
1か月前
株式会社ディスコ
抗折強度測定装置
23日前
株式会社ディスコ
配線引き抜き治具
23日前
株式会社ディスコ
加工室の洗浄方法
20日前
株式会社ディスコ
液状樹脂供給装置
1か月前
株式会社ディスコ
レーザー加工装置
11日前
株式会社ディスコ
保護部材形成装置
1か月前
株式会社ディスコ
保護部材形成装置
1か月前
株式会社ディスコ
被加工物の加工方法
17日前
株式会社ディスコ
カーフチェック方法
24日前
株式会社ディスコ
ウエーハの加工装置
1か月前
株式会社ディスコ
スピンドルユニット
9日前
株式会社ディスコ
ウエーハの加工方法
24日前
株式会社ディスコ
被加工物の処理装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ