TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163985
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067677
出願日
2024-04-18
発明の名称
被加工物の加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20251023BHJP(基本的電気素子)
要約
【課題】エッジトリミングを施す際に、被覆層の部分的な剥がれを低減する。
【解決手段】外周部に面取り部を有する基板と、基板の外周部を含む一面に設けられた被覆層と、を有する被加工物の加工方法であって、第1切削ブレードの切り刃の下端を被加工物の外周部において被覆層の厚さに対応する深さ位置又はこれよりも深い位置に切り込み、被加工物の外周部に環状の第1段差部を形成する第1切削工程と、第2切削ブレードの切り刃のうち保持面の平面視において保持面の回転軸に近い方の一面を第1段差部の内周縁に位置付け又は内周縁よりも外側に位置付け、被加工物の外周部に環状の第2段差部を形成する第2切削工程と、を備え、第2切削工程では、第1段差部の底面から第2切削ブレードの切り刃の下端までの第2深さを、被加工物の表面から第1段差部の底面までの第1深さよりも大きくする被加工物の加工方法を提供する。
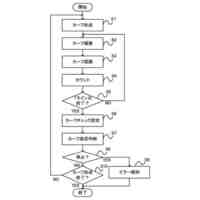
【選択図】図1
特許請求の範囲
【請求項1】
外周部に面取り部を有する基板と、該基板の外周部を含む一面に設けられた被覆層と、を有し、該被覆層が表面に露出している被加工物の加工方法であって、
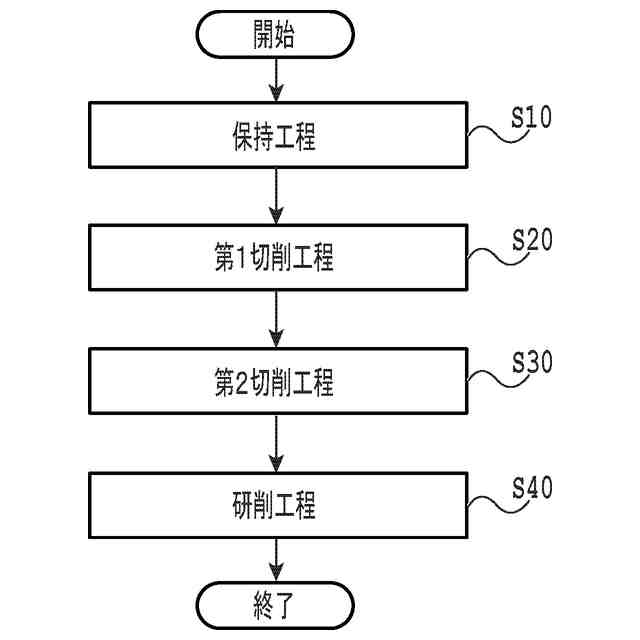
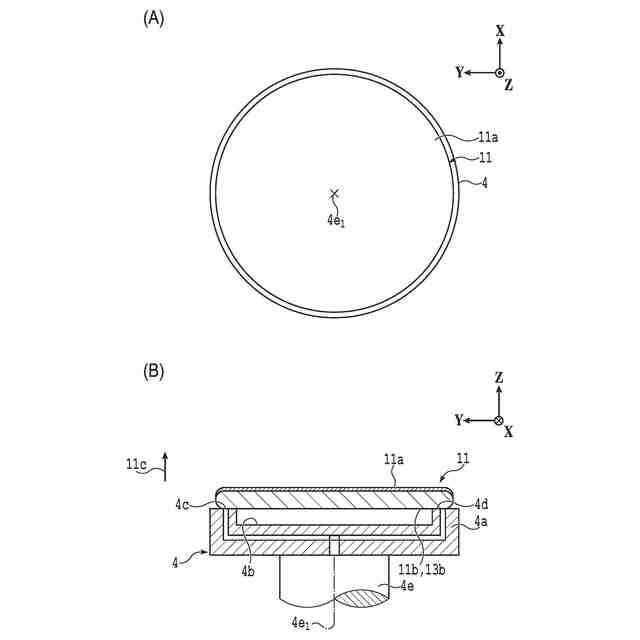
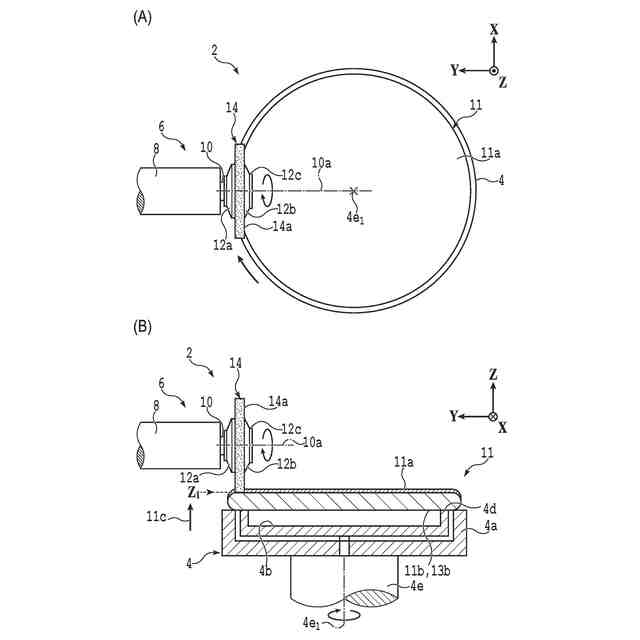
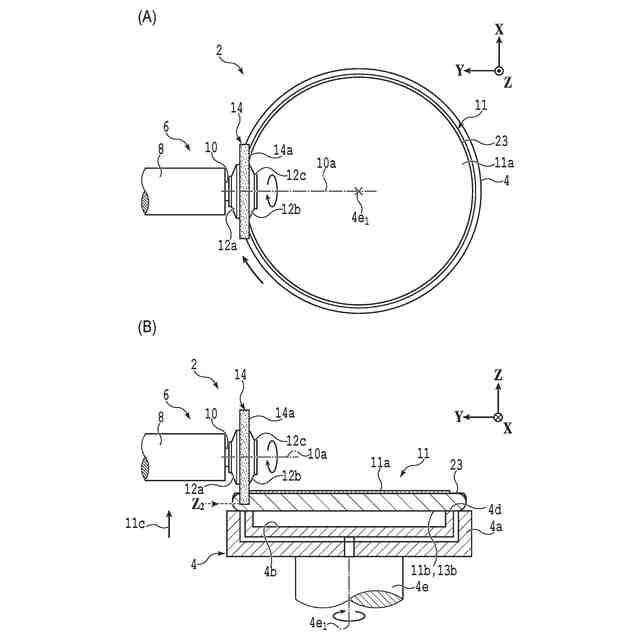
所定の回転軸の周りで回転可能であるチャックテーブルの保持面で、該被加工物の厚さ方向において該表面とは反対側に位置する該被加工物の裏面を保持する保持工程と、
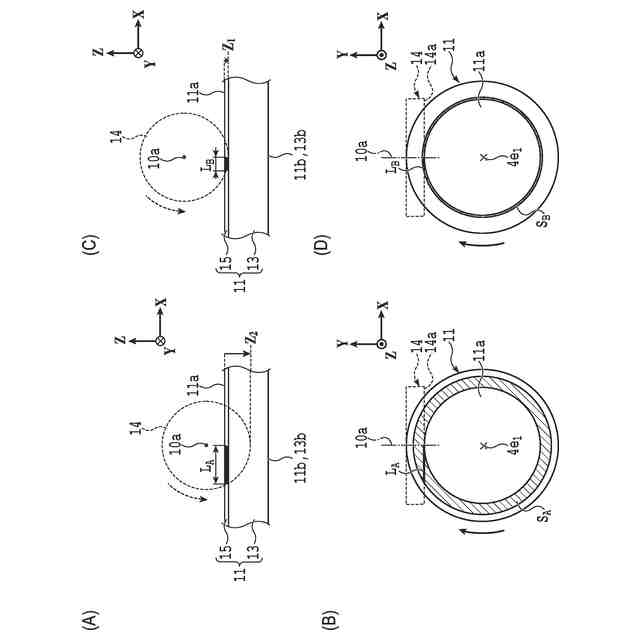
該保持工程の後、長手方向が該保持面に沿って配置された第1スピンドルの先端部に装着された第1切削ブレードの切り刃の下端を該被加工物の外周部において該被覆層の厚さに対応する深さ位置又は該被覆層の厚さに対応する深さ位置よりも深い位置に切り込むと共に、該チャックテーブルを該所定の回転軸の周りに回転させることによって、該被加工物の外周部に環状の第1段差部を形成する第1切削工程と、
該第1切削工程の後、長手方向が該保持面に沿って配置された第2スピンドルの先端部に装着された第2切削ブレードの切り刃のうち該保持面の平面視において該所定の回転軸に近い方の一面を該第1段差部の内周縁に位置付け又は該被加工物の径方向において該内周縁よりも外側に位置付け、該チャックテーブルを該所定の回転軸の周りに回転させることによって該被加工物の外周部に環状の第2段差部を形成する第2切削工程と、
を備え、
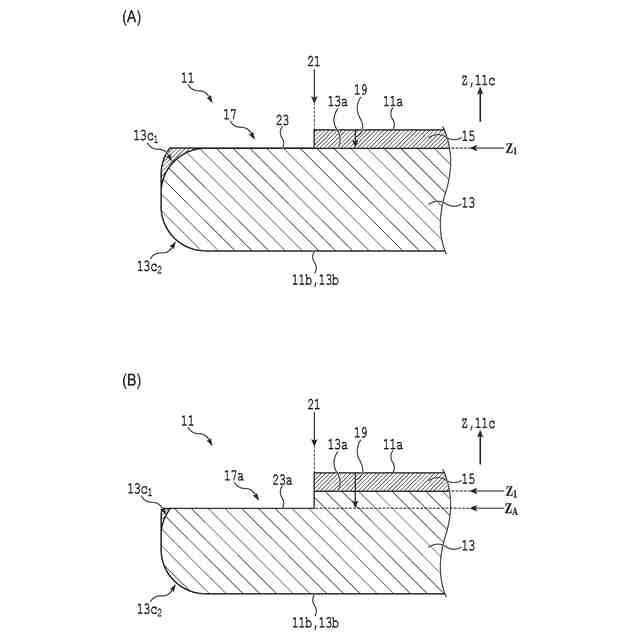
該第2切削工程では、該第1段差部の底面から該第2切削ブレードの切り刃の下端までの第2深さを、該被加工物の該表面から該第1段差部の底面までの第1深さよりも大きくすることを特徴とする被加工物の加工方法。
続きを表示(約 510 文字)
【請求項2】
該第1切削工程において該第1切削ブレードが該被加工物を切削することにより除去される第1切削体積は、該第2切削工程において該第2切削ブレードが該被加工物を切削することにより除去される第2切削体積よりも小さいことを特徴とする請求項1に記載の被加工物の加工方法。
【請求項3】
該第2切削工程では、該第1段差部の該底面のうち該径方向の内側に位置する内側環状領域を切削せずに残し、該第1段差部の該底面のうち該内側環状領域よりも該径方向の外側に位置する外側環状領域を切削することを特徴とする請求項1又は2に記載の被加工物の加工方法。
【請求項4】
該第1切削ブレードと、該第2切削ブレードとは、同一であり、該第1スピンドルと、該第2スピンドルとは、同一であることを特徴とする請求項1に記載の被加工物の加工方法。
【請求項5】
該第2切削工程の後、該被加工物の厚さが該表面から該第2段差部の底面までの厚さ以下になるまで該被加工物の該裏面を研削により除去することで該被加工物を薄化する研削工程を更に備えることを特徴とする請求項1に記載の被加工物の加工方法。
発明の詳細な説明
【技術分野】
【0001】
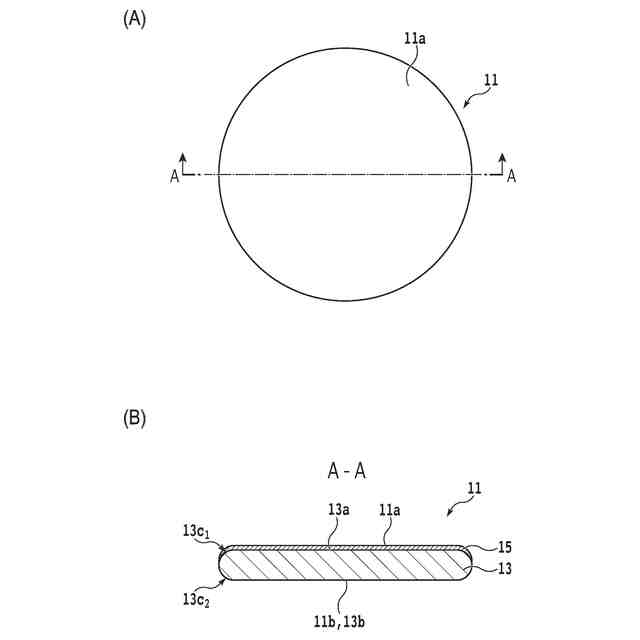
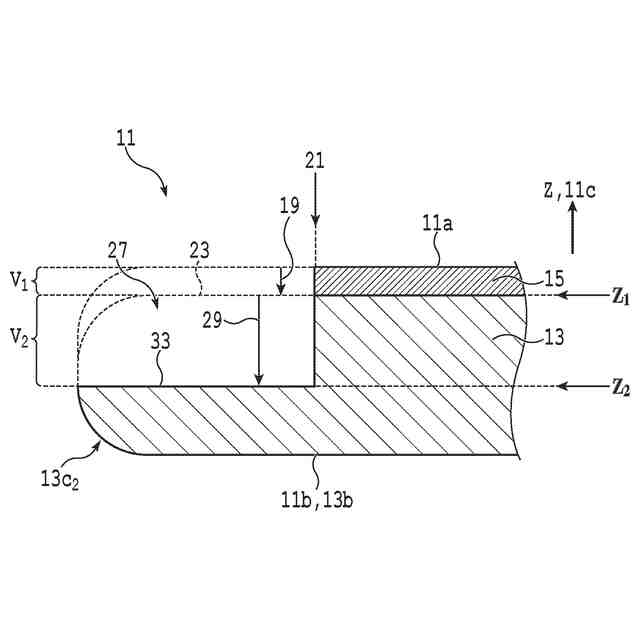
本発明は、外周部に面取り部を有する基板と、基板の外周部を含む基板の一面に設けられた被覆層と、を有し、被覆層が表面に露出している被加工物の加工方法に関し、特に、被加工物の表面における面取り部を除去するエッジトリミングに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
円盤状のシリコン単結晶基板を有する半導体ウェーハ(即ち、被加工物)は、通常、その表面及び裏面の各外周部に、面取り部(ベベル部とも称される)が形成されている。それゆえ、被加工物の裏面を研削して、例えば、当初の厚さの半分以下にまで被加工物を薄化すると、被加工物の外周部には、所謂ナイフエッジ(シャープエッジとも称される)が形成される。
【0003】
被加工物において薄化後にナイフエッジが形成されることを防ぐために、裏面の研削に先立ち、表面の外周部における面取り部を円環状の切削ブレードで切削することにより除去する、所謂エッジトリミングを施す手法が提案されている(例えば、特許文献1参照)。
【0004】
ところで、被加工物の表面には、IC(Integrated Circuit)、LED(Light Emitting Diode)等のデバイスが設けられていることがあり、この場合、デバイスの保護又は電気的絶縁のために、面取り部を含む表面の全体には、酸化膜等の被覆層が設けられる。
【0005】
表面に被覆層を有する被加工物に対してエッジトリミングを施すと、エッジトリミングに伴い、被覆層の外周部が部分的に剥がれるという問題がある。特に、切削に主として寄与する切削ブレードの外周側面ではなく切削ブレードの略平坦な一面と、被覆層と、が接触することにより、被覆層の外周部には部分的な剥がれ(即ち、欠け)が形成される。
【先行技術文献】
【特許文献】
【0006】
特開2000-173961号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は係る問題点に鑑みてなされたものであり、被覆層が表面に露出している被加工物の表面に対してエッジトリミングを施す際に、被覆層の部分的な剥がれを低減することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様によれば、外周部に面取り部を有する基板と、該基板の外周部を含む一面に設けられた被覆層と、を有し、該被覆層が表面に露出している被加工物の加工方法であって、所定の回転軸の周りで回転可能であるチャックテーブルの保持面で、該被加工物の厚さ方向において該表面とは反対側に位置する該被加工物の裏面を保持する保持工程と、該保持工程の後、長手方向が該保持面に沿って配置された第1スピンドルの先端部に装着された第1切削ブレードの切り刃の下端を該被加工物の外周部において該被覆層の厚さに対応する深さ位置又は該被覆層の厚さに対応する深さ位置よりも深い位置に切り込むと共に、該チャックテーブルを該所定の回転軸の周りに回転させることによって、該被加工物の外周部に環状の第1段差部を形成する第1切削工程と、該第1切削工程の後、長手方向が該保持面に沿って配置された第2スピンドルの先端部に装着された第2切削ブレードの切り刃のうち該保持面の平面視において該所定の回転軸に近い方の一面を該第1段差部の内周縁に位置付け又は該被加工物の径方向において該内周縁よりも外側に位置付け、該チャックテーブルを該所定の回転軸の周りに回転させることによって該被加工物の外周部に環状の第2段差部を形成する第2切削工程と、を備え、該第2切削工程では、第1段差部の底面から該第2切削ブレードの該切り刃の下端までの第2深さを、該被加工物の該表面から該第1段差部の該底面までの第1深さよりも大きくする被加工物の加工方法が提供される。
【0009】
好ましくは、該第1切削工程において該第1切削ブレードが該被加工物を切削することにより除去される第1切削体積は、該第2切削工程において該第2切削ブレードが該被加工物を切削することにより除去される第2切削体積よりも小さい。
【0010】
また、好ましくは、該第2切削工程では、該第1段差部の該底面のうち該径方向の内側に位置する内側環状領域を切削せずに残し、該第1段差部の該底面のうち該内側環状領域よりも該径方向の外側に位置する外側環状領域を切削する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
1か月前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
処理方法
4日前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
掃除器具
4日前
株式会社ディスコ
掃除器具
4日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
処理装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
切削装置
26日前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
シート固着装置
19日前
株式会社ディスコ
レーザー加工装置
19日前
株式会社ディスコ
配線引き抜き治具
1か月前
株式会社ディスコ
抗折強度測定装置
1か月前
株式会社ディスコ
加工室の洗浄方法
28日前
株式会社ディスコ
被加工物の加工方法
25日前
株式会社ディスコ
スピンドルユニット
17日前
株式会社ディスコ
加工装置及び支持柱
1か月前
株式会社ディスコ
カーフチェック方法
1か月前
株式会社ディスコ
ウェーハの分割方法
1か月前
株式会社ディスコ
ウエーハの加工方法
1か月前
株式会社ディスコ
シリアル接続システム
17日前
株式会社ディスコ
洗浄装置及び洗浄方法
12日前
株式会社ディスコ
キャリア板の除去方法
19日前
株式会社ディスコ
処理装置及び検知方法
26日前
株式会社ディスコ
研削装置および研削方法
26日前
株式会社ディスコ
加工方法、及び研磨装置
19日前
株式会社ディスコ
走査光学系及び光学処理装置
25日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ