TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025170500
公報種別
公開特許公報(A)
公開日
2025-11-19
出願番号
2024075116
出願日
2024-05-07
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
弁理士法人愛宕綜合特許事務所
主分類
B24B
55/03 20060101AFI20251112BHJP(研削;研磨)
要約
【課題】消費電力を軽減できる加工装置を提供する。
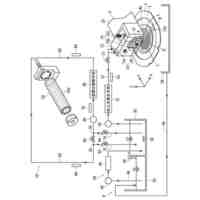
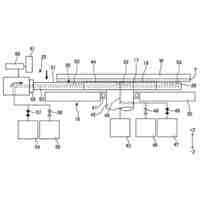
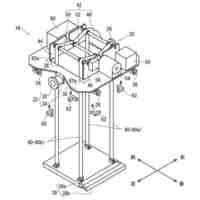
【解決手段】加工装置2の加工水循環経路8は、加工具に加工水を供給する加工水供給手段24と、廃液用のダーティータンク26と、廃液を濾過して清水にする濾過手段28と、清水用のクリーンタンク30と、清水を加工水に精製する加工水再生手段32とを含む。温調水循環経路10は、温調水調整手段58と、温調水送り経路60と、温調水戻り経路62とを含む。温調水戻り経路62には、クリーンタンク30に連通するクリーンタンク経路72と、クリーンタンク72内の清水を温調水戻り経路62に導く清水導入経路74とが連結される。加工具に供給された加工水が飛散して霧状となり気化熱で冷却された廃液がダーティータンク26および濾過手段28を介してクリーンタンク30に貯水され、クリーンタンク30の清水を加工水再生手段32・温調水調整手段58が利用することで消費電力が軽減される。
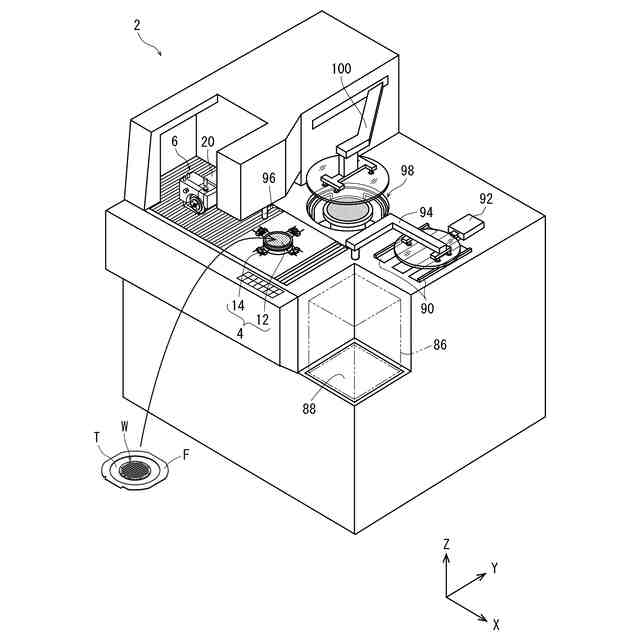
【選択図】図2
特許請求の範囲
【請求項1】
加工装置であって、
被加工物を保持するチャックテーブルと、
該チャックテーブルに保持された被加工物を加工する加工具を端部に装着した回転軸を支持するハウジングを備える加工手段と、
該加工具に加工水を供給する加工水供給手段と、加工済みの廃液を貯水するダーティータンクと、該ダーティータンクに貯水された廃液を濾過して清水を生成する濾過手段と、清水を貯水するクリーンタンクと、該クリーンタンクに貯水された清水を加工水に精製するとともに所望の温度に調整して該加工水供給手段に供給する加工水再生手段と、を含む加工水循環経路と、
該加工手段の回転軸を支持するハウジングに温調水を循環させる温調水循環経路と、を備え、
該温調水循環経路は、温調水の温度を所定の温度に調整する温調水調整手段と、該温調水調整手段から該ハウジングに連通する温調水送り経路と、該ハウジングから該温調水調整手段に連通する温調水戻り経路と、を備え、
該温調水戻り経路には、該クリーンタンクに連通し温調水を排出するクリーンタンク経路と、該クリーンタンクに貯水された清水を該温調水戻り経路に導く清水導入経路と、が連結され、
該加工手段の加工具に供給された加工水が飛散して霧状となり気化熱によって冷却された廃液が該ダーティータンクおよび該濾過手段を介して清水として該クリーンタンクに貯水され、該クリーンタンクに貯水された清水を該加工水再生手段および該温調水調整手段が利用して消費電力を軽減する加工装置。
続きを表示(約 840 文字)
【請求項2】
該温調水戻り経路には、該クリーンタンク経路に分岐する第一の分岐部と、該清水導入経路に分岐する第二の分岐部と、が設けられ、
該第一の分岐部と該第二の分岐部との間には第一の制水弁が配設され、該クリーンタンク経路には第二の制水弁が配設され、該清水導入経路には第三の制水弁が配設され、
該温調水戻り経路において、
該第一の分岐部までの温調水の温度が該クリーンタンクに貯水された清水の温度より低い場合、該第一の制水弁を開にして該第二の制水弁と該第三の制水弁との少なくとも一方を閉にして清水の導入を遮断する請求項1記載の加工装置。
【請求項3】
該温調水戻り経路において、
該第一の分岐部までの温調水の温度が該クリーンタンクに貯水された清水の温度より高い場合、該第一の制水弁、該第二の制水弁、該第三の制水弁の開閉を調整して該温調水調整手段に導く温調水の温度を所定の温度に近づけて該温調水調整手段の消費電力を軽減する請求項2記載の加工装置。
【請求項4】
該温調水戻り経路において、
該第一の分岐部までの温調水の温度が該クリーンタンクに貯水された清水の温度より高く該クリーンタンクに貯水された清水の温度が加工水の所望の温度より低い場合、該第一の制水弁、該第二の制水弁、該第三の制水弁の開閉を調整して温調水を該クリーンタンクに供給し、該加工水再生手段に送る清水の温度を所望の温度に近づけて該加工水再生手段の消費電力を軽減するとともに、該温調水調整手段に導く温調水の温度を所定の温度に近づけて該温調水調整手段の消費電力を軽減する請求項2記載の加工装置。
【請求項5】
該クリーンタンクにはオーバーフローした清水を該ダーティータンクに戻す戻し経路が形成され、該クリーンタンクは常に清水で満たされており該加工水再生手段および該温調水調整手段が常に清水を利用できる請求項1記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置やダイシング装置などの加工装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
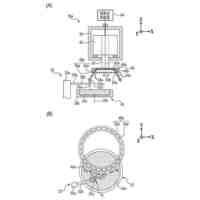
IC、LSIなどの複数のデバイスが分割予定ラインによって区画され表面に形成されたウエーハは、研削装置によって裏面が研削されて所定の厚みに加工された後、ダイシング装置によって個々のデバイスチップに分割され、分割された各デバイスチップは携帯電話、パソコンなどの電気機器に利用される。
【0003】
研削装置は、ウエーハを保持するチャックテーブルと、チャックテーブルに保持されたウエーハを研削する研削砥石を環状に備えた研削ホイールを回転可能に装着した研削手段と、研削ホイールに研削水(たとえば純水)を供給する研削水供給手段と、から概ね構成されており、ウエーハを高精度に研削することができる(たとえば、特許文献1参照)。
【0004】
ダイシング装置は、ウエーハを保持するチャックテーブルと、チャックテーブルに保持されたウエーハを切削する切削ブレードを回転可能に装着した切削手段と、切削ブレードに切削水(たとえば純水)を供給する切削水供給手段と、から概ね構成されており、ウエーハを高精度に個々のデバイスチップに分割することができる(たとえば、特許文献2参照)。
【0005】
また、研削装置およびダイシング装置で使用する研削水や切削水などの加工水、研削手段および切削手段を一定の温度に調整する温調水は、温度調整手段によって所望の温度に調整されてから、研削装置やダイシング装置などの加工装置において使用されている。
【先行技術文献】
【特許文献】
【0006】
特開2009-158768号公報
特開2019-145583号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、研削水や切削水として使用される加工水の温度と、研削手段および切削手段を一定の温度に調整する温調水の温度とが異なることに加え、加工水として純水が要求されるものの、温調水としては清水であればよく純水までは要求されないことから、加工水の循環経路と温調水の循環経路とが独立しており、消費電力を軽減できない一因となっている。
【0008】
本発明の課題は、消費電力を軽減できる加工装置を提供することである。
【課題を解決するための手段】
【0009】
本発明によれば、上記課題を解決する以下の加工装置が提供される。すなわち、
「加工装置であって、
被加工物を保持するチャックテーブルと、
該チャックテーブルに保持された被加工物を加工する加工具を端部に装着した回転軸を支持するハウジングを備える加工手段と、
該加工具に加工水を供給する加工水供給手段と、加工済みの廃液を貯水するダーティータンクと、該ダーティータンクに貯水された廃液を濾過して清水を生成する濾過手段と、清水を貯水するクリーンタンクと、該クリーンタンクに貯水された清水を加工水に精製するとともに所望の温度に調整して該加工水供給手段に供給する加工水再生手段と、を含む加工水循環経路と、
該加工手段の回転軸を支持するハウジングに温調水を循環させる温調水循環経路と、を備え、
該温調水循環経路は、温調水の温度を所定の温度に調整する温調水調整手段と、該温調水調整手段から該ハウジングに連通する温調水送り経路と、該ハウジングから該温調水調整手段に連通する温調水戻り経路と、を備え、
該温調水戻り経路には、該クリーンタンクに連通し温調水を排出するクリーンタンク経路と、該クリーンタンクに貯水された清水を該温調水戻り経路に導く清水導入経路と、が連結され、
該加工手段の加工具に供給された加工水が飛散して霧状となり気化熱によって冷却された廃液が該ダーティータンクおよび該濾過手段を介して清水として該クリーンタンクに貯水され、該クリーンタンクに貯水された清水を該加工水再生手段および該温調水調整手段が利用して消費電力を軽減する加工装置」が提供される。
【0010】
該温調水戻り経路には、該クリーンタンク経路に分岐する第一の分岐部と、該清水導入経路に分岐する第二の分岐部と、が設けられ、
該第一の分岐部と該第二の分岐部との間には第一の制水弁が配設され、該クリーンタンク経路には第二の制水弁が配設され、該清水導入経路には第三の制水弁が配設され、
該温調水戻り経路において、
該第一の分岐部までの温調水の温度が該クリーンタンクに貯水された清水の温度より低い場合、該第一の制水弁を開にして該第二の制水弁と該第三の制水弁との少なくとも一方を閉にして清水の導入を遮断するのが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
掃除器具
20日前
株式会社ディスコ
加工方法
7日前
株式会社ディスコ
切削装置
12日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
研削装置
13日前
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
洗浄方法
5日前
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
処理装置
12日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
処理装置
5日前
株式会社ディスコ
切削装置
14日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
掃除器具
20日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
処理方法
20日前
株式会社ディスコ
結束バンド
5日前
株式会社ディスコ
搬送システム
13日前
株式会社ディスコ
搬送システム
20日前
株式会社ディスコ
搬送システム
12日前
株式会社ディスコ
搬送システム
20日前
株式会社ディスコ
搬送システム
20日前
株式会社ディスコ
シート固着装置
1か月前
株式会社ディスコ
基板の処理方法
今日
株式会社ディスコ
カセットステージ
13日前
株式会社ディスコ
配線引き抜き治具
1か月前
株式会社ディスコ
レーザー加工装置
1か月前
株式会社ディスコ
加工室の洗浄方法
1か月前
株式会社ディスコ
治具及び確認方法
1日前
株式会社ディスコ
スピンドルユニット
1か月前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
ウエーハの加工方法
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ