TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163438
公報種別
公開特許公報(A)
公開日
2025-10-29
出願番号
2024066685
出願日
2024-04-17
発明の名称
研削装置および研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/02 20060101AFI20251022BHJP(研削;研磨)
要約
【課題】研削によって被加工物の上面に形成される形状と、セルフグラインドによってチャックテーブルの上面に形成される形状との差に起因する被加工物の厚みの不均一を好適に是正する。
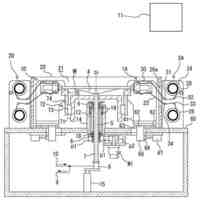
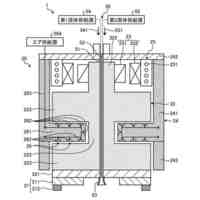
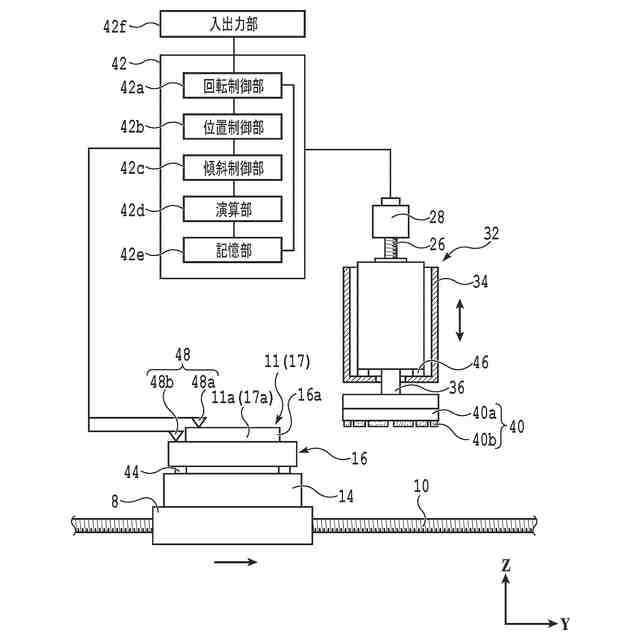
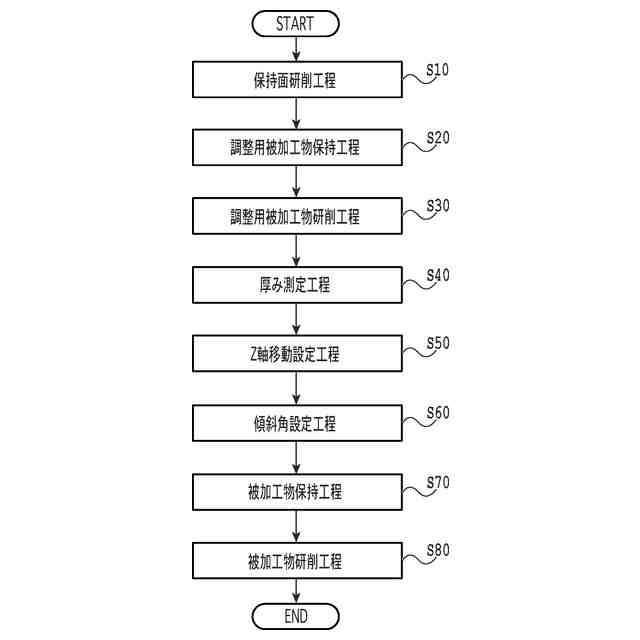
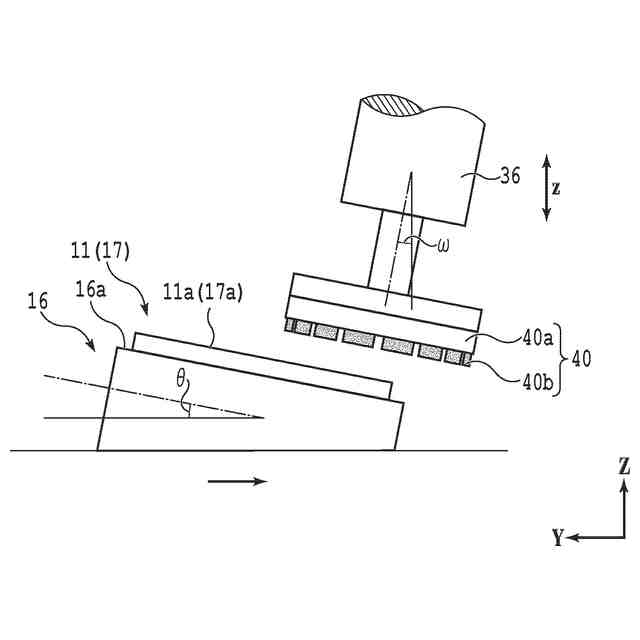
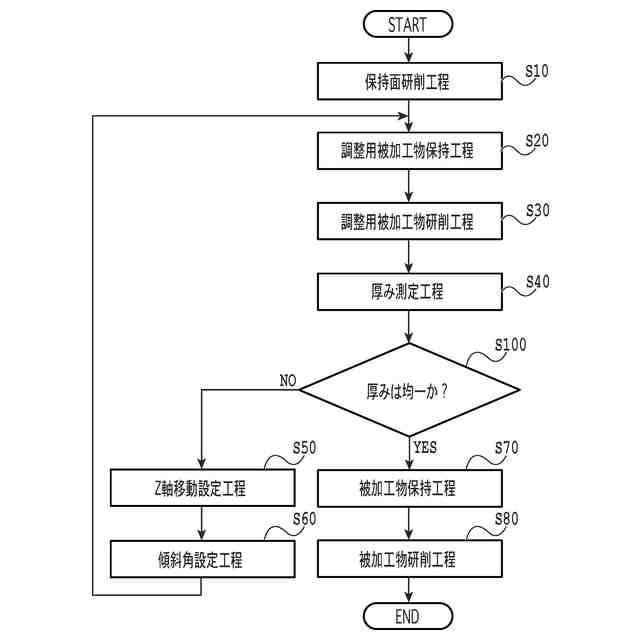
【解決手段】チャックテーブルと、回転する研削ホイールを備えた研削機構とを備え、研削ホイールとチャックテーブルとを研削面に沿って互いに移動させる研削装置を用いた研削方法であって、チャックテーブルのセルフグラインドを行う保持面研削工程と、チャックテーブルの移動に関する値を設定するZ軸移動設定工程、または、研削ホイールまたはチャックテーブルの傾斜角のいずれかを設定する傾斜角設定工程と、該傾斜角設定工程において行った設定のもとで被加工物を研削する被加工物研削工程とを含む。
【選択図】図6
特許請求の範囲
【請求項1】
被加工物を保持する保持面を有するチャックテーブルと、
研削砥石が固定された研削ホイールを取り付けられ、該研削ホイールと共に回転するスピンドルを備えた研削機構と、
該研削ホイールと該チャックテーブルとを、回転する該研削砥石がなす研削面に沿った向きに相対的に移動させるY軸移動機構と、
データを格納する記憶部と、
該Y軸移動機構により、該研削機構と該チャックテーブルとが相対的に移動する向きに平行な向きをY軸、Y軸に直交し、該研削砥石の回転軸に沿った向きをZ軸、Y軸とZ軸とに直交する向きをX軸として、
該研削ホイールと該チャックテーブルとをZ軸に沿って相対的に移動させるZ軸移動機構、または、
該研削ホイールまたは該チャックテーブルのX軸周りの傾斜角を調整する傾斜角調整機構
のうち少なくとも一方と、
該Z軸移動機構または該傾斜角調整機構の制御を行うコントローラとを備え、
該記憶部は、該チャックテーブルに該被加工物を保持しない状態で、該研削砥石を回転させながら該チャックテーブルと該研削砥石とをY軸に沿って相対的に移動させ、該チャックテーブルの保持面を研削するセルフグラインドを実行してから、該チャックテーブルの保持面に調整用被加工物を保持し、該研削砥石を回転させながら該チャックテーブルと該研削砥石とをY軸に沿って相対的に移動させて該調整用被加工物を研削した後、該調整用被加工物について測定された厚みに関するデータを記憶するよう構成され、
該コントローラは、
該Z軸移動機構を制御する場合には、該研削ホイールと該チャックテーブルのZ軸に沿った相対的な移動に関する値を、該記憶部に記憶された該調整用被加工物の厚みに関するデータに基づいて調整し、
該傾斜角調整機構を制御する場合には、該研削ホイールの傾斜角、または該チャックテーブルの傾斜角のうち少なくともいずれかを、該記憶部に記憶された該調整用被加工物の厚みに関するデータに基づいて調整するよう構成されたこと
を特徴とする研削装置。
続きを表示(約 1,700 文字)
【請求項2】
該Z軸移動機構は、該記憶部に記憶された該調整用被加工物のX軸に沿った厚み分布に基づき、該研削ホイールと該チャックテーブルとのZ軸に沿った相対的な移動に関する値zを調整するよう構成されていることを特徴とする請求項1に記載の研削装置。
【請求項3】
該傾斜角調整機構は、該記憶部に記憶された該調整用被加工物のY軸に沿った厚み分布に基づき、該チャックテーブルのX軸周りの傾斜角θを調整するよう構成されていることを特徴とする請求項1に記載の研削装置。
【請求項4】
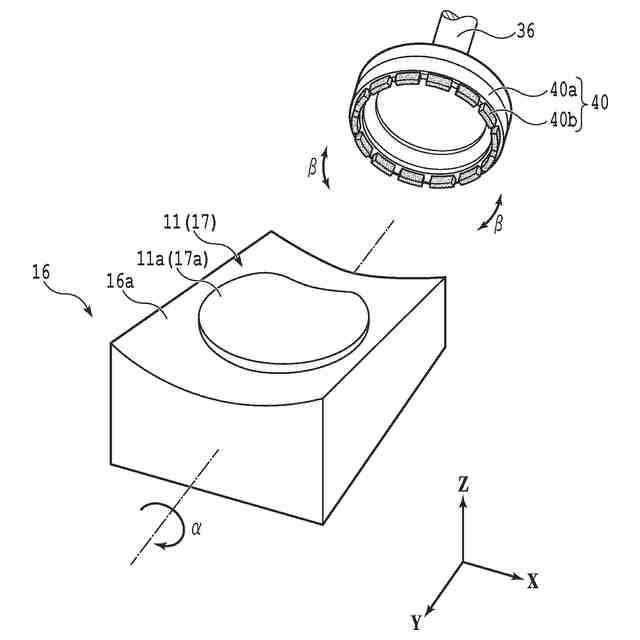
該傾斜角調整機構は、該記憶部に記憶された該調整用被加工物のX軸に沿った厚み分布に基づき、該チャックテーブルのY軸周りの傾斜角α、または該研削ホイールのY軸周りの傾斜角βのうち少なくとも一方を調整するよう構成されていることを特徴とする請求項1に記載の研削装置。
【請求項5】
被加工物を保持する保持面を有するチャックテーブルと、
研削砥石を備えた研削ホイールを取り付けられ、該研削ホイールと共に回転するスピンドルを備えた研削機構と、
該研削ホイールと該チャックテーブルとを、回転する該研削砥石がなす研削面に沿って相対的に移動させるY軸移動機構とを備えた研削装置を用いた研削方法であって、
該チャックテーブルに該被加工物を保持しない状態で、該研削砥石を回転させながら該チャックテーブルと該研削砥石とをY軸に沿って相対的に移動させ、該チャックテーブルの保持面を研削するセルフグラインドを行う保持面研削工程と、
該チャックテーブルの保持面に調整用被加工物を保持する調整用被加工物保持工程と、
該研削砥石を回転させながら該チャックテーブルと該研削砥石とをY軸に沿って相対的に移動させて該調整用被加工物を研削する調整用被加工物研削工程と、
調整用被加工物研削工程を経た該調整用被加工物について複数の位置で厚みを測定する厚み測定工程と、
該Y軸移動機構により、該研削機構と該チャックテーブルとが相対的に移動する向きに平行な向きをY軸、
Y軸に直交し、該研削砥石の回転軸に沿った向きをZ軸、
Y軸とZ軸とに直交する向きをX軸として、
該厚み測定工程で測定した該調整用被加工物の厚みの分布に基づき、測定該研削ホイールと該チャックテーブルとのZ軸に沿った相対的な移動に関する値を設定するZ軸移動設定工程、または、
該研削ホイールの傾斜角または該チャックテーブルの傾斜角のうち少なくともいずれかを設定する傾斜角設定工程、のうち少なくともいずれかの工程と、
該チャックテーブルの保持面に被加工物を保持する被加工物保持工程と、
該Z軸移動設定工程または該傾斜角設定工程において行った設定のもとで、該研削砥石を回転させながら該チャックテーブルと該研削砥石とを相対的に移動させて該被加工物を研削する被加工物研削工程と
を含むことを特徴とする研削方法。
【請求項6】
該Z軸移動設定工程においては、該調整用被加工物のX軸に沿った厚み分布に基づき、該研削ホイールと該チャックテーブルとのZ軸に沿った相対的な移動に関する値zを設定することを特徴とする請求項5に記載の研削方法。
【請求項7】
該傾斜角設定工程においては、該調整用被加工物のY軸に沿った厚み分布に基づき、該チャックテーブルのX軸周りの傾斜角θを調整することを特徴とする請求項5に記載の研削方法。
【請求項8】
該傾斜角設定工程においては、該調整用被加工物のX軸に沿った厚み分布に基づき、該チャックテーブルのY軸周りの傾斜角α、または該研削ホイールのY軸周りの傾斜角βのうち少なくとも一方を調整することを特徴とする請求項5に記載の研削方法。
【請求項9】
該調整用被加工物として、被加工物と同一の素材で構成された物品を使用することを特徴とする請求項5に記載の研削方法。
発明の詳細な説明
【技術分野】
【0001】
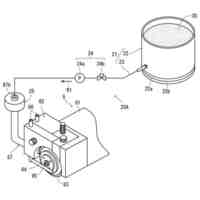
本発明は、被加工物を保持するチャックテーブルと、研削砥石を回転させながら該被加工物を研削する研削ホイールを備えた研削ユニットとを互いに相対的に移動させ、該被加工物を研削する研削装置および研削方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
携帯電話等の電子機器類に搭載される半導体チップは、例えば次のような手順で製造される。まず、シリコン等の半導体を素材として形成されたウェーハの表面に複数の分割予定ライン(ストリート)を格子状に設定し、複数の該ストリートによって区画された矩形状の各領域にデバイスを形成した後、各ストリートに沿ってウェーハを切断する。
【0003】
近年では、半導体チップの小型化、軽量化等を目的とし、ウェーハを薄く形成することが求められている。ウェーハを薄く形成ための技術としては、例えば、下記特許文献1に記載されているようなクリープフィード研削と呼ばれる方法が用いられる。
【0004】
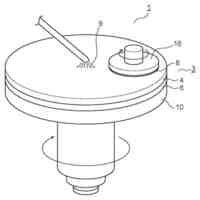
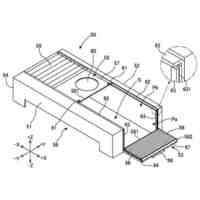
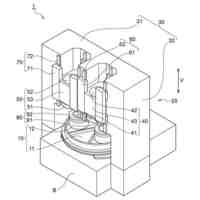
クリープフィード研削は、例えば以下のような手順で行われる。まず、研削対象のウェーハをチャックテーブルに保持する。チャックテーブルは、ウェーハを保持するための台座であり、その上面にウェーハの表面側が吸引され、保持される。この状態においては、チャックテーブルの上側に、ウェーハが裏面側を上面として配置される。
【0005】
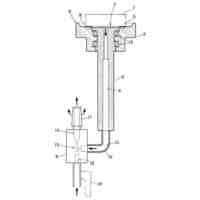
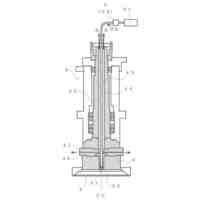
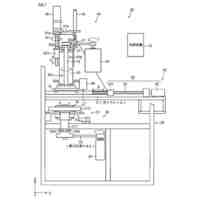
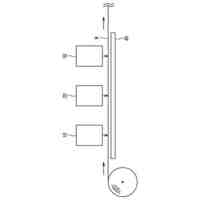
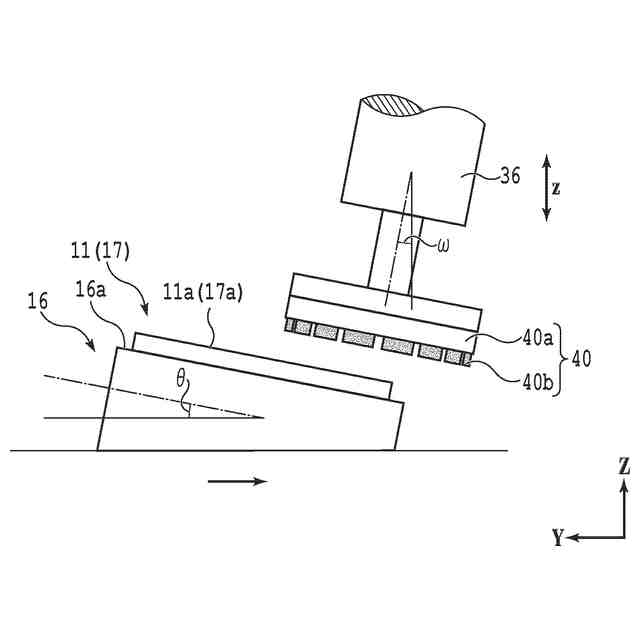
研削の工程が開始される前の初期状態では、研削ホイールから離れた位置にチャックテーブルが配置される。研削ホイールは、下面に研削砥石を備えた円盤状の工具であり、軸が鉛直方向に沿う姿勢で設けられた円柱状のスピンドルの下端に取り付けられている。スピンドルがその軸を中心として回転すると、スピンドルに取り付けられた円盤状の研削ホイールがスピンドルと一体的に回転する。
【0006】
初期状態において、チャックテーブルの位置と研削ホイールの位置とは平面視で重ならない。また、研削ホイールの下面に設けられた研削砥石の下端は、チャックテーブルに保持されたウェーハの上端に対し僅かに低い位置にある。
【0007】
この状態から、研削ホイールを回転させながら、研削ホイールに対しチャックテーブルを水平方向に沿って移動させていくと、ウェーハの上面が研削砥石と接触し、ウェーハが研削される。
【0008】
ところで、このようなクリープフィード研削を行う場合、仮に研削ホイールの回転面に対しチャックテーブルの保持面を平行にし、且つ該チャックテーブルを該回転面に対し平行な向きに移動させたとしても、研削に伴う研削砥石の摩耗等により、研削後のウェーハの上面は完全な平面とはならない場合がある。
【0009】
このような研削に伴うウェーハの厚みの不均一を是正するためには、ウェーハの研削に先立ちセルフグラインドを行うことが有効である。セルフグラインドでは、ウェーハが保持されるチャックテーブルの保持面を、上記と同様のクリープフィード研削によって研削する。これにより、クリープフィード研削に伴ってウェーハの上面に形成される形状と同様の形状を、予めチャックテーブルの保持面に形成しておくのである。
【0010】
チャックテーブルの保持面をセルフグラインドにより研削した後、該チャックテーブルの保持面にウェーハを保持して研削を実行した結果、チャックテーブルの上面と研削後のウェーハの上面の形状が概ね同じになれば、ウェーハの厚みはほぼ均一となることが期待できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社松風
研磨用ゴム砥石
1か月前
株式会社SUS
ワーク保持治具
12日前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
28日前
株式会社ディスコ
被加工物の加工方法
2か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社荏原製作所
研磨装置
19日前
ノリタケ株式会社
研磨パッド
1か月前
秀和工業株式会社
処理装置および処理方法
2か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社スギノマシン
ウォータージェット切断装置
4日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
研削装置
2か月前
Mipox株式会社
研磨部材の製造方法
2か月前
Mipox株式会社
研磨部材の製造方法
2か月前
Mipox株式会社
研磨部材の製造方法
2か月前
株式会社ディスコ
切削装置
26日前
株式会社東京精密
ダイシング装置
1か月前
旭化成株式会社
研磨パッド
2か月前
株式会社ディスコ
加工装置
20日前
株式会社東京精密
ダイシング装置
1か月前
株式会社ディスコ
加工装置
2か月前
株式会社クラッチ
ブラスト加工用ボックス
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社ディスコ
貼り合わせウェーハの加工方法
1か月前
株式会社和井田製作所
エッジライン生成装置
1か月前
株式会社ディスコ
切削装置
1か月前
ノリタケ株式会社
砥粒内包型高強度研磨パッド
1か月前
株式会社東京精密
加工装置
2か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ