TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153072
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055349
出願日
2024-03-29
発明の名称
超砥粒ホイール
出願人
ノリタケ株式会社
代理人
個人
,
個人
主分類
B24D
7/08 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】インフィード方式の両頭平面研削加工において、砥粒層の欠けやワークの暴れが抑えられ、従来よりもワーク厚みのバラつきを抑え、高精度で研削することが可能な超砥粒ホイールを提供する。
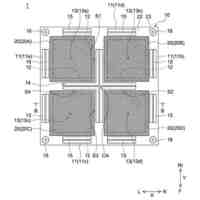
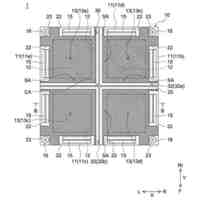
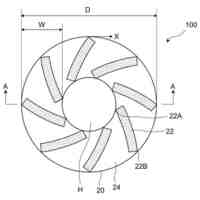
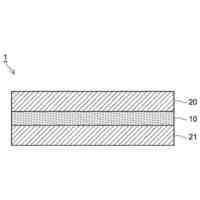
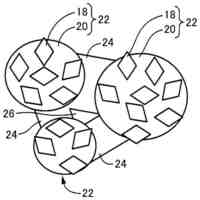
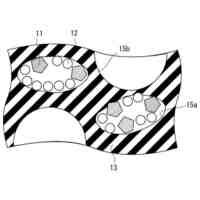
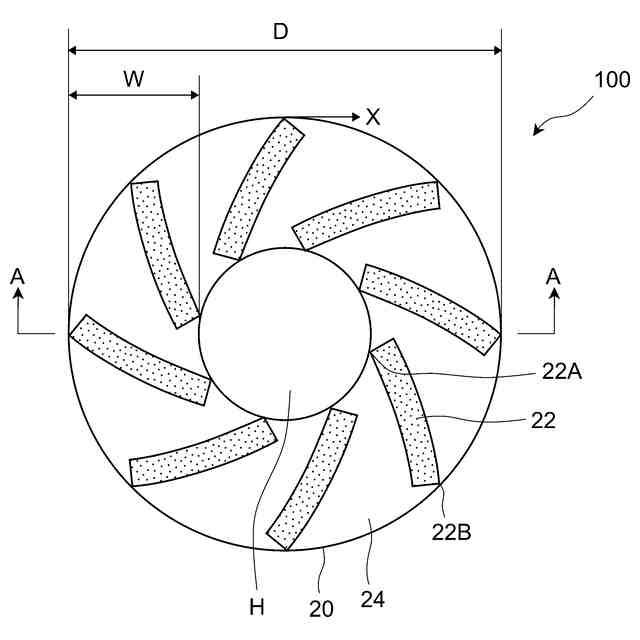
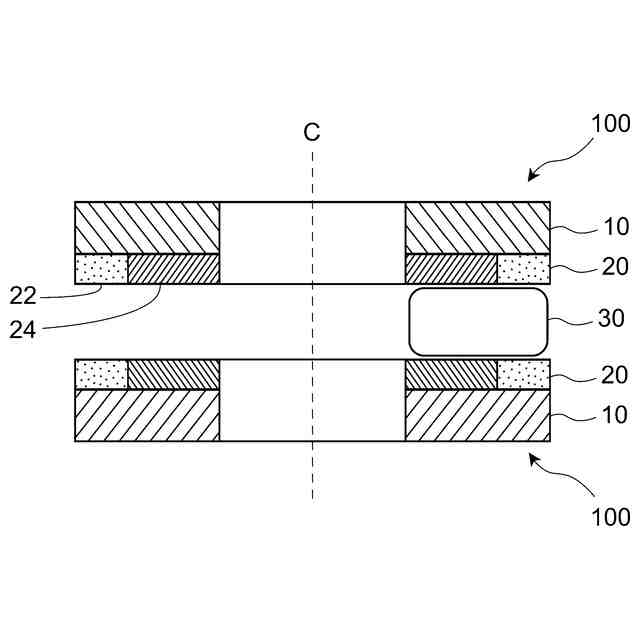
【解決手段】本発明の超砥粒ホイール100は、両頭平面研削のインフィード方式に用いられるホイールであって、台金と、台金に固着された環状の砥粒層20とを備える。砥粒層20は、周方向に沿って間隔を空けて配置された複数の砥粒層チップ22、および砥粒層チップ22の間の空間を埋める樹脂部24を有する。砥粒層チップ22は、超砥粒がメタルボンドにより結合されたメタルボンドチップであり、樹脂部24は、樹脂と、修正モース硬度が8以上である無機物系非金属化合物と、弱化剤とを含み、樹脂部24における前記無機物系非金属化合物の割合が、15質量%以上50質量%以下である。
【選択図】 図1
特許請求の範囲
【請求項1】
両頭平面研削のインフィード方式に用いる超砥粒ホイールであって、
台金と、前記台金に固着された環状の砥粒層とを備え、
前記砥粒層が、周方向に沿って間隔を空けて配置された複数の砥粒層チップ、および前記砥粒層チップの間の空間を埋める樹脂部を有し、
前記砥粒層チップが、超砥粒がメタルボンドにより結合されたメタルボンドチップであり、
前記樹脂部が、樹脂と、修正モース硬度が8以上である無機物系非金属化合物と、弱化剤とを含み、
前記樹脂部における前記無機物系非金属化合物の割合が、15質量%以上50質量%以下である、超砥粒ホイール。
続きを表示(約 610 文字)
【請求項2】
前記弱化剤の粒径が、前記超砥粒の粒径の0.25倍以上0.80倍以下である、請求項1に記載の超砥粒ホイール。
【請求項3】
前記無機物系非金属化合物の粒径が、前記弱化剤の粒径の0.15倍以上0.80倍以下である、請求項1または2に記載の超砥粒ホイール。
【請求項4】
前記樹脂部において、
前記弱化剤の割合が、10質量%以上20質量%以下であり、
前記無機物系非金属化合物の割合が、30質量%以上40質量%以下であり、
前記無機物系非金属化合物の粒径が、前記弱化剤の粒径の0.25倍以上0.80倍以下である、請求項1または2に記載の超砥粒ホイール。
【請求項5】
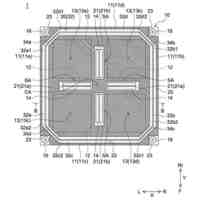
前記砥粒層チップが、周方向に沿って等間隔で配置されており、
それぞれの前記砥粒層チップが、前記砥粒層の内周から外周に向かって直線状または曲線状に延びるように配置されている、請求項1または2に記載の超砥粒ホイール。
【請求項6】
前記弱化剤が、カーボン、二硫化モリブデンおよびフッ化カルシウムから選択されるいずれかである、請求項1または2に記載の超砥粒ホイール。
【請求項7】
前記無機物系非金属化合物が、炭化珪素、二酸化珪素および酸化アルミニウムから選択されるいずれかである、請求項1または2に記載の超砥粒ホイール。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超砥粒ホイールに関するものである。より詳しくは、両頭平面研削のインフィード方式に用いる超砥粒ホイールに関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
台金上に砥粒層チップを配した砥石として、特許文献1には、所要の間隔を存して所要角度傾斜した砥石面を設け、各傾斜砥石面の間の空間に炭化珪素を充填材とする樹脂物質を充填したスパイラル形消音砥石が開示されている。特許文献1では、スパイラル状に配したセグメント(砥粒層チップ)の間の空間を、炭素珪素を充填剤とする樹脂物質で埋めることで、研削音および面粗さの低減を達成している。
【0003】
また、特許文献2には、金属粉とダイヤモンド粉とを焼結せしめた所定の厚みと幅を有する細長い角棒状をなしたダイヤモンド研磨片を上下一対の回転定盤の摺り合せ面に相互に隙間が空く様に所定の面率で同心円状に固定したことを特徴とする両面ラップ盤用回転定盤が開示されている。特許文献2では、ダイヤモンド研磨片(砥粒層チップ)を同心円状に配置することで、キャリアがたわんだ際でも必ずどこかに接触するようにして、ダイヤモンド研磨片間での引っ掛かりを抑制し、破損を防止している。
【0004】
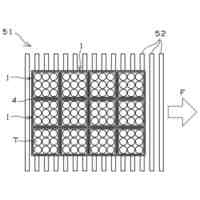
一方、研削方式として、2つのホイールの間にワーク(工作物)を通すことで両面を同時に研削する両頭平面研削が知られている。両頭平面研削では加工面積が大きく、面加工であることから一般的な平面研削等と比べると砥粒を食い込ませにくい傾向にある。そのため、砥粒層面積を低減させ面圧を上げるような砥粒層チップを配列した砥粒層設計を行うことがある。
【先行技術文献】
【特許文献】
【0005】
実全昭55-120464号公報
特開2004-243469号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
砥粒層チップを配列した砥粒層を有するホイールは、その砥粒層チップの隙間にワークが落ち込んだりワークの保持が不安定になったりすることからワークが暴れ、砥粒層の欠けが発生したり、ワーク精度が劣るといった問題がある。
【0007】
特許文献1のスパイラル形消音砥石は、砥粒層チップにより構成されるメタルボンド層と、砥粒層チップの間に充填された樹脂物質より構成されるレジンボンド層との2層構造の砥粒層を有し、メタルボンド層にのみ超砥粒を含み、レジンボンド層は超砥粒を含まず、代わりに炭化珪素のみが充填されている。炭化珪素が充填されたレジンボンド層はメタルボンド層より摩耗が多くなるため、直接ワークに接触して研削作用を示すことはなく、メタルボンド層でのみ研削加工されると言われているが、これは自生作用が働くカップ型のホイールで、かつ、通常研削を行う場合にのみ適用される現象である。自生作用が働きにくい両頭平面研削ではレジンボンド層が摩耗により後退しにくく、加工抵抗となる。その結果、研削音の低減はできるが、ワーク自身の擦れ(摩擦)を抑制することが難しく、両頭平面研削では十分なワーク精度を得ることが難しかった。
【0008】
また、上記の通り、砥粒層チップを配列したホイールは、その砥粒層チップの隙間にワークが落ち込んだりワークの保持が不安定になったりするという問題があり、特許文献2は砥粒層チップの間隔を一定以上に広げることが難しく、設計の自由度が損なわれていた。
【0009】
砥粒層チップの隙間に樹脂を埋めることで砥粒層の欠けは抑制できる傾向であるものの、こと両頭平面研削においては通常の樹脂を埋めるだけでは樹脂部分が加工時の抵抗となり、ワーク精度が劣る問題があった。
【0010】
かかる状況下、本発明の目的は、インフィード方式の両頭平面研削加工において、砥粒層の欠けやワークの暴れが抑えられ、従来よりもワーク厚みのバラつきを抑え、高精度で研削することが可能な超砥粒ホイールを提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
洗浄装置
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
熱処理容器
1か月前
ノリタケ株式会社
担体構造体
1か月前
ノリタケ株式会社
棒材切断機
1か月前
ノリタケ株式会社
研磨パッド
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
熱伝導シート
1か月前
ノリタケ株式会社
導電性ペースト
1か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
ノリタケ株式会社
焼成冷却システム
1か月前
ノリタケ株式会社
静電容量タッチパネル
1か月前
ノリタケ株式会社
静電容量タッチパネル
1か月前
ノリタケ株式会社
封止用グリーンシート
1か月前
ノリタケ株式会社
砥材及びその製造方法
1か月前
ノリタケ株式会社
電気化学セル用ペースト
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
焼成用治具およびフレーム
1か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
ノリタケ株式会社
研磨パッド粗材の加工装置
1か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
ノリタケ株式会社
電動式コンクリートカッター
18日前
ノリタケ株式会社
ガラス接合材およびその利用
1か月前
ノリタケ株式会社
平面研削用レジンボンド砥石
1か月前
ノリタケ株式会社
ロータリーキルン用の炉心管
1か月前
ノリタケ株式会社
組立体の製造方法および組立体
1か月前
ノリタケ株式会社
研磨パッド及びウェハ研磨方法
1か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
ノリタケ株式会社
研磨パッド及びウェハ研磨方法
1か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
ノリタケ株式会社
自動計量装置および自動計量方法
1か月前
ノリタケ株式会社
半導体基板の研磨液及び研磨方法
1か月前
ノリタケ株式会社
スラリーアイス洗浄装置用の管状部品
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ