TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154175
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057042
出願日
2024-03-29
発明の名称
研磨パッド及びウェハ研磨方法
出願人
ノリタケ株式会社
代理人
弁理士法人ぱてな
主分類
B24D
11/00 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】研磨後のウェハのスクラッチの発生を抑制可能であるとともに、高い精度と、より高い作業性とを実現可能な研磨パッド及びウェハ研磨方法を提供する。
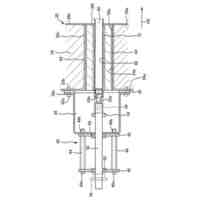
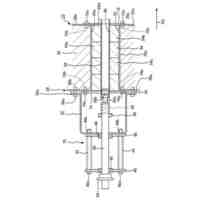
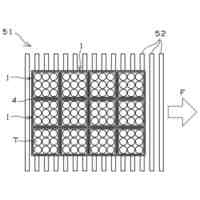
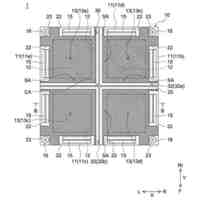
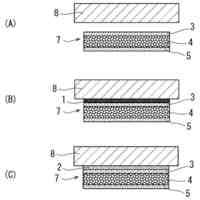
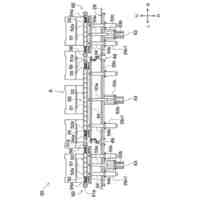
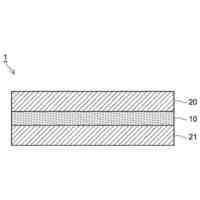
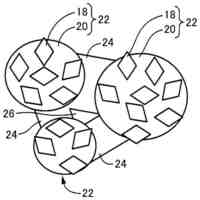
【解決手段】研磨パッドは、両面研磨式のウェハ研磨装置10において、第1研磨パッド7及び第2研磨パッド9とされ得る。ウェハWは、第1面W1及び第2面W2の一方がSi面であり、第1面W1及び第2面W2の他方がC面であるSiCからなる。研磨パッドは、バインダ樹脂を含み、複数の気孔21、23が形成された母材19と、母材19内又は気孔21、23内に保持された研磨粒子25a、25bとを含む。バインダ樹脂はスルホン系樹脂であり、研磨粒子25a、25bはシリカからなり、デュロメータ硬度(D)が30~52であり、密度が0.60~0.90g/cm
3
である。
【選択図】図1
特許請求の範囲
【請求項1】
所定の面圧下において、ウェハの第1面と第1研磨パッドとを相対移動させて前記第1面を前記第1研磨パッドで研磨するとともに、前記ウェハの前記第1面の裏側である第2面と第2研磨パッドとを相対移動させて前記第2面を前記第1研磨パッドで研磨する両面研磨式のウェハ研磨装置に用いられ、前記第1研磨パッド及び前記第2研磨パッドとされ得る研磨パッドであって、
前記ウェハ研磨装置は、軸心と直交する方向に延びる前記第1研磨パッドを有し、前記軸心周りに回転される第1定盤と、
前記軸心と直交する方向に延び、前記第1研磨パッドと対面する前記第2研磨パッドを有し、前記軸心周りに回転される第2定盤と、
前記軸心と直交する方向に延びて前記第1研磨パッドと対面するとともに前記第2研磨パッドと対面する固定部を有し、前記第1定盤及び前記第2定盤と相対回転されるキャリヤとを備え、
前記固定部には、前記第1面が前記第1研磨パッドと対面し、前記第2面が前記第2研磨パッドと対面するように前記ウェハが固定され、
前記ウェハは、前記第1面及び前記第2面の一方がSi面であり、前記第1面及び前記第2面の他方がC面であるSiCからなり、
バインダ樹脂を含み、複数の気孔が形成された母材と、前記母材内又は前記気孔内に保持された研磨粒子とを含み、
前記バインダ樹脂はスルホン系樹脂であり、
前記研磨粒子はシリカからなり、
デュロメータ硬度(D)が30~52であり、
密度が0.60~0.90g/cm
3
であることを特徴とする研磨パッド。
続きを表示(約 1,000 文字)
【請求項2】
前記バインダ樹脂はポリエーテルスルホンである請求項1記載の研磨パッド。
【請求項3】
前記バインダ樹脂は17.6~26.2体積%であり、
前記研磨粒子は16.3~24.6体積%であり、
前記気孔は49.2~66.1体積%である請求項2記載の研磨パッド。
【請求項4】
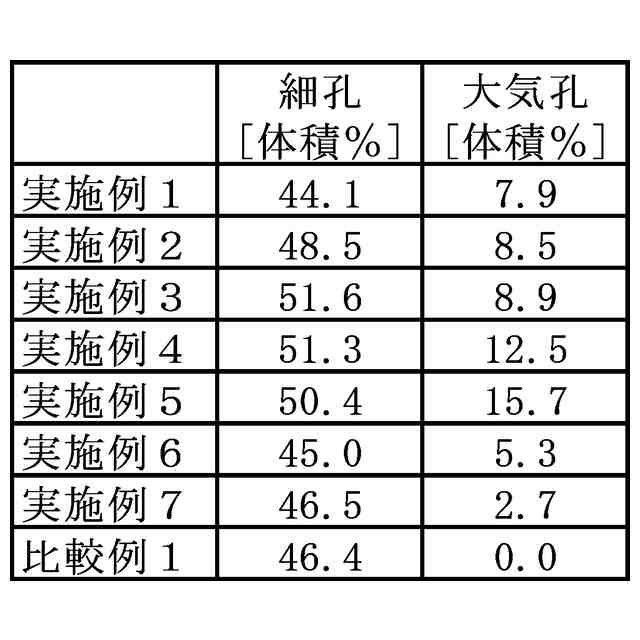
前記気孔は、立体網目構造をなす細孔と、前記細孔より容積が大きく、無数の前記細孔と連通する大気孔とからなる請求項1乃至3のいずれか1項記載の研磨パッド。
【請求項5】
前記細孔は44.1~51.6体積%であり、
前記大気孔は2.7~15.7体積%である請求項4記載の研磨パッド。
【請求項6】
軸心と直交する方向に延びる第1研磨パッドを有し、前記軸心周りに回転される第1定盤と、
前記軸心と直交する方向に延び、前記第1研磨パッドと対面する第2研磨パッドを有し、前記軸心周りに回転される第2定盤と、
前記軸心と直交する方向に延びて前記第1研磨パッドと対面するとともに前記第2研磨パッドと対面する固定部を有し、前記第1定盤及び前記第2定盤と相対回転されるキャリヤとを備えたウェハ研磨装置を用い、
前記固定部には、第1面が前記第1研磨パッドと対面し、前記第1面の裏側である第2面が前記第2研磨パッドと対面するようにウェハを固定し、
所定の面圧下において、前記第1面と前記第1研磨パッドとを相対移動させて前記第1面を研磨するとともに、前記第2面と前記第2研磨パッドとを相対移動させて前記第2面を研磨するウェハ研磨方法であって、
前記ウェハは、前記第1面及び前記第2面の一方がSi面であり、前記第1面及び前記第2面の他方がC面であるSiCからなり、
前記第1研磨パッド及び前記第2研磨パッドは、バインダ樹脂を含み、複数の気孔が形成された母材と、前記母材内又は前記気孔内に保持された研磨粒子とを含む同種の研磨パッドであり、
前記バインダ樹脂はスルホン系樹脂であり、
前記研磨粒子はシリカからなり、
デュロメータ硬度(D)が30~52であり、
密度が0.60~0.90g/cm
3
であることを特徴とするウェハ研磨方法。
【請求項7】
前記ウェハと前記第1研磨パッドとの間及び前記ウェハと前記第2研磨パッドとの間に研磨液を介在させ、
前記研磨液は研磨粒子を含まない請求項6記載のウェハ研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨パッドと、ウェハ研磨方法とに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
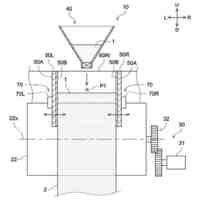
SiCからなるウェハの両面を同時に研磨する方法が特許文献1に開示されている。このウェハ研磨方法では、両面研磨式のウェハ研磨装置に用いられる。このウェハ研磨装置は、所定の面圧下において、ウェハの第1面と第1研磨パッドとを相対移動させて第1面を第1研磨パッドで研磨するとともに、ウェハの第1面の裏側である第2面と第2研磨パッドとを相対移動させて第2面を第1研磨パッドで研磨する。この際、ウェハの第1面と第1研磨パッドとの間及びウェハの第2面と第2研磨パッドとの間には、研磨粒子を含まない研磨液を介在させている。
【0003】
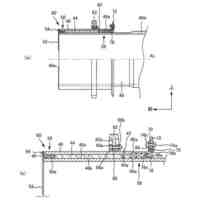
ウェハ研磨装置は、より詳細には、第1定盤と、第2定盤と、キャリヤとを備えている。第1定盤は、軸心と直交する方向に延びる第1研磨パッドを有し、軸心周りに回転される。第2定盤は、軸心と直交する方向に延び、第1研磨パッドと対面する第2研磨パッドを有し、軸心周りに回転される。キャリヤは、軸心と直交する方向に延びて第1研磨パッドと対面するとともに第2研磨パッドと対面する固定部を有し、第1定盤及び第2定盤と相対回転される。
【0004】
第1研磨パッド及び第2研磨パッドは、バインダ樹脂を含み、複数の気孔が形成された母材と、母材内又は気孔内に保持された研磨粒子とを含み、LHA(Loosely Held Abrasive)パッドとも称される砥粒内包型研磨パッドである。
【0005】
このウェハ研磨方法では、ウェハの第1面がSi面であり、第2面がC面である場合、第1面の被研磨性よりも第2面の被研磨性が大きいため、第1研磨パッドの研磨レートを第2研磨パッドの研磨レートより低くしている。これにより、研磨後のウェハのスクラッチの発生を抑制可能であるとともに、高い作業性と精度とを実現している。
【先行技術文献】
【特許文献】
【0006】
特許第7433170号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記従来のウェハ研磨方法では、研磨レートの異なる第1研磨パッド及び第2研磨パッドを採用しなければならず、作業性が十分でない。
【0008】
本発明は、上記従来の実情に鑑みてなされたものであって、研磨後のウェハのスクラッチの発生を抑制可能であるとともに、高い精度と、より高い作業性とを実現可能な研磨パッド及びウェハ研磨方法を提供することを解決すべき課題としている。
【課題を解決するための手段】
【0009】
本発明の研磨パッドは、所定の面圧下において、ウェハの第1面と第1研磨パッドとを相対移動させて前記第1面を前記第1研磨パッドで研磨するとともに、前記ウェハの前記第1面の裏側である第2面と第2研磨パッドとを相対移動させて前記第2面を前記第1研磨パッドで研磨する両面研磨式のウェハ研磨装置に用いられ、前記第1研磨パッド及び前記第2研磨パッドとされ得る研磨パッドであって、
前記ウェハ研磨装置は、軸心と直交する方向に延びる前記第1研磨パッドを有し、前記軸心周りに回転される第1定盤と、
前記軸心と直交する方向に延び、前記第1研磨パッドと対面する前記第2研磨パッドを有し、前記軸心周りに回転される第2定盤と、
前記軸心と直交する方向に延びて前記第1研磨パッドと対面するとともに前記第2研磨パッドと対面する固定部を有し、前記第1定盤及び前記第2定盤と相対回転されるキャリヤとを備え、
前記固定部には、前記第1面が前記第1研磨パッドと対面し、前記第2面が前記第2研磨パッドと対面するように前記ウェハが固定され、
前記ウェハは、前記第1面及び前記第2面の一方がSi面であり、前記第1面及び前記第2面の他方がC面であるSiCからなり、
バインダ樹脂を含み、複数の気孔が形成された母材と、前記母材内又は前記気孔内に保持された研磨粒子とを含み、
前記バインダ樹脂はスルホン系樹脂であり、
前記研磨粒子はシリカからなり、
デュロメータ硬度(D)が30~52であり、
密度が0.60~0.90g/cm
3
であることを特徴とする。
【0010】
また、本発明のウェハ研磨方法は、軸心と直交する方向に延びる第1研磨パッドを有し、前記軸心周りに回転される第1定盤と、
前記軸心と直交する方向に延び、前記第1研磨パッドと対面する第2研磨パッドを有し、前記軸心周りに回転される第2定盤と、
前記軸心と直交する方向に延びて前記第1研磨パッドと対面するとともに前記第2研磨パッドと対面する固定部を有し、前記第1定盤及び前記第2定盤と相対回転されるキャリヤとを備えたウェハ研磨装置を用い、
前記固定部には、第1面が前記第1研磨パッドと対面し、前記第1面の裏側である第2面が前記第2研磨パッドと対面するようにウェハを固定し、
所定の面圧下において、前記第1面と前記第1研磨パッドとを相対移動させて前記第1面を研磨するとともに、前記第2面と前記第2研磨パッドとを相対移動させて前記第2面を研磨するウェハ研磨方法であって、
前記ウェハは、前記第1面及び前記第2面の一方がSi面であり、前記第1面及び前記第2面の他方がC面であるSiCからなり、
前記第1研磨パッド及び前記第2研磨パッドは、バインダ樹脂を含み、複数の気孔が形成された母材と、前記母材内又は前記気孔内に保持された研磨粒子とを含む同種の研磨パッドであり、
前記バインダ樹脂はスルホン系樹脂であり、
前記研磨粒子はシリカからなり、
デュロメータ硬度(D)が30~52であり、
密度が0.60~0.90g/cm
3
であることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
加熱炉
1か月前
ノリタケ株式会社
冷却炉
1か月前
ノリタケ株式会社
洗浄装置
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
熱処理容器
1か月前
ノリタケ株式会社
焼成用治具
1か月前
ノリタケ株式会社
研磨パッド
1か月前
ノリタケ株式会社
担体構造体
1か月前
ノリタケ株式会社
棒材切断機
1か月前
ノリタケ株式会社
熱伝導シート
1か月前
ノリタケ株式会社
導電性ペースト
1か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
ノリタケ株式会社
ローラ式搬送装置
1か月前
ノリタケ株式会社
焼成冷却システム
23日前
ノリタケ株式会社
ローラ式搬送装置
1か月前
ノリタケ株式会社
静電容量タッチパネル
1か月前
ノリタケ株式会社
静電容量タッチパネル
1か月前
ノリタケ株式会社
砥材及びその製造方法
1か月前
ノリタケ株式会社
封止用グリーンシート
1か月前
ノリタケ株式会社
砥材及びその製造方法
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
電気化学セル用ペースト
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
触媒材料およびその利用
1か月前
ノリタケ株式会社
搬送装置および熱処理装置
1か月前
ノリタケ株式会社
搬送装置および熱処理装置
1か月前
ノリタケ株式会社
研磨パッド粗材の加工装置
1か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
ノリタケ株式会社
ガラス接合材及びその利用
1か月前
ノリタケ株式会社
焼成用治具およびフレーム
1か月前
ノリタケ株式会社
平面研削用レジンボンド砥石
1か月前
ノリタケ株式会社
ガラス接合材およびその利用
1か月前
ノリタケ株式会社
ロータリーキルン用の炉心管
1か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ