TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025148147
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024048759
出願日
2024-03-25
発明の名称
冷却炉
出願人
ノリタケ株式会社
代理人
個人
,
個人
主分類
F27B
9/30 20060101AFI20250930BHJP(炉,キルン,窯;レトルト)
要約
【課題】搬送ローラーが熱膨張することによって貫通孔の内周面に干渉することを防止すること。
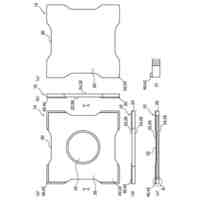
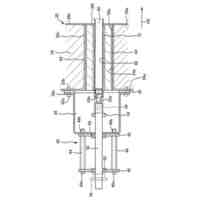
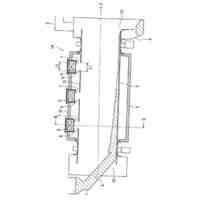
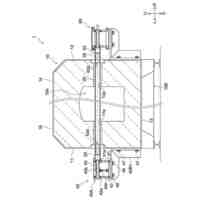
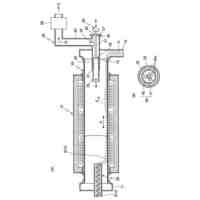
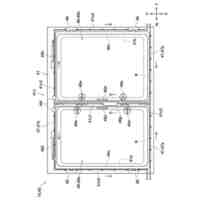
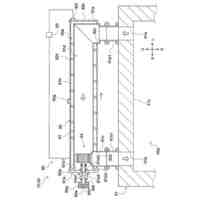
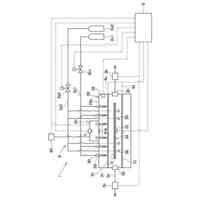
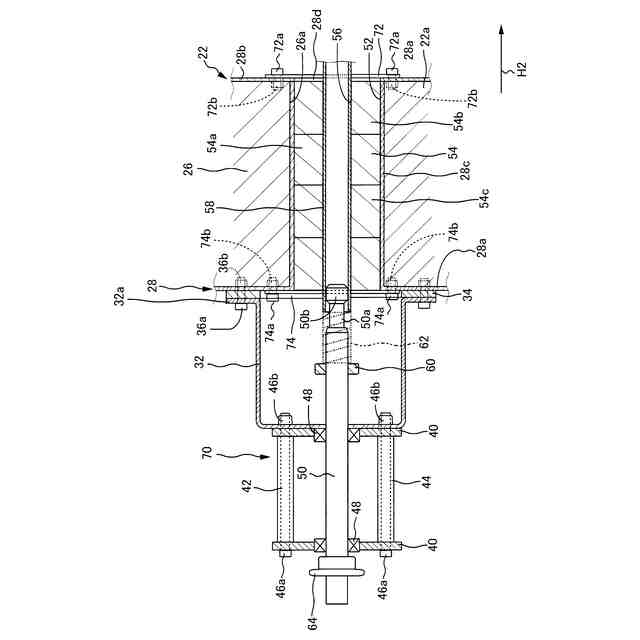
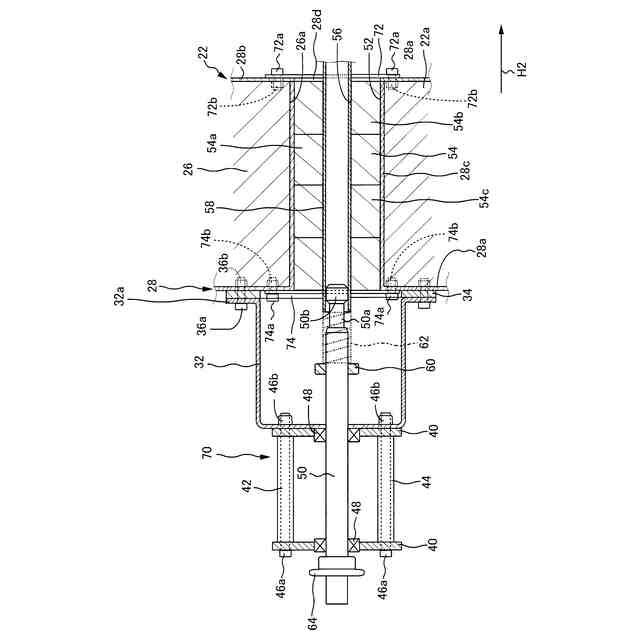
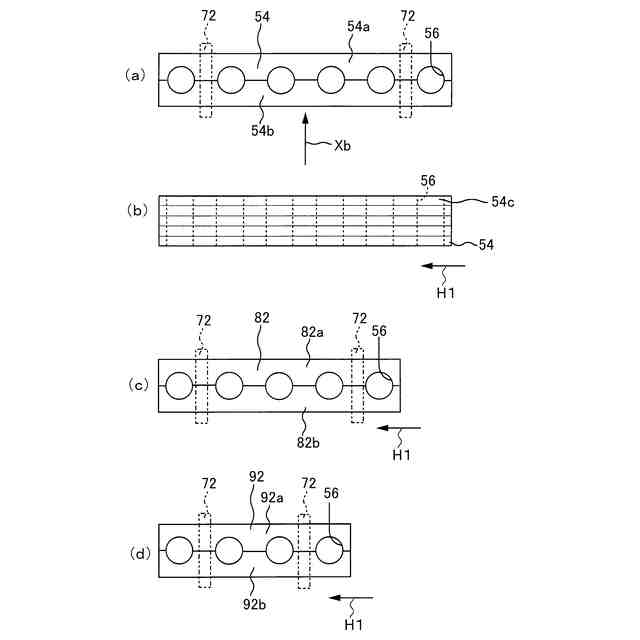
【解決手段】側壁22aの貫通孔52を6本の搬送ローラー58の端部が挿入可能な大きさに設定した。このため、搬送ローラー58の外周面および貫通孔52の内周面間の間隔が大きくなるので、搬送ローラー58が熱膨張することによって貫通孔52の内周面に干渉することが防止される。この貫通孔52内にローラーシール部材54を設け、6本の搬送ローラー58の各端部をローラーシール部材54のローラー孔56内に回転可能に挿入したので、搬送室24の内部から側壁22aの長大な貫通孔52を通って外部に熱が逃げることが防止される。
【選択図】図3
特許請求の範囲
【請求項1】
加熱処理された被搬送物が供給されるものであって、側壁を有する搬送室と、
前記搬送室内を冷却するための冷却源と、
前記搬送室内に設けられ、前記側壁の壁面に対して直交する長尺なものであって前記被搬送物を搬送するための複数本の搬送ローラーと、を備え、
前記複数本の搬送ローラーは、相互に間隔を置いて一列に並べられたものであり、
前記側壁には、前記複数本の搬送ローラーのうちの2本以上の一部の端部が挿入可能な大きさの貫通孔が設けられ、
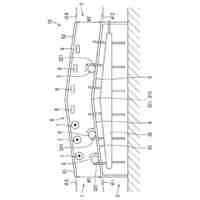
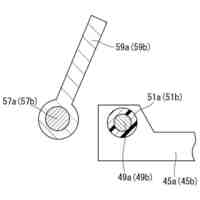
前記貫通孔内には、前記一部の搬送ローラーの各端部が挿入された複数個のローラー孔を有する断熱シール部材が設けられ、
前記断熱シール部材は、前記断熱シール部材の外周面が前記貫通孔の内周面に接触した状態で前記貫通孔内に設けられ、
前記一部の搬送ローラーの各端部は、前記端部の外周面が前記ローラー孔の内周面に接触した状態で前記ローラー孔内に挿入されていることを特徴とする冷却炉。
続きを表示(約 270 文字)
【請求項2】
前記断熱シール部材は、前記一部の搬送ローラーの端部を挟んで相互に対向する2つの分割断熱シール部材に分割されていることを特徴とする請求項1に記載の冷却炉。
【請求項3】
前記2つの分割断熱シール部材のそれぞれは、前記側壁の厚さ方向に相互に重なる複数の断熱シール板に分割されていることを特徴とする請求項2に記載の冷却炉。
【請求項4】
前記側壁には、前記貫通孔の端面のうち互いに隣接する2つの前記ローラー孔間に対応する部分を覆う覆い部材が設けられていることを特徴とする請求項3に記載の冷却炉。
発明の詳細な説明
【技術分野】
【0001】
本発明は加熱処理された被搬送物を搬送室内で搬送しながら冷却する冷却炉に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
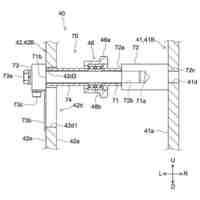
上記冷却炉には搬送室内に複数本の搬送ローラーを設置した構成のものがある。これら複数本の搬送ローラーは相互に間隔を置いて一列に並べられたものであり、各搬送ローラーの端部は貫通孔を通して搬送室の外部に突出している。これら各貫通孔は搬送室の側壁に設けられたものであり、各搬送ローラーの端部は搬送室の外部で軸受によって回転可能に支持されている。これら複数本の搬送ローラーは加熱処理された被搬送物を支持するものであり、被搬送物は複数本の搬送ローラーが回転操作されることに応じて搬送される。
【先行技術文献】
【特許文献】
【0003】
特開2009-30848号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年では被搬送物が高重量化される傾向にあり、各搬送ローラーを径大化することに応じて各搬送ローラーが被搬送物の重量で歪むことを防止していた。しかしながら、各搬送ローラーには加熱処理された被搬送物からの熱等が作用するので、径大な搬送ローラーが熱膨張することに応じて側壁の貫通孔の内周面に干渉する虞があった。
【0005】
本発明は以上の事情を背景として為されたものであり、その目的とするところは、搬送ローラーが熱膨張することによって側壁の貫通孔の内周面に干渉することを防止することが可能な冷却炉を提供することにある。
【課題を解決するための手段】
【0006】
第1の発明の冷却炉の要旨とするところは、(a)加熱処理された被搬送物が供給されるものであって側壁を有する搬送室と、(b)前記搬送室内を冷却するための冷却源と、(c)前記搬送室内に設けられ前記側壁の壁面に対して直交する長尺なものであって前記被搬送物を搬送するための複数本の搬送ローラーとを備え、(d)前記複数本の搬送ローラーは相互に間隔を置いて一列に並べられたものであり、(e)前記複数本の搬送ローラーは相互に間隔を置いて一列に並べられたものであり、(f)前記側壁には前記複数本の搬送ローラーのうちの2本以上の一部の端部が挿入可能な大きさの貫通孔が設けられ、(g)前記貫通孔内には前記一部の搬送ローラーの各端部が挿入された複数個のローラー孔を有する断熱シール部材が設けられ、(h)前記断熱シール部材は前記断熱シール部材の外周面が前記貫通孔の内周面に接触した状態で前記貫通孔内に設けられ、(i)前記一部の搬送ローラーの各端部は前記端部の外周面が前記ローラー孔の内周面に接触した状態で前記ローラー孔内に挿入されていることにある。
【0007】
第2の発明の冷却炉の要旨とするところは、第1の発明において、(a)前記断熱シール部材は前記一部の搬送ローラーの端部を挟んで相互に対向する2つの分割断熱シール部材に分割されていることにある。
【0008】
第3の発明の冷却炉の要旨とするところは、第2の発明において、(a)前記2つの分割断熱シール部材のそれぞれは前記側壁の厚さ方向に相互に重なる複数の断熱シール板に分割されていることにある。
【0009】
第4の発明の冷却炉の要旨とするところは、第3の発明において、(a)前記側壁には前記貫通孔の端面のうち互いに隣接する2つの前記ローラー孔間に対応する部分を覆う覆い部材が設けられていることにある。
【発明の効果】
【0010】
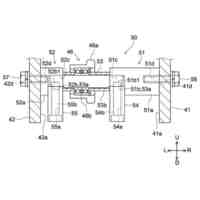
第1の発明によれば、複数本の搬送ローラーのうち2以上の一部の端部が挿入可能な大きさの貫通孔が側壁に設けられている。このため、搬送ローラーの外周面および貫通孔の内周面間の間隔が大きくなるので、搬送ローラーが熱膨張することによって貫通孔の内周面に干渉することが防止される。この貫通孔内には断熱シール部材が設けられ、断熱シール部材には複数本の搬送ローラーのうち2以上の前記一部に応じた個数のローラー孔が設けられている。これら各ローラー孔内には搬送ローラーの各端部が挿入されている。この断熱シール部材の外周面が貫通孔の内周面に接触し、各ローラー孔の内周面が搬送ローラーの端部の外周面に接触しているので、搬送室の内部から側壁の長大な貫通孔を通って外部に熱が逃げることが防止される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
焼成冷却システム
1か月前
ノリタケ株式会社
電動式コンクリートカッター
10日前
ノリタケ株式会社
導電性組成物とこれを用いた複合体
23日前
東日本旅客鉄道株式会社
オゾン含有ミスト製造装置
1か月前
株式会社サンコー
浸漬ヒーター
2か月前
東京窯業株式会社
セッター
6か月前
中外炉工業株式会社
熱処理炉
1か月前
ノリタケ株式会社
冷却炉
1か月前
ノリタケ株式会社
加熱炉
1か月前
株式会社プロテリアル
スラグ除滓装置
11か月前
中外炉工業株式会社
処理炉
5か月前
株式会社クマガワ
加熱炉システム
1か月前
ノリタケ株式会社
連続加熱炉
7か月前
ファーネス重工株式会社
熱風循環炉
7か月前
ノリタケ株式会社
熱処理装置
4か月前
ノリタケ株式会社
熱処理装置
4か月前
ノリタケ株式会社
熱処理装置
3か月前
有限会社ヨコタテクニカ
リフロー炉
3か月前
株式会社不二越
搬送システム
6か月前
ノリタケ株式会社
連続加熱炉
7か月前
ノリタケ株式会社
連続加熱炉
7か月前
ノリタケ株式会社
熱処理装置
6か月前
中外炉工業株式会社
ダスト処理設備
23日前
ノリタケ株式会社
サヤ
5か月前
ノリタケ株式会社
熱処理装置
4か月前
ノリタケ株式会社
熱処理装置
4か月前
成都大学
合金粉末酸化防止熱処理装置
8か月前
中外炉工業株式会社
連続処理炉
6か月前
DiV株式会社
赤外線加熱装置
6か月前
特殊電極株式会社
インゴット予熱装置
6か月前
株式会社豊田中央研究所
加熱装置
2か月前
三菱重工業株式会社
炉設備
8か月前
株式会社不二越
圧力制御システム
6か月前
ノリタケ株式会社
熱処理設備
2か月前
大同特殊鋼株式会社
回転炉の異物検出装置
6か月前
ノリタケ株式会社
熱処理設備
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ