TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025151524
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053007
出願日
2024-03-28
発明の名称
焼成用治具
出願人
ノリタケ株式会社
代理人
個人
,
個人
主分類
C04B
35/64 20060101AFI20251002BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】多数の焼成対象を同時に焼成した際の焼成ムラを抑制する。
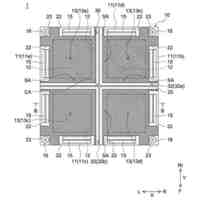
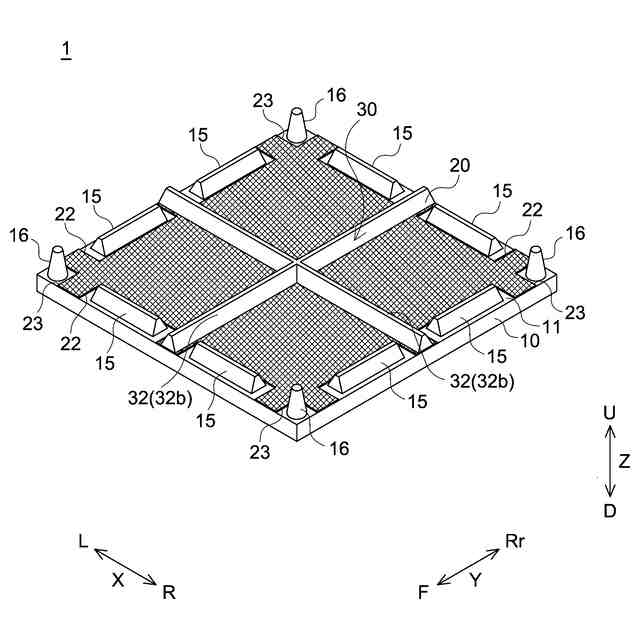
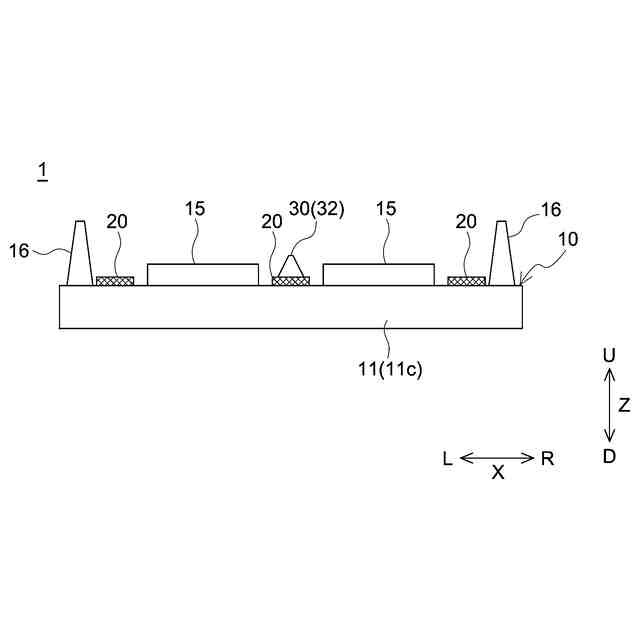
【解決手段】ここで開示される焼成用治具1は、トレー状の下方フレーム10と、下方フレーム10の上方に配置される耐火メッシュ20と、耐火メッシュ20の上方に配置される上方フレーム30とを備えている。そして、下方フレーム10は、当該下方フレーム10の外形をなす外枠11と、外枠11を架橋する下方リブ12と、外枠11と下方リブ12とに囲まれたガス通過孔13と、下方リブ12から上方に向かって突出する第1突起14とを備えている。そして、上方フレーム30は、耐火メッシュ20を挟んで下方リブ12と対向する上方リブ32を備えている。かかる構成によると、下方リブ12上方の支持領域SAに焼成対象が載置されることを防止できるため、多数の焼成対象を同時に焼成した際の焼成ムラを抑制できる。
【選択図】図2
特許請求の範囲
【請求項1】
トレー状の下方フレームと、
前記下方フレームの上方に配置される耐火メッシュと、
前記耐火メッシュの上方に配置される上方フレームと
を備えており、
前記下方フレームは、
当該下方フレームの外形をなす外枠と、
前記外枠を架橋する下方リブと、
前記外枠と前記下方リブとに囲まれたガス通過孔と、
を備えており、
前記上方フレームは、前記耐火メッシュを挟んで前記下方リブと対向する上方リブを備えている、焼成用治具。
続きを表示(約 630 文字)
【請求項2】
前記上方リブは、上端に向かって細くなるテーパー状のリブである、請求項1に記載の焼成用治具。
【請求項3】
前記上方リブは、前記下方リブの延伸方向に沿って連続して延びている、請求項1に記載の焼成用治具。
【請求項4】
前記下方フレームは、前記外枠から上方に向かって突出する突起をさらに備えており、
前記突起は、前記耐火メッシュの切り欠きを介して当該耐火メッシュの上面よりも上方に突出する、請求項1に記載の焼成用治具。
【請求項5】
前記上方フレームは、前記耐火メッシュを挟んで前記外枠と対向する第2上方リブを備えている、請求項1に記載の焼成用治具。
【請求項6】
前記下方フレームは、前記外枠及び/又は前記下方リブから上方に向かって突出する3本以上の支柱を備えており、
前記支柱の高さは、前記上方フレームの高さよりも高い、請求項1に記載の焼成用治具。
【請求項7】
前記耐火メッシュの外周縁部に、当該耐火メッシュの中央部の高さよりも高い堰止部が設けられている、請求項1に記載の焼成用治具。
【請求項8】
前記堰止部は、前記耐火メッシュの外周縁部を折り重ねた部分である、請求項7に記載の焼成用治具。
【請求項9】
前記堰止部は、前記耐火メッシュの外周縁部を上方に向けて折り曲げた部分である、請求項7に記載の焼成用治具。
発明の詳細な説明
【技術分野】
【0001】
ここに開示される技術は、焼成用治具に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
近年、積層セラミックコンデンサー(MLCC)等の電子部品は、0.1mmオーダーのサイズに小型化されている。この小型電子部品は、200cm
2
~1000cm
2
程度の広さのトレー状の焼成用治具の上面に載せて焼成される。この小型電子部品の焼成では、まず、焼成用治具の上面に多数の焼成対象(焼成前の電子部品)を供給する。そして、山状に積もった焼成対象をならして平坦にする。これによって、焼成用治具の上面に数百個~数万個の焼成対象が分散配置される。そして、焼成炉内に焼成用治具を収容して焼成する。これによって、多数の電子部品を同時に生産できる。
【0003】
この電子部品生産用の焼成用治具は、例えば、ガス通過孔を有するフレームと、当該フレームの上方に配置される耐火メッシュとを備えている。かかる構成の焼成用治具では、耐火メッシュの上面に多数の焼成対象が分散配置される。この焼成用治具を使用すると、焼成中の高温ガスがガス通過孔と耐火メッシュを通過するため、耐火メッシュ上の焼成対象を効率良く加熱できる。このような焼成用治具の一例が特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2015-48950号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述の焼成用治具を用いて多数の焼成対象を同時に焼成すると、焼成対象の一部が焼成不良となる焼成ムラが生じることがあった。この場合、再焼成や不良品の選別などが必要になるため、製造効率が大幅に低下する要因となる。ここに開示される技術は、上述の問題を解決するためになされたものであり、多数の焼成対象を同時に焼成した際の焼成ムラを抑制できる技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、多数の焼成対象の間で焼成ムラが生じる原因について実験と検討を重ねた結果、以下の知見を得た。上記構成の焼成用治具では、耐火メッシュの上面に多数の焼成対象を載置するため、薄い耐火メッシュに大きな重量が加わる。また、使用中の焼成用治具は、高温環境に晒されるため、剛性が低下しやすい。これらによって、焼成中の耐火メッシュが沈み込むおそれがある。このため、一般的な焼成用治具のフレームには、耐火メッシュを下方から支持する梁状部材(リブ)が形成されている。しかしながら、リブ上方の領域では、リブによって高温ガスの流通が遮られる。また、リブには熱が蓄積されやすいため、下方リブ上方に載置された焼成対象は冷めにくくなる。これらの結果、リブ上方の領域と他の領域との間で加熱効率の差異が生じる。そして、数百個以上の焼成対象を同時に焼成する大量生産では、リブ上方の領域を避けて焼成対象を分散配置することが難しい。このため、従来の焼成用治具を用いて多数の焼成対象を同時に焼成すると、焼成後の結果物に焼成ムラが生じやすくなる。
【0007】
ここに開示される焼成用治具は、上述の知見に基づいてなされたものである。この焼成用治具は、トレー状の下方フレームと、下方フレームの上方に配置される耐火メッシュと、耐火メッシュの上方に配置される上方フレームとを備えている。そして、この焼成用治具の下方フレームは、当該下方フレームの外形をなす外枠と、外枠を架橋する下方リブと、外枠と下方リブとに囲まれたガス通過孔とを備えている。そして、ここに開示される焼成用治具の上方フレームは、耐火メッシュを挟んで下方リブと対向する上方リブを備えている。
【0008】
上記構成の焼成用治具では、下方フレームの下方リブの上に、上方フレームの上方リブが配置されている。これによって、多数の焼成対象を耐火メッシュ上に分散配置した際に、下方リブの上方の領域に焼成対象が載置されることを防止できる。この結果、ガス通過孔上方の領域で焼成対象の大部分を焼成できるため、多数の焼成対象を同時に焼成した際の焼成ムラを抑制できる。
【図面の簡単な説明】
【0009】
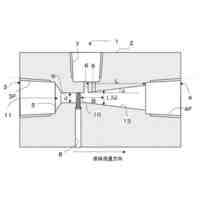
図1は、第1の実施形態に係る焼成用治具の斜視図である。
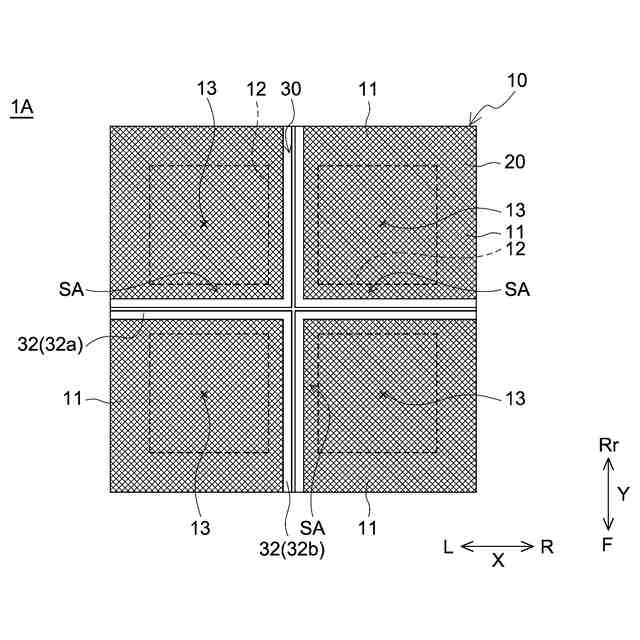
図2は、第1の実施形態に係る焼成用治具の平面図である。
図3は、図2中のIII-III矢視断面図である。
図4は、第1の実施形態に係る焼成用治具の側面図である。
図5は、図2に示す焼成用治具の下方フレームの平面図である。
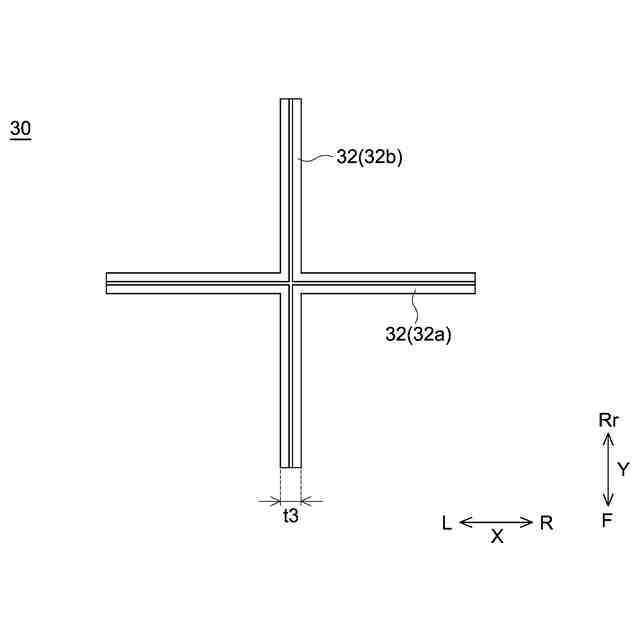
図6は、図2に示す焼成用治具の上方フレームの平面図である。
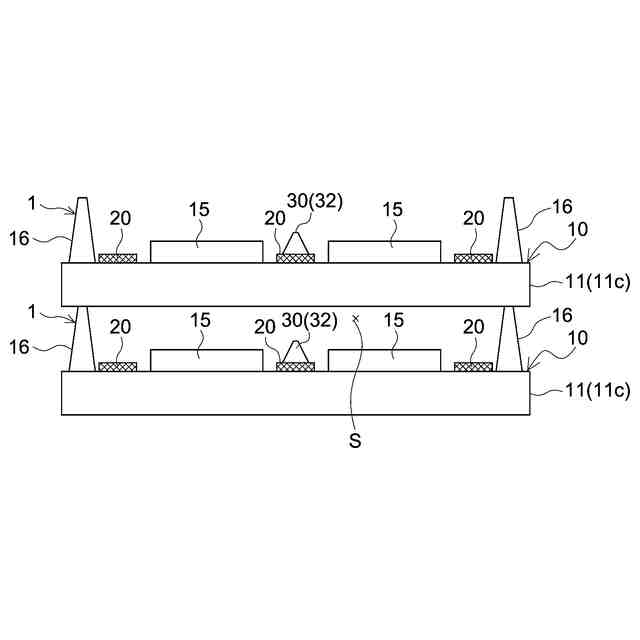
図7は、図4に示す焼成用治具を積み重ねた積層体の側面図である。
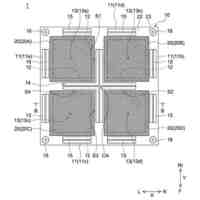
図8は、第2の実施形態に係る焼成用治具の平面図である。
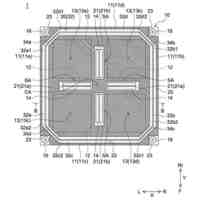
図9は、第3の実施形態に係る焼成用治具の平面図である。
図10は、図9中のX-X矢視断面図である。
図11は、第4の実施形態に係る焼成用治具の断面図である。
図12は、第4の実施形態における焼成用治具の上方フレームの平面図である。
図13は、比較対象の焼成用治具の平面図である。
【発明を実施するための形態】
【0010】
以下、ここに開示される技術の好適な実施形態を説明する。なお、本明細書において特に言及している事項以外の事柄であって実施に必要な事柄(焼成用治具の製造方法、焼成対象の焼成条件など)は、本明細書により教示されている技術内容と、当該分野における当業者の一般的な技術常識とに基づいて理解することができる。すなわち、ここで開示される技術は、本明細書の開示事項と本分野の技術常識とに基づいて実施できる。なお、本明細書において範囲を示す「A~B」との表記は、A以上B以下を意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ノリタケ株式会社
焼成冷却システム
14日前
ノリタケ株式会社
導電性組成物とこれを用いた複合体
1日前
東日本旅客鉄道株式会社
オゾン含有ミスト製造装置
17日前
株式会社トクヤマ
水硬性組成物
1か月前
株式会社トクヤマ
水硬性組成物
4か月前
株式会社トクヤマ
窒化ケイ素基板
29日前
株式会社トクヤマ
窒化ケイ素基板
2か月前
株式会社トクヤマ
窒化ケイ素基板
1か月前
太平洋マテリアル株式会社
膨張材
28日前
東ソー株式会社
焼結体の製造方法
14日前
太平洋マテリアル株式会社
裏込め材
23日前
有限会社林製作所
無機質成形体
3か月前
花王株式会社
空洞充填材
4か月前
太平洋マテリアル株式会社
樹脂モルタル
1か月前
太平洋マテリアル株式会社
樹脂モルタル
1か月前
太平洋マテリアル株式会社
吹付モルタル
21日前
ノリタケ株式会社
焼成用治具
22日前
太平洋マテリアル株式会社
セメント組成物
22日前
ノリタケ株式会社
焼成用治具
22日前
ノリタケ株式会社
焼成用治具
22日前
日本電気硝子株式会社
光学部材の製造方法
28日前
愛媛県
釉薬組成物
2か月前
株式会社トクヤマ
窒化ケイ素基板の製造方法
4か月前
デンカ株式会社
モルタル材料
21日前
花王株式会社
水硬性組成物用添加剤
4か月前
デンカ株式会社
グラウト材料
2か月前
株式会社トクヤマ
改質フライアッシュの製造方法
22日前
花王株式会社
水硬性組成物用添加剤
4か月前
日本特殊陶業株式会社
セラミック部品
22日前
太平洋セメント株式会社
固化材
4か月前
TOTO株式会社
構造部材
17日前
TOTO株式会社
複合材料
1か月前
TOTO株式会社
構造部材
22日前
TOTO株式会社
構造部材
17日前
黒崎播磨株式会社
断熱材
4か月前
太平洋マテリアル株式会社
グラウト組成物及びグラウト
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ