TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153982
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056729
出願日
2024-03-29
発明の名称
加工装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
B24B
49/12 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】加工溝の断面プロファイルを安定して取得することが可能な加工装置を提供する。
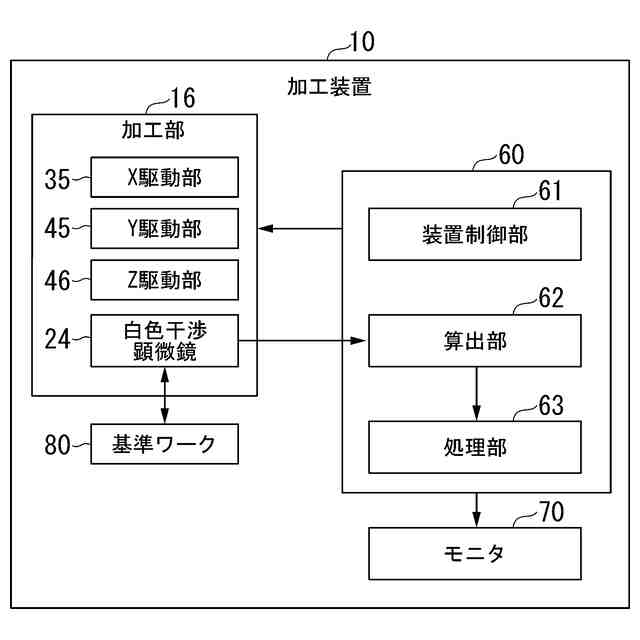
【解決手段】本発明の一態様に係る加工装置は、被加工物を加工する加工装置であって、前記被加工物に対して垂直方向に移動する光干渉式顕微鏡と、前記加工装置の振動周期を避ける測定条件を用いて前記光干渉式顕微鏡でプロファイルの測定を行う。
【選択図】図6
特許請求の範囲
【請求項1】
被加工物を加工する加工装置であって、
前記被加工物に対して垂直方向に移動する光干渉式顕微鏡を備え、
前記加工装置の振動周期を避ける測定条件を用いて前記光干渉式顕微鏡でプロファイルの測定を行う、加工装置。
続きを表示(約 310 文字)
【請求項2】
前記振動周期を避ける前記測定条件は、
光が照射される基準ワークと、前記基準ワークからの反射光に基づく干渉信号から、前記加工装置の振動周期を算出することにより求められる、請求項1に記載の加工装置。
【請求項3】
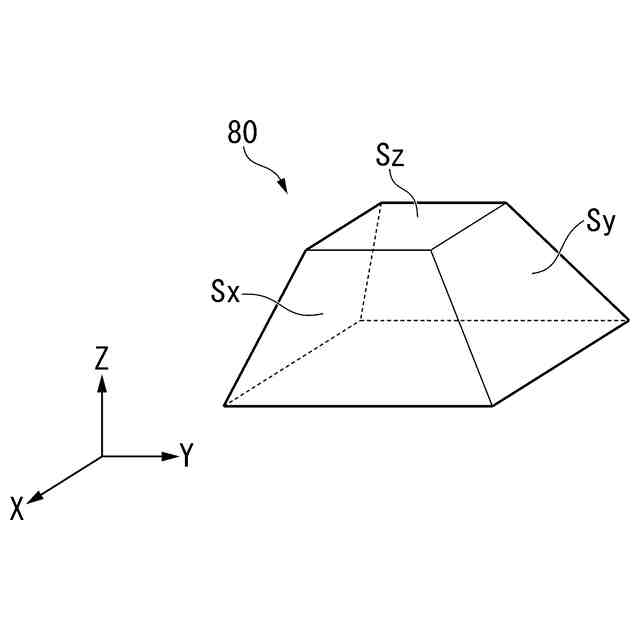
前記基準ワークは、水平面に対して傾斜した複数の面を有し、
傾斜した前記面は、前記水平面における互いに直交する方向で傾斜している、請求項2に記載の加工装置。
【請求項4】
前記加工装置の振動周期を避ける前記測定条件は、走査速度、フレームレート、及び測定ピッチのうちの少なくともいずれかを含む、請求項1~3のいずれか一項に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
半導体ウェーハ等のワーク(被加工物)は、複数のデバイスが格子状のストリートによって格子状に区画されている。このワークをストリートに沿って分割することにより個々のデバイスが製造される。ワークを複数のデバイス(チップ)に分割するダイシング装置として、ブレードダイサがよく知られている(特許文献1参照)。このブレードダイサは、ワークに対して高速回転するブレードを相対移動させつつこの高速回転するブレードによりストリートに沿って加工溝を形成する。特許文献1のダイシング装置は、白色干渉顕微鏡を用いた白色干渉法により、加工溝の形状を測定する。
【先行技術文献】
【特許文献】
【0003】
特開2021-084201号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1に記載のダイシング装置によりダイシング加工されたワークは、公知のエキスパンド工程でダイシングテープがエキスパンドされることで、個々のチップに分割される。そして、公知のピックアップ工程で個々のチップがピックアップされる。この際に、上記特許文献に記載のダイシング装置では3次元形状測定部を用いて加工溝の形状を管理している。
【0005】
白色干渉計などを用いて精密に対象物の表面形状を測定するシステムでは、振動源を設けないようにすることや除振台上に測定部を設けることにより、装置の振動を防止したり振動レベルを低減するなどの振動対策が実施されている。
【0006】
しかしながら、測定部と加工部を備える加工装置は、加工用の主軸や洗浄部などの可動部を有し、かかる可動部は、測定時に振動源となる。これらの可動部は、ワークの加工品質やプロセス上の観点から、これらの速度を小さくしたり停止させることが困難である。したがって、可動部の振動を防止又は低減して、測定部への振動の影響を抑制することが困難である。
【0007】
本発明は、上記事情に鑑みてなされたものであって、加工溝の断面プロファイルを安定して取得することが可能な加工装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の要旨は以下のとおりである。
<1>本発明の一態様に係る加工装置は、被加工物を加工する加工装置であって、上記被加工物に対して垂直方向に移動する光干渉式顕微鏡を備え、上記加工装置の振動周期を避ける測定条件を用いて上記光干渉式顕微鏡でプロファイルの測定を行う。
<2>上記<1>に記載の加工装置において、上記振動周期を避ける上記測定条件は、光が照射される基準ワークと、上記基準ワークからの反射光に基づく干渉信号から、上記加工装置の振動周期を算出することにより求められてもよい。
<3>上記<2>に記載の加工装置において、上記基準ワークは、水平面に対して傾斜した複数の面を有し、上記傾斜した面は、上記水平面における互いに直交する方向で傾斜していてもよい。
<4>上記<1>~<3>のいずれかに記載の加工装置において、上記加工装置の振動周期を避ける上記測定条件は、走査速度、フレームレート、及び測定ピッチのうちの少なくともいずれかを含んでもよい。
【発明の効果】
【0009】
本発明によれば、加工溝の断面プロファイルを安定して取得することができる。
【図面の簡単な説明】
【0010】
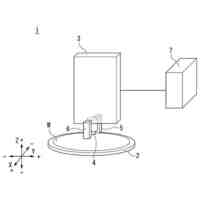
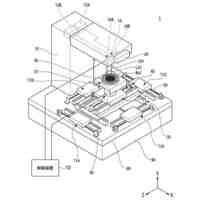
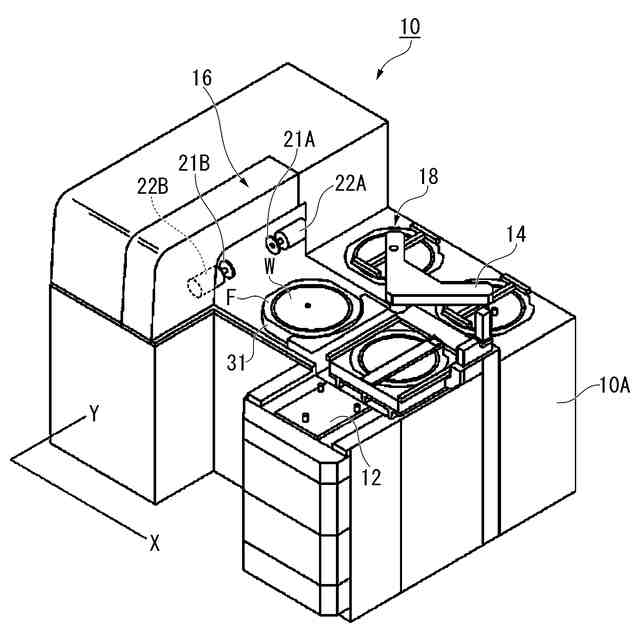
本発明の実施形態に係る加工装置の斜視図である。
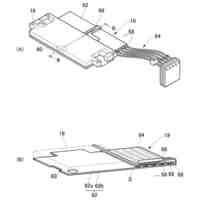
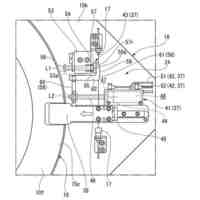
同実施形態に係る加工装置における加工部の斜視図である。
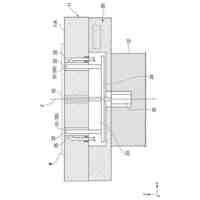
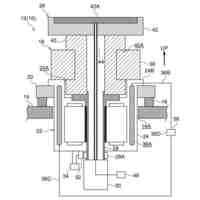
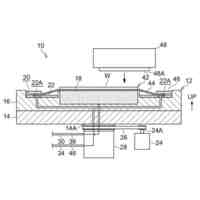
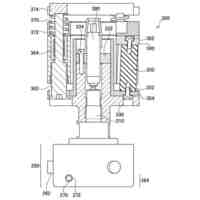
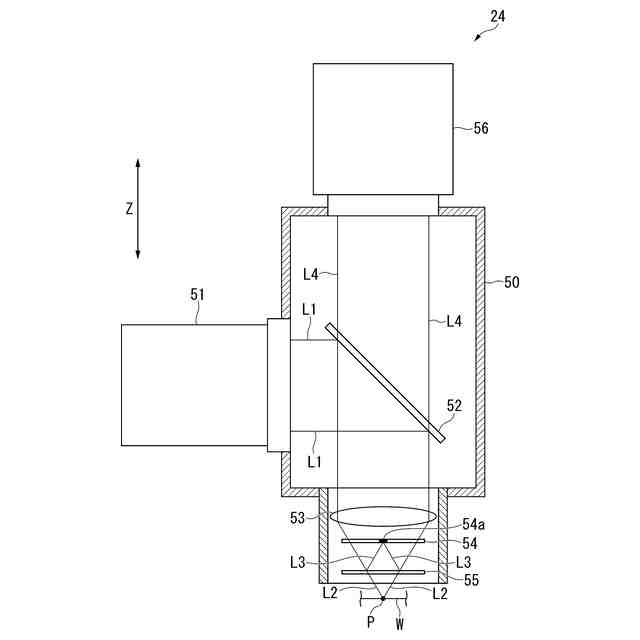
同実施形態における光干渉式顕微鏡の断面図である。
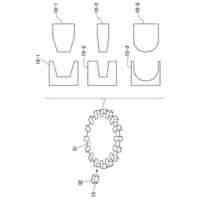
加工溝の断面の模式図及び断面プロファイルの一例を示す図である。
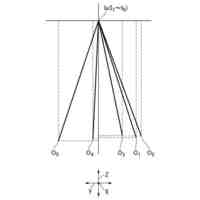
同実施形態における基準ワークの模式図である。
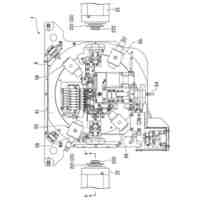
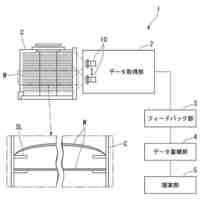
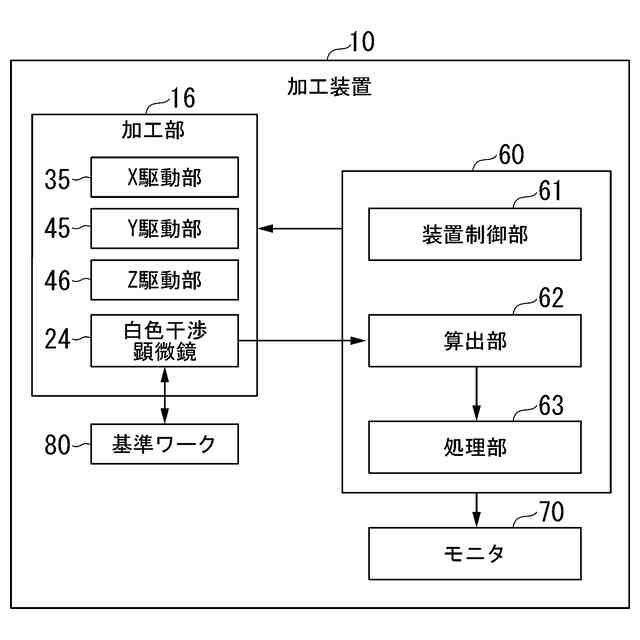
同実施形態に係る加工装置のブロック図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ウェーハセンシング装置
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
株式会社東京精密
面取り装置及び面取り方法
1か月前
株式会社東京精密
加工方法、及び、加工装置
1か月前
株式会社東京精密
亀裂検出装置及び亀裂検出方法
1か月前
株式会社東京精密
内径測定装置及びそのシステム
1か月前
株式会社東京精密
面取り装置、及び、面取り方法
1か月前
株式会社東京精密
プローバおよびウェーハ冷却方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ