TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025145811
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024046244
出願日
2024-03-22
発明の名称
内径測定装置及びそのシステム
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
G01B
5/12 20060101AFI20250926BHJP(測定;試験)
要約
【課題】 ロボットアームに取り付けられた状態で、大きな電磁ノイズが生ずる環境下でも、正確な測定結果が得られる内径測定装置を提供すること。
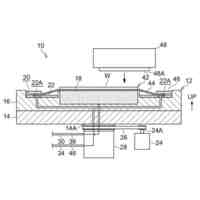
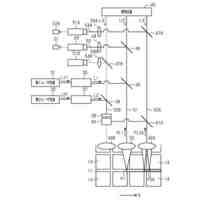
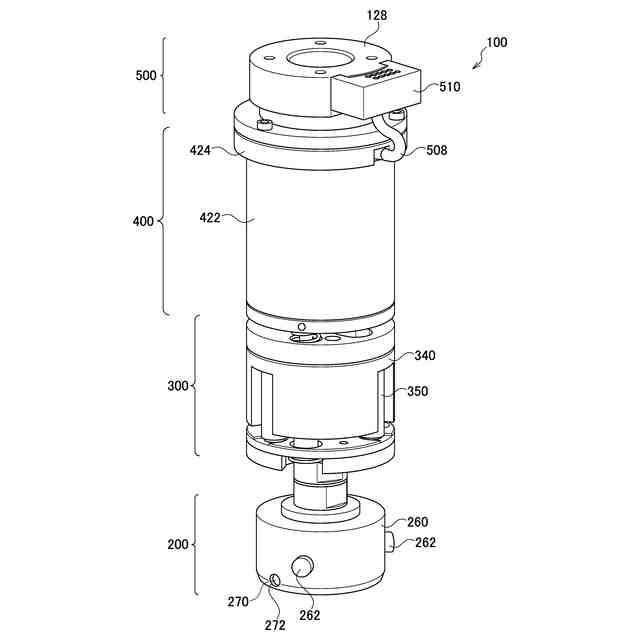
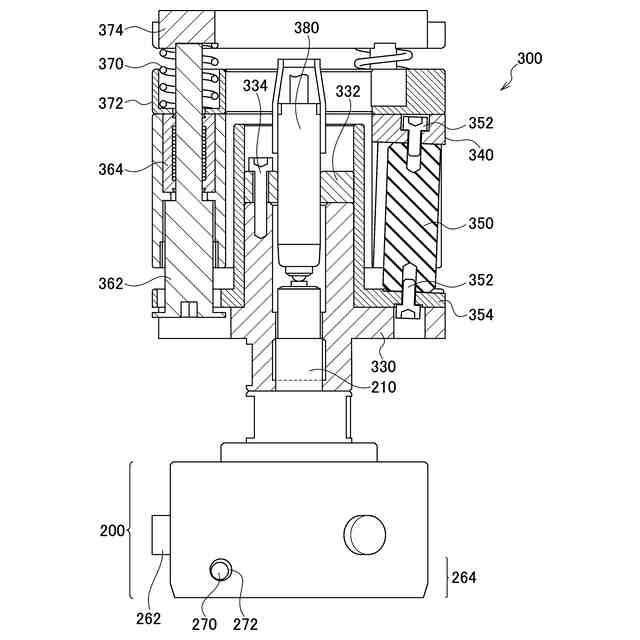
【解決手段】 ロボットアーム14の先端部に着脱可能に取り付けられ、ワークに形成された穴の内径を測定する内径測定装置であって、少なくとも2つの測定子270と、データ変換送信部400とを備え、前記少なくとも2つの測定子は、前記ワークに形成された穴の内壁面に当接され、前記データ変換送信部は、前記少なくとも2つの測定子の変位に関するアナログデータを前記穴の内径を表すデジタルデータに変換して外部機器に送信する、内径測定装置。
【選択図】 図3
特許請求の範囲
【請求項1】
ロボットアームの先端部に着脱可能に取り付けられ、ワークに形成された穴の内径を測定する内径測定装置であって、
少なくとも2つの測定子と、データ変換送信部とを備え、
前記少なくとも2つの測定子は、前記ワークに形成された穴の内壁面に当接され、
前記データ変換送信部は、前記少なくとも2つの測定子の変位に関するアナログデータを前記穴の内径を表すデジタルデータに変換して外部機器に送信する、内径測定装置。
続きを表示(約 1,000 文字)
【請求項2】
前記データ変換送信部は、有線接続された前記外部機器に、前記デジタルデータを送信する、請求項1に記載の内径測定装置。
【請求項3】
前記少なくとも2つの測定子を先端部に保持するプラグゲージと、
前記プラグゲージと前記データ変換送信部との間に設けられた連接部とを備え、
前記連接部は、前記プラグゲージに対する前記ロボットアームの軸方向、及び、前記軸方向に略垂直な方向の変位を許容するよう構成される、請求項1に記載の内径測定装置。
【請求項4】
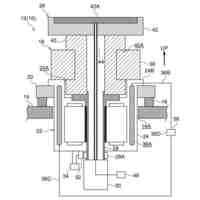
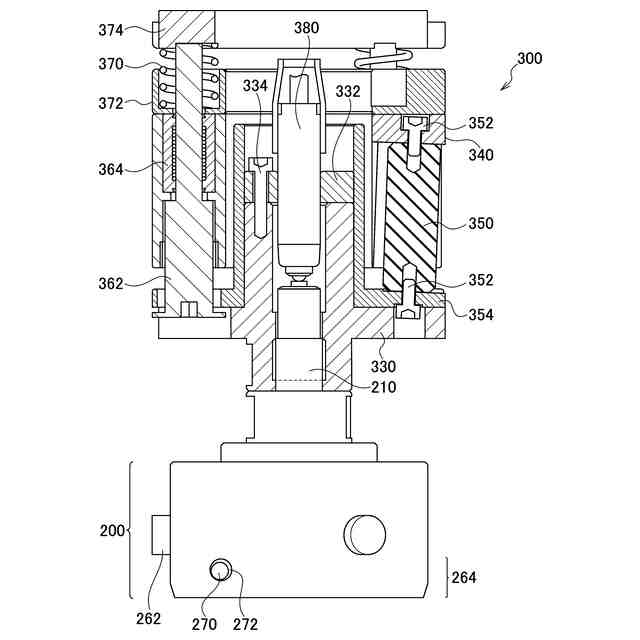
前記連接部は、全体に縦長の円柱状に形成され、円環状に形成されたブシュホルダと、前記ブシュホルダ内にそれぞれ保持されたフローティング機構、リリービング機構、及び、測定機構と、を備え、
前記フローティング機構は、前記軸方向に略垂直な方向の前記変位を許容し、
前記リリービング機構は、前記軸方向の前記変位を許容し、
前記測定機構は、前記アナログデータを取得し、
前記ブシュホルダ内において、中心部に前記測定機構が配置され、その周囲に、前記フローティング機構、及び、前記リリービング機構が配置される請求項3に記載の内径測定装置。
【請求項5】
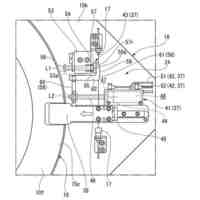
前記リリービング機構は、前記ブシュホルダの周方向に間隔を置いて配置された少なくとも3個のボールブシュと、
前記ボールブシュのそれぞれに対して設けられ、前記ボールブシュの中心部を貫通するブッシュ軸とを含む、請求項4に記載の内径測定装置。
【請求項6】
前記フローティング機構は、弾性体を備え、前記弾性体は、前記ブシュホルダにその一端部が係止される、請求項4に記載の内径測定装置。
【請求項7】
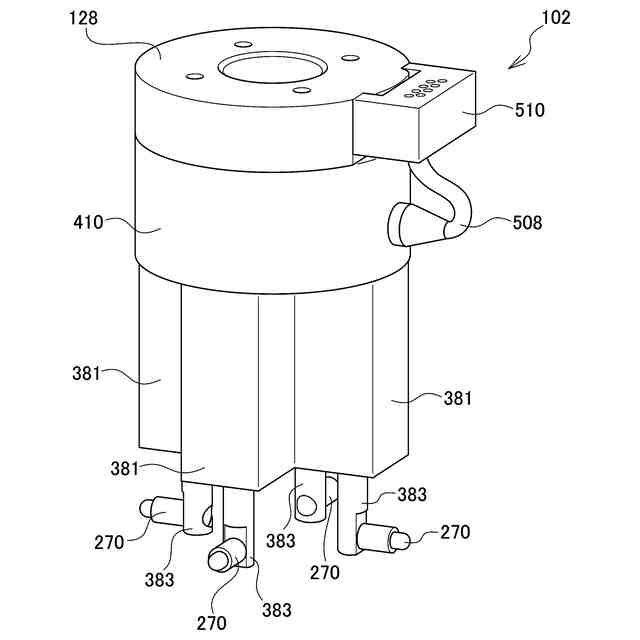
前記少なくとも2つの測定子は4つの測定子であり、
前記4つの測定子にそれぞれ接続された変位測定器を備え、
前記4つの測定子は、周方向に間隔を置いて配置され、
前記データ変換送信部は、前記変位測定器により検出された前記アナログデータを前記穴の内径を表すデジタルデータに変換して前記外部機器に送信する、請求項1に記載の内径測定装置。
【請求項8】
前記ロボットアームと、請求項1乃至7のいずれか1項に記載の内径測定装置と、を含む、内径測定システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ロボットアームの先端部に着脱可能に取り付けられ、ワークに形成された穴の内径を測定する内径測定装置及びそのシステムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
6軸腕型の産業用ロボット、及び、協働ロボット等を用いて自動車部品等(ワーク)が生産されている。産業用ロボット等は、大量生産をより省力化する。
これらのワークは製造の各段階で正確な計測を実施する必要がある。そのため、産業用ロボット等を用いた自動計測が試みられている。
【0003】
計測対象がワークの内径の場合、産業用ロボット等のアーム(ロボットアームともいう)の先端に取り付けられた内径測定装置の測定部を、対象物に挿入して測定する方法が採用され得る。この際、測定部の外径をワーク内径よりわずかに小径にすると、高精度な計測が実現されやすい。
【0004】
典型的な測定手順は以下のとおりである。まず、ワークと測定部との間に微小な隙間が形成されるようにし、その隙間を保ったまま測定部がワーク内に挿入される。その後、例えば、内径測定装置がエアマイクロメータであれば、測定部とワーク内壁との間の微小距離を維持したまま測定される。また、内径測定装置が接触式であれば、測定位置で、接触子をワーク内壁に押し付けて測定される。このようなワークの内径測定装置の例が、特許文献1乃至3に記載されている。
【0005】
また、特許文献4、5には、接触型の測定ヘッド部を持つ内径測定装置をロボットアームの先端に取り付け、ワークの内径を測定する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特許第6910668号公報
特開平10-339623号公報
特許第7238187号公報
特開2023-142301号公報
特開2023-142303号公報
特開2018-169180号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
エアマイクロメータは、ワークの穴径の測定に用いられることが多い。これは、一般的に、工場において供給されることの多い空気源を利用できる等の利点があることによる。エアマイクロメータを用いた穴径(ワーク内径)の測定では、エアの吹き出し反力が計測される。このため、吹き出し口とワーク内壁と間の距離を微小に保つことが好ましい。一例として、エア吹き出し口とワーク内壁とのその隙間は、0.5mm以下、具体的には、0.1mm前後に設定され得る。また、エア吹き出し口以外の壁の部分との隙間はより小さく、0.01~0.1mmに設定されることもある。なお、エア吹き出し口は、「ノズル」と呼ばれることがあり、エア吹き出し口以外の壁の部分は「ガイド」と呼ばれることがある。
【0008】
上記のように測定部とワーク内壁との距離は微小であり、ワークへの測定部の挿入には精密な位置決め等が必要となる。特に、ロボットを利用して自動測定を行おうとする場合、ワークの検出、ワーク位置の精密な位置決め、及び、ワーク位置に対するエアマイクロメータの位置決めが必要になる。更に、ロボットにエアマイクロメータのハンドリング動作をティーチングする必要もある。多数の(量産された)ワークの穴径を順次測定しようとすると、穴の位置はばらつくうえに、ロボットの停止位置(測定動作の開始位置)も都度ばらつく場合がある。従って、ワーク(の穴)への測定部の挿入自体が非常に困難であった。また、無理に挿入しようとすれば、後述する「かじり」が発生したりして、ワーク、及び/又は、測定部が破損することもあった。
【0009】
特許文献1には、フローティング機構により、被測定穴の中心とエアマイクロメータの測定部の中心とを重ねる方法が開示されている。これによれば、ロボットアームの位置決めが不十分でも、高精度でかつ短時間の測定が可能になるとされている。しかし、特許文献1に記載された方法では、ワークの水平方向変位のみの許容のため穴が上向き限定で、汎用的な穴測定ではないという問題があった。また、エアマイクロメータを使用しているため、エアの圧力や流量を測定値に変換する部分が外部に別に必要となり、そのためのスペースや配管が必要だという煩雑さがあった。
【0010】
エアマイクロメータを使用する場合に、測定部の外径と被測定穴の内壁との間はわずかな隙間しかない。そのため、測定部を被測定穴へ機械的に挿入する際に、それらの間で衝突や「かじり」が生じるのを防止する格段の工夫が必要となる。特許文献2では、そのような工夫は記載されていない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
亀裂検出装置及び亀裂検出方法
1か月前
株式会社東京精密
レーザー加工装置の光軸補正方法
1か月前
株式会社東京精密
チューブの固定構造及び測定ヘッド
1か月前
株式会社東京精密
レーザ加工装置及びレーザ加工方法
1か月前
株式会社東京精密
レーザ加工方法及びレーザ加工装置
1か月前
株式会社東京精密
ダイシング装置及びドレッシング方法
1か月前
株式会社東京精密
レーザ加工装置およびレーザ加工方法
1か月前
株式会社東京精密
レーザ加工方法およびレーザ加工装置
1か月前
株式会社東京精密
レーザー加工方法及びレーザー加工装置
1か月前
株式会社東京精密
研削性能判定装置及び研削性能判定方法
1か月前
株式会社東京精密
三位置制御装置、及び、三位置制御方法
1か月前
株式会社東京精密
ウェーハの面取り装置、及び、面取り方法
1か月前
株式会社東京精密
ダイシング装置及びドレスボードの交換方法
1か月前
株式会社東京精密
トリミング加工装置及びトリミング加工方法
1か月前
株式会社東京精密
エキスパンドリング及び半導体チップの製造方法
1か月前
株式会社東京精密
ウェーハの搬送アーム及びウェーハの搬送システム
1か月前
株式会社東京精密
ダイシング装置およびダイシング装置のトリミング方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ