TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025152402
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024054276
出願日
2024-03-28
発明の名称
レーザ加工装置およびレーザ加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
主分類
H01L
21/301 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】分割ラインから金属パターンなどの構造物が除去されたか否かをより確実に判定することができるレーザ加工装置およびレーザ加工方法を提供する。
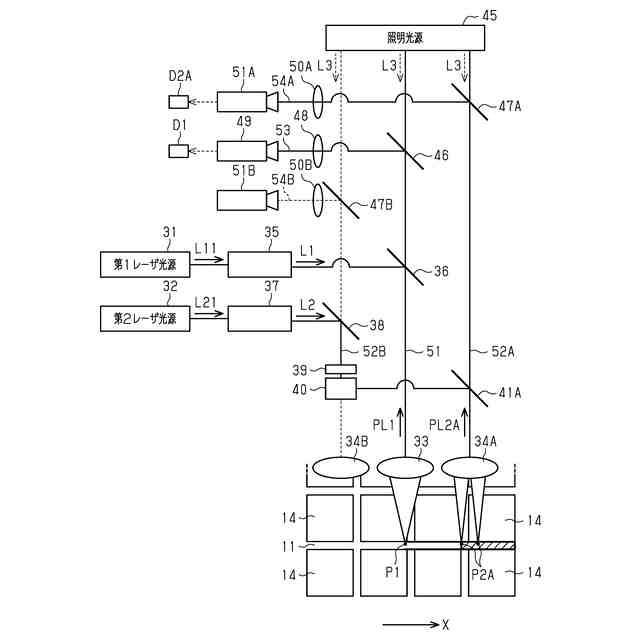
【解決手段】レーザ加工装置は、レーザ加工中に、第2レーザ光L2の加工点P2Aを撮像する第2加工点撮像機51Aと、第2加工点撮像機51Aが撮像した第2画像データD2Aから加工点P2Aにおける第2光量を取得する光量取得部と、加工点P2Aにおけるレーザ加工が完了状態にあることを示す第1基準光量を記憶する基準光量記憶部と、第2光量と第1基準光量とを比較して加工点P2Aが完了状態にあるか否かを判定する判定部と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
分割ラインが設けられたウエハを支持するワークテーブルとレーザ光を照射するレーザヘッドとを備え、前記ワークテーブルと前記レーザヘッドとを前記分割ラインに沿って相対移動させながら前記レーザヘッドから前記レーザ光を照射することにより、前記分割ラインの表面にある構造物を除去するレーザ加工を行うレーザ加工装置であって、
レーザ加工中に前記レーザ光の加工点を撮像する加工点撮像機と、
前記加工点撮像機が撮像した画像から前記加工点における光量を取得する光量取得部と、
前記加工点におけるレーザ加工が完了状態にあることを示す基準光量を記憶する基準光量記憶部と、
前記光量と前記基準光量とを比較して前記加工点が前記完了状態にあるか否かを判定する判定部と、を備える
レーザ加工装置。
続きを表示(約 1,000 文字)
【請求項2】
前記判定部は、前記分割ライン上の位置であって未完了状態と判定した加工点に対応する位置を未完了位置として判定結果記憶部に記憶する
請求項1に記載のレーザ加工装置。
【請求項3】
前記基準光量記憶部は、前記基準光量である第1基準光量とレーザ加工中であることを示す第2基準光量とを記憶しており、
前記判定部は、前記第1基準光量および前記第2基準光量と前記光量とを比較して前記加工点における加工状態を判定する
請求項1に記載のレーザ加工装置。
【請求項4】
前記レーザヘッドは、前記分割ラインに沿って並ぶ複数の加工点を形成する前記レーザ光を照射し、
前記加工点撮像機は、前記レーザ加工中に前記複数の加工点を撮像し、
前記光量取得部は、前記複数の加工点の各々における光量を取得し、
前記判定部は、前記複数の加工点の各々における光量と前記基準光量とを比較して、前記複数の加工点の各々における加工状態を判定する
請求項1に記載のレーザ加工装置。
【請求項5】
前記判定部は、前記複数の加工点のうちで加工方向に対する最後尾に位置する加工点が未完了状態にあると判定すると、前記分割ライン上の位置であって前記最後尾に位置する加工点に対応する位置を未完了位置として判定結果記憶部に記憶する
請求項4に記載のレーザ加工装置。
【請求項6】
前記光量取得部は、
前記複数の加工点のうちで加工方向に対する前側に位置する加工点の光量を第1取得条件で取得し、
前記複数の加工点のうちで加工方向に対する最後尾に位置する加工点の光量を、前記第1取得条件よりも大きな光量が得られる第2取得条件で取得する
請求項4に記載のレーザ加工装置。
【請求項7】
分割ラインが設けられたウエハを支持するワークテーブルとレーザ光を照射するレーザヘッドとを前記分割ラインに沿って相対移動させながら前記レーザヘッドから前記レーザ光を照射することにより、前記分割ラインの表面にある構造物を除去するレーザ加工方法であって、
レーザ加工中に前記レーザ光の加工点を撮像する工程と、
前記撮像した画像から前記加工点における光量を取得する工程と、
前記光量と前記加工点におけるレーザ加工が完了状態にあることを示す基準光量とを比較して前記加工点が前記完了状態にあるか否かを判定する工程と、を備える
レーザ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、分割ラインに設けられている金属パターンなどの構造物を除去するレーザ加工装置およびレーザ加工方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
半導体装置や電子部品などの各種デバイスを有するウエハは、格子状の分割ラインに沿って分割されることにより個々のチップに分割される。こうしたウエハを分割する方法として、高速回転するブレードを用いて分割する方法のほか、ウエハの内部にレーザを照射して改質層を形成したのちにエキスパンドなどで外力を加えることにより分割する方法が知られている。
【0003】
ところで、ウエハには、炭化シリコンなどの下地材に、ガラス質材料からなる低誘電率絶縁体被膜(Low-k膜)が積層されている場合がある。また、ウエハには、分割ラインに沿って所定の金属パターンが形成されている場合もある。こうした低誘電率絶縁膜や金属パターンなどの構造物が分割ラインに残っていると、上述した方法でウエハを分割する際に加工不良が生じやすくなる。そこで、特許文献1には、分割ラインに沿ってレーザ光を照射することにより構造物を除去するレーザ加工(レーザアブレーション加工)を行うレーザ加工装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2017-120820号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1のレーザ加工装置においては、レーザ加工中にレーザ光の加工点に発生するプラズマを撮像してプラズマの位置を特定し、その特定したプラズマの位置と加工予定位置との位置関係に基づいて、レーザ加工の加工位置を修正している。しかしながら、特許文献1のレーザ加工装置においては、分割ラインに構造物が残っているか否かを推定することが困難であった。
【課題を解決するための手段】
【0006】
上記課題を解決するレーザ加工装置は、分割ラインが設けられたウエハを支持するワークテーブルとレーザ光を照射するレーザヘッドとを備え、前記ワークテーブルと前記レーザヘッドとを前記分割ラインに沿って相対移動させながら前記レーザヘッドから前記レーザ光を照射することにより、前記分割ラインの表面にある構造物を除去するレーザ加工を行う。レーザ加工装置は、レーザ加工中に前記レーザ光の加工点を撮像する加工点撮像機と、前記加工点撮像機が撮像した画像から前記加工点における光量を取得する光量取得部と、前記加工点におけるレーザ加工が完了状態にあることを示す基準光量を記憶する基準光量記憶部と、前記光量と前記基準光量とを比較して前記加工点が前記完了状態にあるか否かを判定する判定部と、を備える。
【0007】
上記課題を解決するレーザ加工方法は、分割ラインが設けられたウエハを支持するワークテーブルとレーザ光を照射するレーザヘッドとを前記分割ラインに沿って相対移動させながら前記レーザヘッドから前記レーザ光を照射することにより、前記分割ラインの表面にある構造物を除去する。レーザ加工方法は、レーザ加工中に前記レーザ光の加工点を撮像する工程と、前記撮像した画像から前記加工点における光量を取得する工程と、前記光量と前記加工点におけるレーザ加工が完了状態にあることを示す基準光量とを比較して前記加工点が前記完了状態にあるか否かを判定する工程と、を備える。
【発明の効果】
【0008】
本発明によれば、分割ラインから構造物が除去されたか否かをより確実に判定することができる。
【図面の簡単な説明】
【0009】
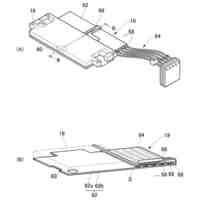
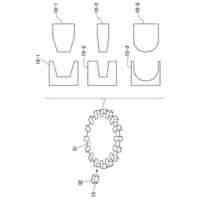
第1実施形態において、図1(a)は加工対象となるウエハを模式的に示す平面図であり、図1(b)はウエハにおける分割ライン付近を拡大した拡大図である。
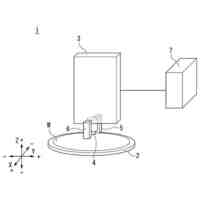
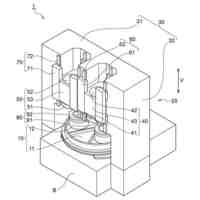
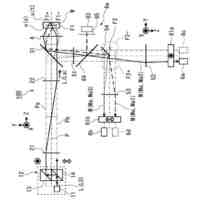
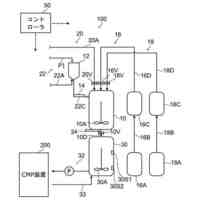
図2は、第1実施形態において、レーザ加工装置の一実施形態の概略構成を示す図である。
図3は、第1実施形態において、往路加工における縁切り加工および中抜き加工の様子を模式的に示す斜視図である。
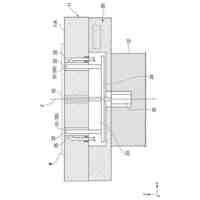
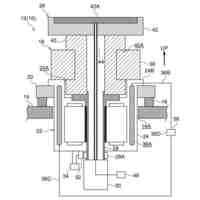
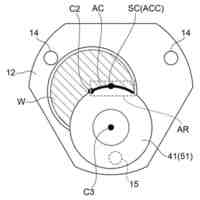
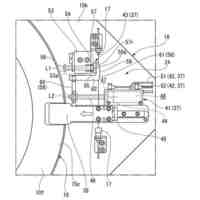
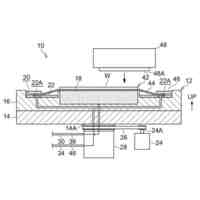
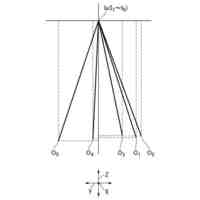
図4は、第1実施形態において、往路加工に関わるレーザヘッドの光学系とウエハに対するレーザ光の照射位置とを模式的に示した図である。
図5は、第1実施形態において、復路加工に関わるレーザヘッドの光学系とウエハに対するレーザ光の照射位置とを模式的に示した図である。
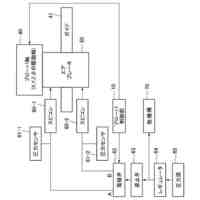
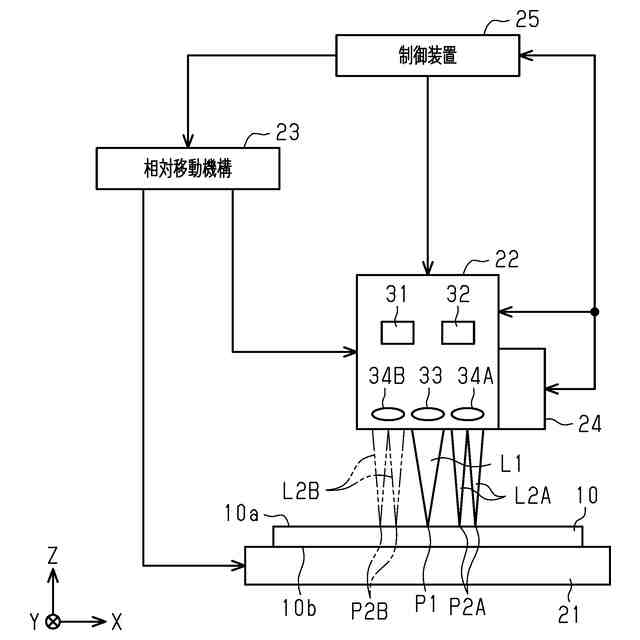
図6は、第1実施形態において、レーザ加工装置の電気的な構成を示すブロック図である。
図7は、各実施形態において、X方向に並ぶ5つの第2レーザ光を用いた往路加工で撮像された第2画像データに基づく画像の一例を模式的に示す図である。
図8は、第1実施形態において、レーザ加工方法の一実施形態を示すフローチャートである。
図9は、第1実施形態において、判定処理の手順の一例を示すフローチャートである。
図10は、第2実施形態において、X方向に並ぶ5つの第2レーザ光を用いた往路加工で撮像された第2画像データに基づく画像の他例を模式的に示す図である。
図11は、第2実施形態において、X方向に並ぶ5つの第2レーザ光を用いた往路加工で撮像された第2画像データに基づく画像の他例を模式的に示す図である。
第2実施形態において、図12(a)および図12(b)は、レーザ加工方法の一実施形態へのレーザ加工条件の調整工程の組み込み位置の一例を示す図である。
図13は、変形例におけるレーザヘッドの光学系の一部を模式的に示す図である。
【発明を実施するための形態】
【0010】
(第1実施形態)
図1~図9を参照して、レーザ加工装置およびレーザ加工方法の第1実施形態について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
2か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
電池検査装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
スラリー供給装置
2か月前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ