TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025149313
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049872
出願日
2024-03-26
発明の名称
加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
B24B
45/00 20060101AFI20251001BHJP(研削;研磨)
要約
【課題】対象ワークの拡大を図ることができる加工方法を提供する。
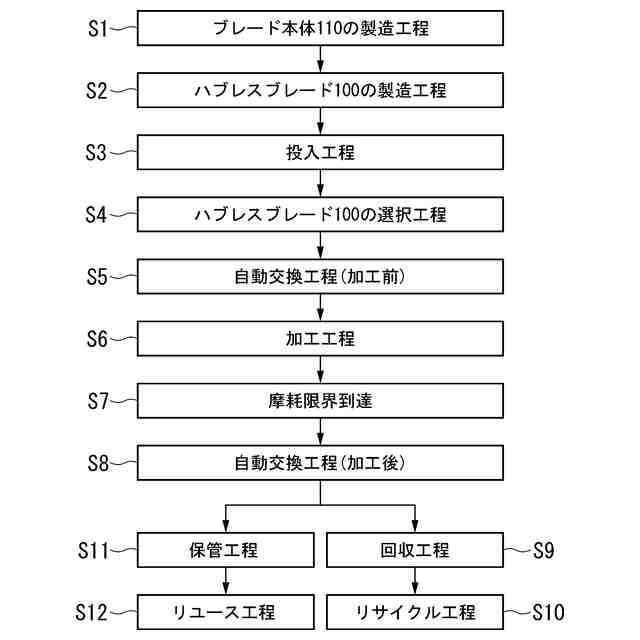
【解決手段】本発明の一態様に係る加工方法は、加工装置のスピンドルにブレード固定部を介して固定されるブレード本体と、上記ブレード本体の一方の面に接続して把持されることによりハンドリング可能なつかみ部と、を備えるハブレスブレードでワークを加工する加工方法であって、上記ワークに適用する上記ハブレスブレードをスピンドルに対して自動交換する工程と、上記スピンドルに自動交換された上記ハブレスブレードで上記ワークを加工する工程と、上記ワークの加工により摩擦限界に到達した上記ハブレスブレードの上記つかみ部をリサイクルする工程と、を含む。
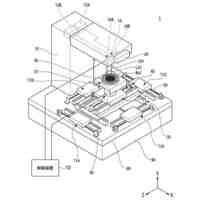
【選択図】図14
特許請求の範囲
【請求項1】
加工装置のスピンドルにブレード固定部を介して固定されるブレード本体と、前記ブレード本体の一方の面に接続して把持されることによりハンドリング可能なつかみ部と、を備えるハブレスブレードでワークを加工する加工方法であって、
前記ワークに適用する前記ハブレスブレードをスピンドルに対して自動交換する工程と、
前記スピンドルに自動交換された前記ハブレスブレードで前記ワークを加工する工程と、
前記ワークの加工により摩擦限界に到達した前記ハブレスブレードの前記つかみ部をリサイクルする工程と、を含む、加工方法。
続きを表示(約 280 文字)
【請求項2】
加工装置のスピンドルにブレード固定部を介して固定されるブレード本体と、前記ブレード本体の一方の面に接続して把持されることによりハンドリング可能なつかみ部と、を備えるハブレスブレードでワークを加工する加工方法であって、
前記ワークに適用する前記ハブレスブレードをスピンドルに対して自動交換する工程と、
前記スピンドルに自動交換された前記ハブレスブレードで前記ワークを加工する工程と、
前記ワークの加工により摩擦限界に到達した前記ハブレスブレードを保管し、適用可能なワークに対してリユースする工程と、を含む、加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
例えば、半導体材料等の基板(以下、ワークということがある)を加工してチップ状に個片化する際に、円形状に形成されたブレードが用いられることがある。ブレードを安定して回転させるための一形態として、ブレードをハブに保持させたハブブレードが知られている。ハブブレードは、例えば、アルミニウム合金からなるハブと、ハブの一方側の面にニッケルめっきにより形成した電鋳ブレード本体とを備えている。ハブブレードは、ハブと電鋳ブレード本体とが一体的に接続されている。
【0003】
電鋳ブレード本体は、突出し量が小さく抑えられることにより、蛇行や倒れ等を小さく抑えることができる。よって、ワークを電鋳ブレード本体で品質良く加工することが可能である。また、ハブブレードのハブを把持して搬送(以下、ハンドリングということがある)することにより、ハブブレードの自動交換が可能である(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開平5-345281号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ハブブレードの電鋳ブレード本体は、例えばニッケルがボンド材として使用されている。よって、電鋳ブレード本体は、例えば難削材の加工に適用させることが難しい。また、ワークの厚みが大きい場合には、電鋳ブレード本体の突出し量を大きく確保する必要がある。よって、突出し量が小さく抑えられた電鋳ブレード本体を、厚みが大きいワークの加工に適用させることが難しい。このことが、ハブブレードによる適用可能な対象ワークを拡大する妨げになっている。
【0006】
ここで、ワークを加工するブレードとして、ハブが設けられていないハブレスブレードが知られている。ハブレスブレードのブレード本体には、例えば、樹脂材料(レジン)からなるボンド相に砥粒が分散、配置されている。ハブレスブレードは、製法上、多種のブレード材料を選択することが可能である。加えて、ハブレスブレードは、摩耗を促進させることで、例えば難削材の加工にも適している。
しかし、ハブレスブレードには、把持する部位となるハブが設けられていない。よって、ハブレスブレードの交換を自動化することが難しい。このことが、ハブレスブレードによる効率の良い量産が可能な対象ワークを拡大する妨げになっている。
【0007】
本発明は、前述した事情に鑑みてなされたものであって、対象ワークの拡大を図ることができる加工方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明は以下の手段を提案している。
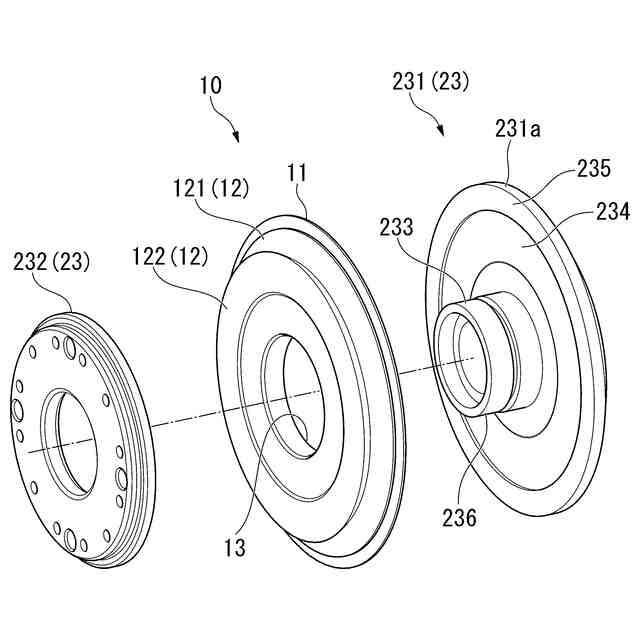
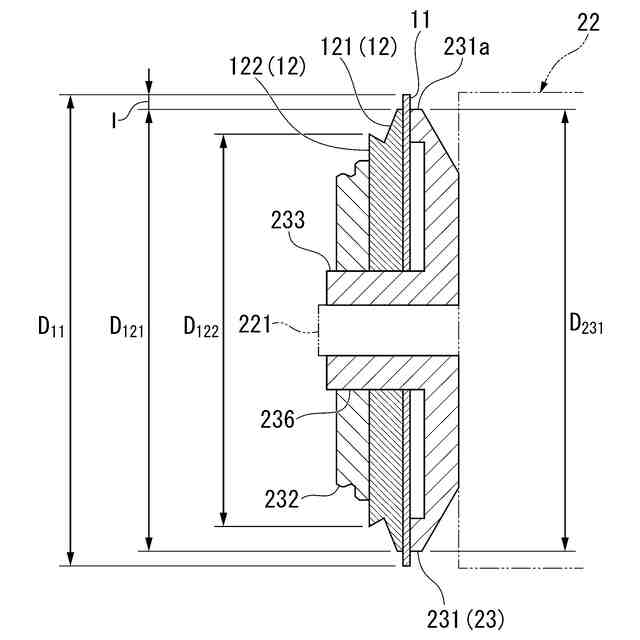
<1>本発明の一態様に係る加工方法は、加工装置のスピンドルにブレード固定部を介して固定されるブレード本体と、上記ブレード本体の一方の面に接続して把持されることによりハンドリング可能なつかみ部と、を備えるハブレスブレードでワークを加工する加工方法であって、上記ワークに適用する上記ハブレスブレードをスピンドルに対して自動交換する工程と、上記スピンドルに自動交換された上記ハブレスブレードで上記ワークを加工する工程と、上記ワークの加工により摩擦限界に到達した上記ハブレスブレードの上記つかみ部をリサイクルする工程と、を含む。
【0009】
上記<1>に記載の加工方法によれば、加工装置のスピンドルにブレード固定部を介して固定されるブレード本体と、上記ブレード本体の一方の面に接続して把持されることによりハンドリング可能なつかみ部と、を備えるハブレスブレードでワークを加工することにより、つかみ部を把持してハブレスブレードをハンドリングできる。これにより、ハブレスブレードの交換を自動化できる。したがって、適用可能な対象ワークの拡大を図ることができる。
【0010】
ここで、ブレード本体は、ワークの加工により摩耗して突出し量が小さくなる。ブレード本体の突出し量は、ワークの加工品質に影響を与える。そこで、ブレード本体につかみ部を着脱可能に接続するようにした。これにより、ワークの加工によりブレード本体が摩擦限界に到達して、突出し量がワークの加工品質に影響を与えるように小さくなった場合、ブレード本体からつかみ部を剥離させてリサイクルできる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
プローバ
2か月前
株式会社東京精密
搬送装置
2か月前
株式会社東京精密
プローバ
2か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
プローバ
2か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
加工方法
2か月前
株式会社東京精密
プローバ
2か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
研削装置
2か月前
株式会社東京精密
亀裂測定器
2か月前
株式会社東京精密
亀裂測定器
2か月前
株式会社東京精密
テープ貼付装置
2か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ダイシング装置
2か月前
株式会社東京精密
レーザ加工装置
2か月前
株式会社東京精密
レーザ加工装置
2か月前
株式会社東京精密
レーザ加工装置
2か月前
株式会社東京精密
半導体製造装置
2か月前
株式会社東京精密
ハブレスブレード
2か月前
株式会社東京精密
校正方法及び校正装置
2か月前
株式会社東京精密
加工装置及び加工方法
2か月前
株式会社東京精密
ケーブルのガイド方法
2か月前
株式会社東京精密
吸着装置及び研削装置
2か月前
株式会社東京精密
収容ボックスシステム
2か月前
株式会社東京精密
ウェーハの面取り装置
2か月前
株式会社東京精密
ウェーハの面取り装置
2か月前
株式会社東京精密
CMP装置及び研磨方法
2か月前
株式会社東京精密
ウェーハセンシング装置
2か月前
株式会社東京精密
面取り装置及び面取り方法
2か月前
株式会社東京精密
加工方法、及び、加工装置
2か月前
株式会社東京精密
内径測定装置及びそのシステム
2か月前
株式会社東京精密
亀裂検出装置及び亀裂検出方法
2か月前
株式会社東京精密
面取り装置、及び、面取り方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ