TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025148964
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049364
出願日
2024-03-26
発明の名称
面取り装置及び面取り方法
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B24B
9/00 20060101AFI20251001BHJP(研削;研磨)
要約
【課題】 円周方向の研削痕の発生を低減しつつ、かつ、研削砥石のツルーイングを行わなくても、多品種のウェーハを面取り加工できる、面取り装置の提供。
【解決手段】
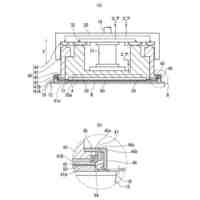
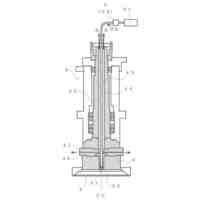
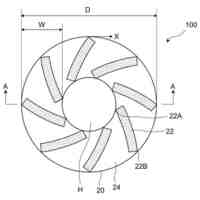
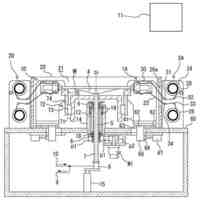
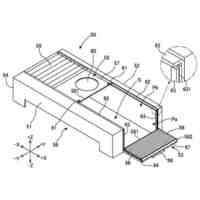
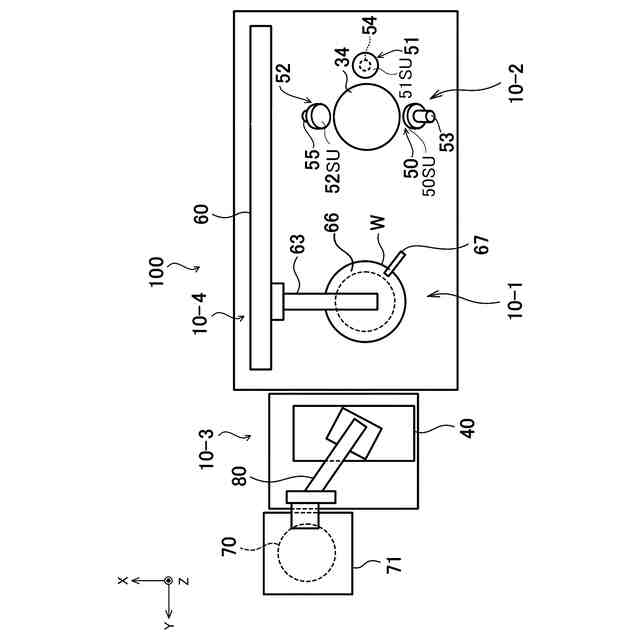
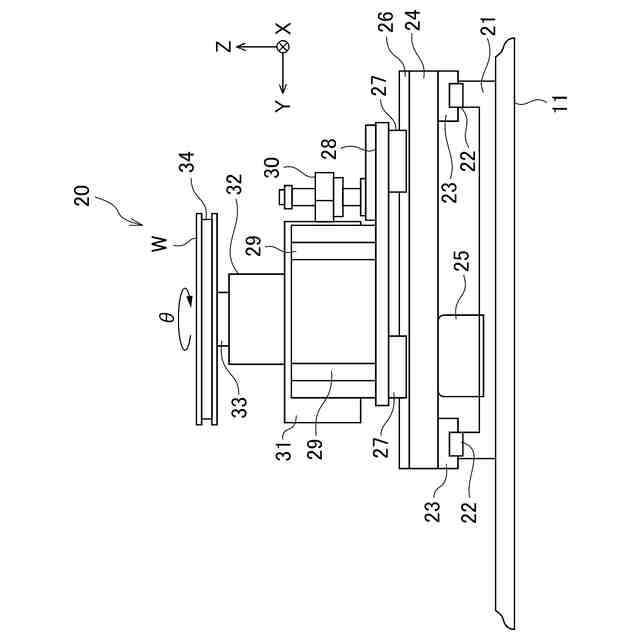
ウェーハの外周部を面取り研削する面取り装置100であって、回転可能とされた研削砥石50を含む、少なくとも1つの砥石回転ユニットと、前記ウェーハに対する前記研削砥石の位置及び姿勢を調整する位置調整機構と、を備え、前記研削砥石は、回転軸と交わる平らな砥石面50SUを備え、前記研削砥石と前記ウェーハとの当接点の、前記砥石面の面内における位置が、前記位置調整機構により調整される、面取り装置。
【選択図】図1
特許請求の範囲
【請求項1】
ウェーハの外周部を面取り研削する面取り装置であって、
回転可能とされた研削砥石を含む、少なくとも1つの砥石回転ユニットと、
前記ウェーハに対する前記研削砥石の位置及び姿勢を調整する位置調整機構と、を備え、
前記研削砥石は、回転軸と交わる平らな砥石面を備え、
前記研削砥石と前記ウェーハとの当接点の、前記砥石面の面内における位置が、前記位置調整機構により調整される、面取り装置。
続きを表示(約 1,000 文字)
【請求項2】
前記位置の調整は、前記当接点における前記ウェーハの回転方向と、前記砥石面の回転方向とが異なり、かつ、完全に反対とならないように行われる、請求項1に記載の面取り装置。
【請求項3】
前記位置の調整は、前記当接点における前記ウェーハの回転方向と、前記砥石面の回転方向とのなす角が、90°を超えて、180°未満となるように行われる、請求項1に記載の面取り装置。
【請求項4】
前記少なくとも1つの砥石回転ユニットは、複数の前記砥石回転ユニットを含み、
複数の前記砥石回転ユニットは、前記ウェーハの外周部に沿って、所定の間隔を空けて配置される、請求項1に記載の面取り装置。
【請求項5】
複数の前記砥石回転ユニットに含まれる前記研削砥石は、それぞれ前記ウェーハの外周の異なる箇所を研削し、
前記研削砥石の1つは、前記外周の上面の斜面を研削し、
前記研削砥石の他の1つは、前記外周の下面の斜面を研削する、請求項4に記載の面取り装置。
【請求項6】
前記研削砥石の1つは、前記外周の端面を研削する、請求項5に記載の面取り装置。
【請求項7】
回転可能とされた第2研削砥石を含む、第2砥石回転ユニットを更に備え、
前記第2研削砥石は、第2回転軸を中心とする円筒状の砥石面を備え、
前記位置調整機構により、
前記ウェーハの回転軸に対して、前記第2回転軸を傾けた状態で、前記円筒状の砥石面と前記ウェーハの外周の端面とが当接される、請求項5に記載の面取り装置。
【請求項8】
ウェーハの外周部を面取り研削する面取り方法であって、
回転軸と交わる平らな砥石面を備える研削砥石を回転させ、前記研削砥石と前記ウェーハとの当接点の、前記砥石面における位置を調整することを含む、面取り方法。
【請求項9】
前記調整することは、前記当接点における前記ウェーハの回転方向と、前記砥石面の回転方向とが異なり、かつ、完全に反対とならないように調整することである、請求項8に記載の面取り方法。
【請求項10】
前記調整することは、前記当接点における前記ウェーハの回転方向と、前記砥石面の回転方向とのなす角が、90°を超えて、180°未満となるように調整することである、請求項8に記載の面取り方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、面取り装置、及び、面取り方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ウェーハの面取り加工には、従来、溝形状を有する研削砥石が用いられてきた。典型的には、溝形状をウェーハに転写する総形砥石が用いられてきた。また、面取りの仕上げ加工には、面取り面に円周方向の研削痕が発生するのを抑制するため、ウェーハに対して研削砥石を傾けて当接させて研削する、いわゆるヘリカル研削が採用されることがある。
【先行技術文献】
【特許文献】
【0003】
特開2018-167331号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
研削砥石の溝形状をウェーハに転写する場合、ウェーハの外周(面取り部)を所望の形状とするためには、それにあわせて研削砥石の溝形状を調整(形直し)すればよい。この調整はツルーイングと呼ばれ、ツルアを用いて行われる(特許文献1)。しかし、ヘリカル研削を採用する場合のツルーイングでは、ウェーハ、(及び、ツルア)の回転軸に対して研削砥石の回転軸が傾いているため、ツルアの反りやうねりを生じやすいという問題があった。ツルアの反りやうねりは、形成される溝の精度、ツルーイング時間等に悪影響を与えることがあった。また、ツルーイング効率も低下しやすかった。
【0005】
研削後のウェーハに対して求められる形状の精度が高まるほど、同様に溝形状に対する要求精度も高まる。しかし、精密なツルーイングの条件設定には、熟練の技能が必要となる。また、精密なツルーイングには、時間がかかる。そのため、面取り部の目標形状がそれぞれ異なる少量多品種のウェーハを限られた数の研削砥石を用いて製造しようとすれば、ツルーイングに必要な時間、費用は増大し、効率は低下するという問題があった。
【0006】
また、研削砥石は、一般に砥粒と、砥粒を保持するための結合剤とから構成される。結合剤としてレジンを用いたレジンボンド砥石、及び、結合剤として金属を用いたメタルボンド砥石が知られる。このうち、メタルボンド砥石は、そもそもツルーイングが適さないという問題もある。
【0007】
本開示は、上記従来技術の課題の少なくともいずれかを解決する。本開示は、円周方向の研削痕の発生を低減しつつ、かつ、研削砥石のツルーイングを行わなくても、多品種のウェーハを面取り加工できる、面取り装置を提供し得る。
【課題を解決するための手段】
【0008】
本開示の第1の面取り装置は、ウェーハの外周部を面取り研削する面取り装置であって、回転可能とされた研削砥石を含む、少なくとも1つの砥石回転ユニットと、前記ウェーハに対する前記研削砥石の位置及び姿勢を調整する位置調整機構と、を備え、前記研削砥石は、回転軸と交わる平らな砥石面を備え、前記研削砥石と前記ウェーハとの当接点の、前記砥石面の面内における位置が、前記位置調整機構により調整される、面取り装置である。
【0009】
上記面取り装置は、回転する研削砥石をウェーハに当接させて面取りを行う点で、従来の面取り装置と共通する。しかし、研削砥石が、回転軸と交わる平らな砥石面を備え、その砥石面をウェーハに当接させて面取り加工する点が異なる。上述のとおり、従来の面取り装置では、溝形状を有する研削砥石が採用されていた。
【0010】
上記面取り装置は、平らな砥石面を当接させることでウェーハを研削する。このため、溝形状の形直し(ツルーイング)を必要としない。研削砥石の位置及び姿勢は位置調整機構により調整されるため、少量多品種のウェーハの製造にも適している。すなわち、要求される面取り部の形状に応じて、砥石面のウェーハへの当接のさせ方(位置、姿勢)を変化させることで、様々な目標形状に対応できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
CMP装置
1か月前
株式会社東京精密
ウェーハの在荷検知装置
14日前
株式会社東京精密
ウェハ加工システム及びウェハ加工方法
27日前
株式会社東京精密
プローバ制御装置及びプローバ制御方法
1か月前
個人
包丁研ぎ器具
4か月前
株式会社松風
研磨用ゴム砥石
1か月前
株式会社SUS
ワーク保持治具
14日前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
1か月前
株式会社ディスコ
被加工物の加工方法
2か月前
株式会社アイオーテック
外周加工装置
今日
ノリタケ株式会社
超砥粒ホイール
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
加工装置
1か月前
秀和工業株式会社
処理装置および処理方法
2か月前
株式会社荏原製作所
研磨装置
21日前
ノリタケ株式会社
研磨パッド
1か月前
トヨタ自動車株式会社
回転砥石の製造方法
3か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
3か月前
株式会社スギノマシン
ウォータージェット切断装置
6日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
研削装置
2か月前
株式会社ディスコ
切削装置
28日前
株式会社ディスコ
加工装置
22日前
株式会社ディスコ
研削装置
4か月前
株式会社ディスコ
加工装置
2か月前
株式会社東京精密
ダイシング装置
1か月前
Mipox株式会社
研磨部材の製造方法
3か月前
株式会社東京精密
ダイシング装置
1か月前
Mipox株式会社
研磨部材の製造方法
3か月前
旭化成株式会社
研磨パッド
3か月前
Mipox株式会社
研磨部材の製造方法
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ