TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113632
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007892
出願日
2024-01-23
発明の名称
回転砥石の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B24D
3/00 20060101AFI20250728BHJP(研削;研磨)
要約
【課題】製造が容易になる回転砥石の製造方法を提供すること。また、結合剤の物性選択が容易になる回転砥石の製造方法を提供すること。
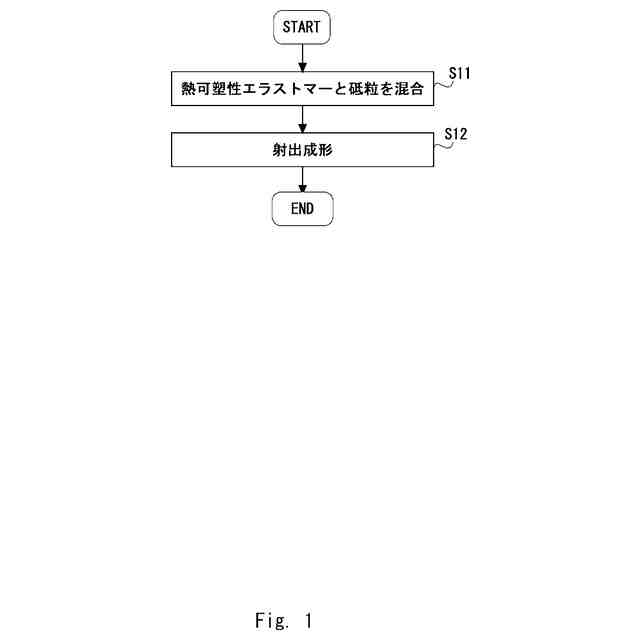
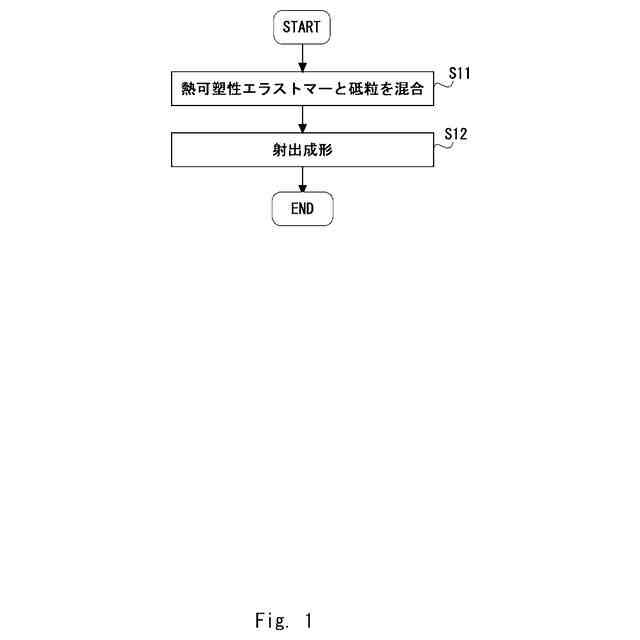
【解決手段】本開示の回転砥石の製造方法は、熱可塑性エラストマーのペレットにセラミック砥粒を混合し(S11)、熱可塑性エラストマーのペレットとセラミック砥粒の混合物を回転砥石の形状に射出成形する(S12)ようにした。
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性エラストマーのペレットにセラミック砥粒を混合し、
前記熱可塑性エラストマーのペレットと前記セラミック砥粒の混合物を回転砥石の形状に射出成形する、回転砥石の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は回転砥石の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、熱硬化性ポリエステル樹脂等からなる弾性材としての衝撃吸収層の外周表面に、砥粒層が接着されて設けられた回転砥石が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2008-93744号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された回転砥石の製造方法は、砥粒と熱硬化性樹脂を主成分とするレジンボンド等の結合剤でとの混合物を焼成することによって砥粒層を製造した後に、衝撃吸収層の外周に表面に接着する。
【0005】
このような製造方法では、製造工程が多くなるという問題があった。また、衝撃吸収層による弾性と結合剤による弾性との両方を総合して砥粒に対して適した弾性率とする必要がある等、衝撃吸収層や結合剤の物性の選択が難しいという問題もあった。
【課題を解決するための手段】
【0006】
一実施形態の回転砥石の製造方法は、熱可塑性エラストマーのペレットにセラミック砥粒を混合し、この混合物を回転砥石の形状に射出成形するようにした。
【発明の効果】
【0007】
本開示の回転砥石の製造方法によれば、製造が容易になる。また、結合剤の物性選択が容易になる。
【図面の簡単な説明】
【0008】
本実施の形態にかかる回転砥石の製造方法の一例を示すフローチャートである。
【発明を実施するための形態】
【0009】
本実施の形態
以下、図面を参照して本開示の実施の形態について説明する。図1は、本実施の形態にかかる回転砥石の製造方法の一例を示すフローチャートである。
【0010】
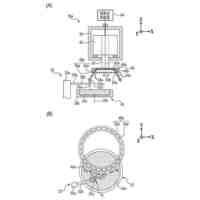
まず、ステップS11にて、熱可塑性エラストマーのペレットにセラミック砥粒が混合される。混合される熱可塑性エラストマーのペレットは米粒サイズであり、またセラミック砥粒は粒径20μmである。混合後、ステップS12に進む。なお、この熱可塑性エラストマーは、研磨加工工具の要件を満たすものが望ましい。具体的には、この熱可塑性エラストマーは、以下の特徴を有する。
・特徴1.曲げ弾性率は230~620MPa程度
・特徴2.熱変形温度が100℃以上
・特徴3.吸水率が0.3%と低い
この熱可塑性エラストマーの特徴は、研磨加工工具の以下の要件を満たす。
・要件1.加工物に倣い、砥粒が埋まらない曲げ弾性率は200~1000MPa
・要件2.加工時の熱(50℃程度)より耐熱温度が高い必要
・要件3.膨潤しにくい吸水性が必要
また、この熱可塑性エラストマーは、融点が220℃程であり、射出成形できる融点である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
画像形成方法
今日
工機ホールディングス株式会社
作業機
今日
株式会社ディスコ
加工装置
7日前
株式会社ディスコ
切削装置
今日
株式会社ジェイテクト
加工装置
1日前
株式会社ディスコ
洗浄方法
6日前
株式会社マキタ
携帯用加工機のカバー及び携帯用加工機
今日
株式会社ディスコ
処理装置、及び被処理物の処理方法
今日
株式会社ジェイテクト
クーラント流量設定装置
1日前
イネイブル株式会社
研磨具、研磨ヘッド、研磨装置、研磨方法
6日前
株式会社ジェイテックコーポレーション
プラズマ援用研磨装置
今日
株式会社ディスコ
研削装置および被加工物の研削方法
今日
株式会社荏原製作所
トップリング、基板研磨装置、及び基板研磨方法
今日
株式会社ディスコ
エッジトリミング方法及びエッジトリミング装置
6日前
株式会社マキタ
ベルトサンダの作業部構造、ベルトサンダのアタッチメント及びベルトサンダ
今日
株式会社ディスコ
砥石の製造方法、砥石、ドレッサーボードの製造方法、及びドレッサーボード
6日前
株式会社荏原製作所
リテーナリング、基板研磨装置、基板処理装置及びリテーナリングの洗浄方法
今日
出光興産株式会社
有機エレクトロルミネッセンス素子及び電子機器
1日前
他の特許を見る

 特許ウォッチ
特許ウォッチ