TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127795
公報種別
公開特許公報(A)
公開日
2025-09-02
出願番号
2024024704
出願日
2024-02-21
発明の名称
研削装置
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B24B
9/00 20060101AFI20250826BHJP(研削;研磨)
要約
【課題】前処理の後に実施される研削作業によって形作られるウエハの形状精度を向上させ、かつウエハの研削作業の効率を向上させる。
【解決手段】
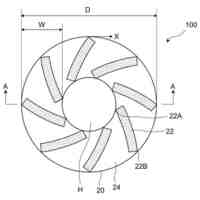
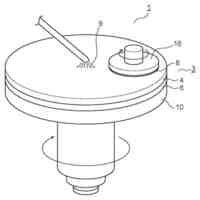
ウエハの外周縁を研削する前に前記外周縁の少なくとも一部にプラズマを照射する少なくとも1つのプラズマ発生器10aを備えている研削装置。
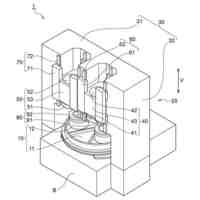
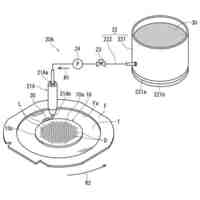
【選択図】図4
特許請求の範囲
【請求項1】
ウエハの外周縁を研削する前に前記外周縁の少なくとも一部にプラズマを照射する少なくとも1つのプラズマ発生器を備えている研削装置。
続きを表示(約 1,100 文字)
【請求項2】
前記プラズマ発生器は、複数のプラズマ発生器を有し、
前記複数のプラズマ発生器は、それぞれ、プラズマを放出するノズルを有し、
前記複数のプラズマ発生器のノズルは、それぞれ、プラズマを前記ウエハの外周縁の厚さ方向の2つの角部に対向している、請求項1に記載の研削装置。
【請求項3】
前記複数のプラズマ発生器のノズルは、それぞれ、傾斜可能に設けられている、請求項2に記載の研削装置。
【請求項4】
前記ウエハをその中心軸線周りに旋回させるために用いられる旋回装置と、
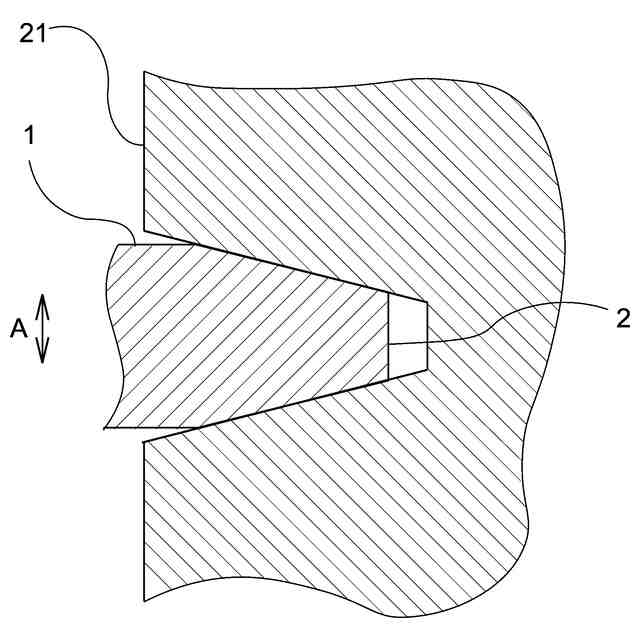
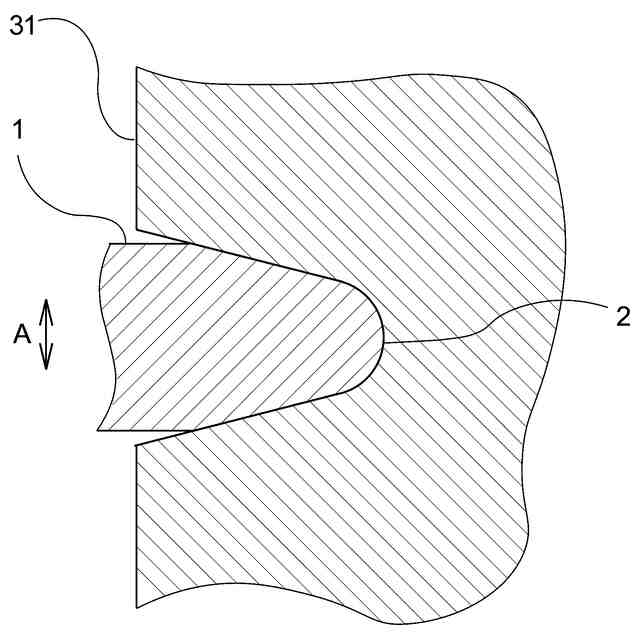
前記ウエハの外周部分を研削する砥石部及び前記砥石部を旋回させる駆動部を備える研削部と、を有し、
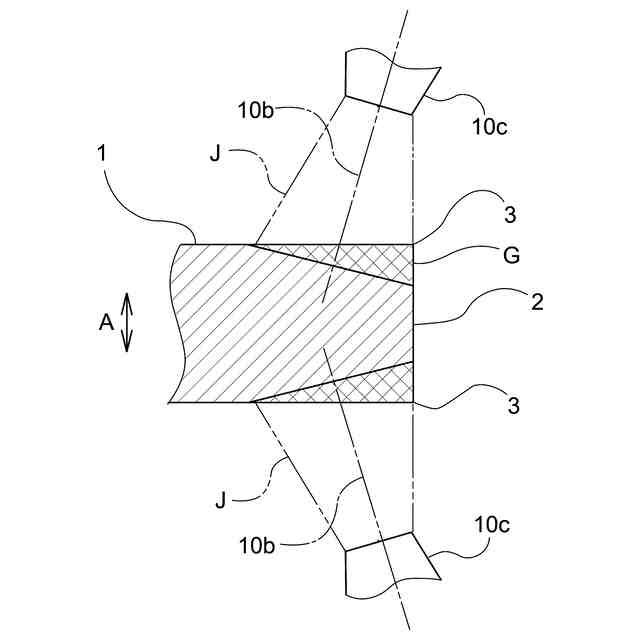
前記プラズマ発生器は、前記ウエハの中心軸線周りの旋回によって前記ウエハの周方向に移動する前処理対象部にプラズマを照射可能とする、請求項1に記載の研削装置。
【請求項5】
制御装置と、
前記プラズマ発生器によるプラズマの照射の最適条件及び前記研削部による研削の最適条件の少なくとも一方を算出可能とする演算装置と、
を備え、
前記制御装置が、前記演算装置により算出された前記プラズマの照射の最適条件及び前記研削の最適条件の少なくとも一方に適合するように前記プラズマ発生器、及び、前記研削部の少なくとも1つを制御可能とする、請求項4に記載の研削装置。
【請求項6】
前記ウエハの表面状態を検査可能とする表面検査装置を備え、
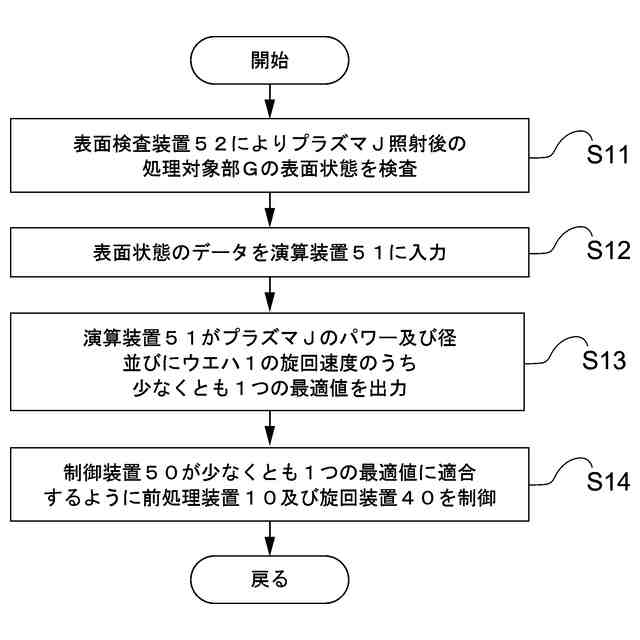
前記演算装置が、前記プラズマの照射の最適条件として、前記表面状態のデータに基づいて、前記プラズマのパワー及び径、並びに前記ウエハの旋回速度のうち少なくとも1つの最適値を算出可能としており、
前記制御装置は、前記最適値に適合するように前記プラズマ発生器及び前記旋回装置を制御可能としている、請求項5に記載の研削装置。
【請求項7】
前記ウエハの形状を検査可能とする形状検査装置及び前記ウエハの結晶状態を検査可能とする結晶検査装置の少なくとも一方を備え、
前記演算装置が、前記研削の最適条件として、前記形状及び前記結晶状態の少なくとも一方に基づいて、前記砥石部の切込量及び旋回速度、並びに前記ウエハの旋回速度のうち少なくとも1つの最適値を算出可能としており、
前記制御装置は、前記最適値に適合するように前記研削部及び前記旋回装置を制御可能としている、請求項5に記載の研削装置。
【請求項8】
前記ウエハの周方向に互いに間隔を空けて配置される複数の前記プラズマ発生器を備える請求項4に記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は研削装置に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
半導体の製造には、単結晶の素材から作製されるウエハが用いられる。特に、SiC(炭化珪素)半導体の製造には、単結晶SiCから作製されるSiCウエハが用いられる。このようなSiC半導体の製造過程では、SiCウエハ上にエピキャシタル薄膜を成長させる工程(エピキャシタル成長工程)が実施され、その結果、SiCエピキャシタルウエハが作製される。
【0003】
しかしながら、SiCエピキャシタルウエハの外周部分には欠陥が発生し易いので、エピキャシタル成長工程の前段階で、SiCウエハの外周部分を研削する研削技術が用いられている。このような研削技術の一例としては、特許文献1のように、SiCウエハの外周端部をメタルボンド砥石等の砥石によって粗研磨し、その後、この外周端部をレジンボンド砥石等の砥石によって仕上げ研磨する技術が挙げられる。
【先行技術文献】
【特許文献】
【0004】
特開2016-032002号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記研削技術の一例において、粗研磨の加工対象であるSiCウエハは難削材であり、かつ鋭いエッジを有する。このようなSiCウエハの粗研磨に用いられる砥石は容易に摩耗し、さらに粗研磨を繰り返すと、砥石の形状が変化するおそれがある。
【0006】
このように粗研磨の砥石の形状が変化すると、この砥石によって形作られる粗研磨後のSiCウエハの形状精度は低下するおそれがあり、さらには、仕上げ研磨後のSiCウエハの形状精度が低下するおそれがある。また、粗研磨の砥石の形状が変化すると、この砥石の交換等のメンテナンス作業を高い頻度で実施することが必要となる。このことは、SiCウエハの研削作業の効率を低下させる要因となる。
【0007】
このような実情を鑑みて、本発明の目的は、研削作業によって形作られるウエハの形状精度を向上可能とし、かつウエハの研削作業の効率を向上可能とする研削装置を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するための本発明の構成は以下のとおりである。
[1] ウエハの外周縁を研削する前に前記外周縁の少なくとも一部にプラズマを照射する少なくとも1つのプラズマ発生器を備えている研削装置。
[2] 前記プラズマ発生器は、複数のプラズマ発生器を有し、前記複数のプラズマ発生器は、それぞれ、プラズマを放出するノズルを有し、前記複数のプラズマ発生器のノズルは、それぞれ、プラズマを前記ウエハの外周縁の厚さ方向の2つの角部に対向している、[1]に記載の研削装置。
[3]前記複数のプラズマ発生器のノズルは、それぞれ、傾斜可能に設けられている、[2]に記載の研削装置。
[4] 前記ウエハをその中心軸線周りに旋回させるために用いられる旋回装置と、前記ウエハの外周部分を研削する砥石部及び前記砥石部を旋回させる駆動部を備える研削部と、を有し、前記プラズマ発生器は、前記ウエハの中心軸線周りの旋回によって前記ウエハの周方向に移動する前処理対象部にプラズマを照射可能とする、[1]に記載の研削装置。
[5] 制御装置と、前記プラズマ発生器によるプラズマの照射の最適条件及び前記研削部による研削の最適条件の少なくとも一方を算出可能とする演算装置と、を備え、前記制御装置が、前記演算装置により算出された前記プラズマの照射の最適条件及び前記研削の最適条件の少なくとも一方に適合するように前記プラズマ発生器、及び、前記研削部の少なくとも1つを制御可能とする、[4]に記載の研削装置。
[6] 前記ウエハの表面状態を検査可能とする表面検査装置を備え、前記演算装置が、前記プラズマの照射の最適条件として、前記表面状態のデータに基づいて、前記プラズマのパワー及び径、並びに前記ウエハの旋回速度のうち少なくとも1つの最適値を算出可能としており、前記制御装置は、前記最適値に適合するように前記プラズマ発生器及び前記旋回装置を制御可能としている、[5]に記載の研削装置。
[7] 前記ウエハの形状を検査可能とする形状検査装置及び前記ウエハの結晶状態を検査可能とする結晶検査装置の少なくとも一方を備え、前記演算装置が、前記研削の最適条件として、前記形状及び前記結晶状態の少なくとも一方に基づいて、前記砥石部の切込量及び旋回速度、並びに前記ウエハの旋回速度のうち少なくとも1つの最適値を算出可能としており、前記制御装置は、前記最適値に適合するように前記研削部及び前記旋回装置を制御可能としている、[5]に記載の研削装置。
[8] 前記ウエハの周方向に互いに間隔を空けて配置される複数の前記プラズマ発生器を備える[4]に記載の研削装置。
【発明の効果】
【0009】
本発明の研削装置によれば、研削作業によって形作られるウエハの形状精度を向上可能とし、かつウエハの研削作業の効率を向上可能である。
【図面の簡単な説明】
【0010】
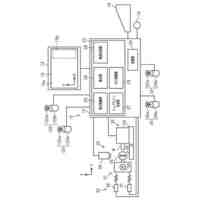
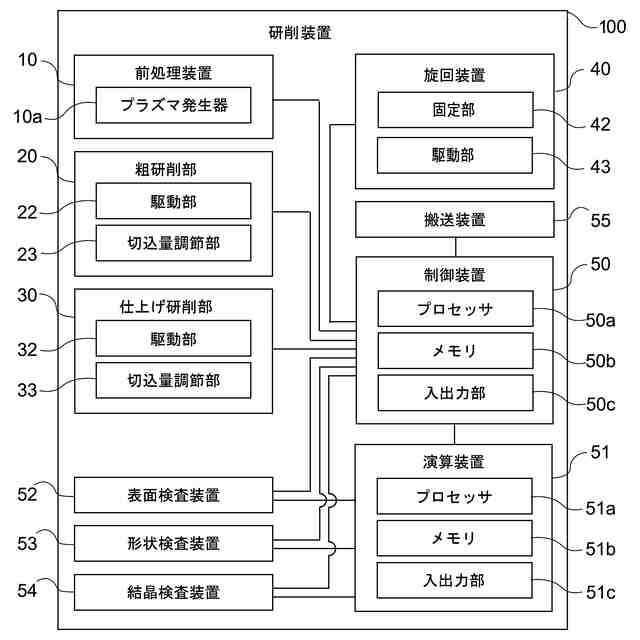
図1は、第1実施形態に係る研削装置のブロック図である。
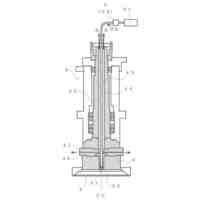
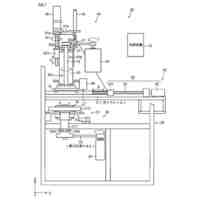
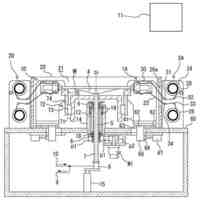
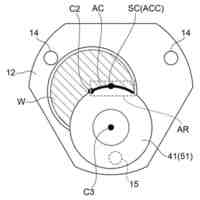
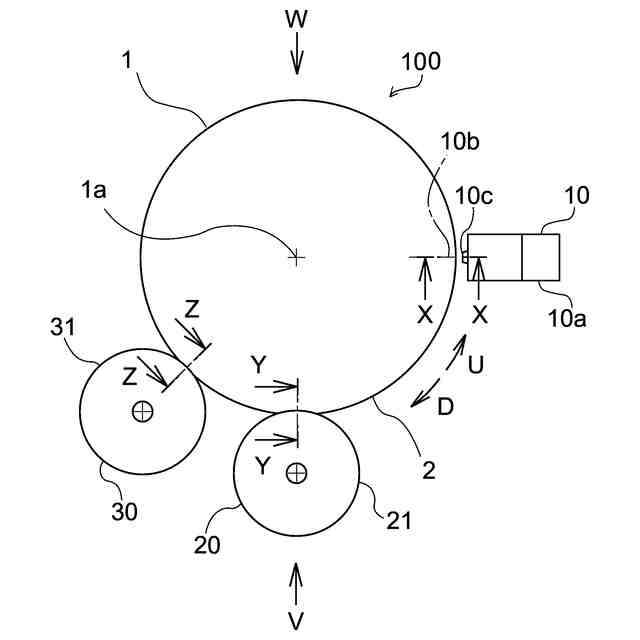
図2は、第1実施形態に係る研削装置の主要部の模式的な平面図である。
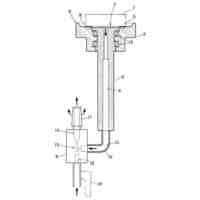
図3は、図2の矢印Vから見た図である。
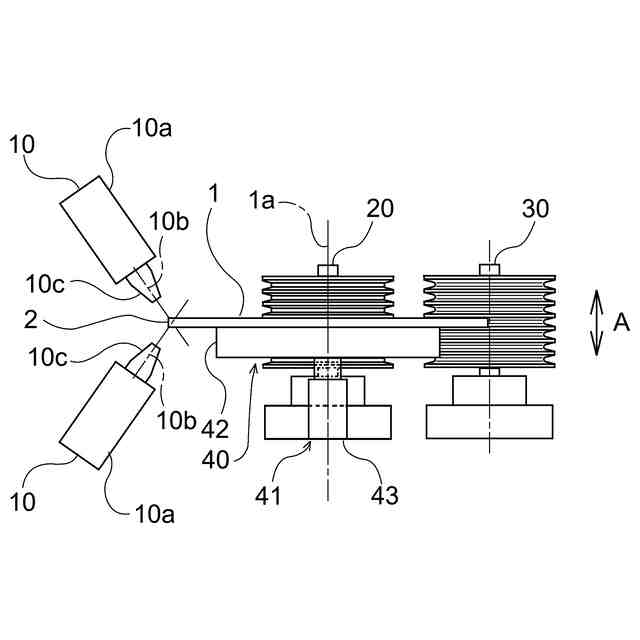
図4は、図2の矢印Wから見た図である。
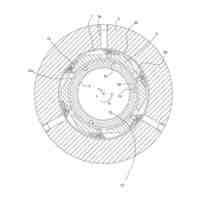
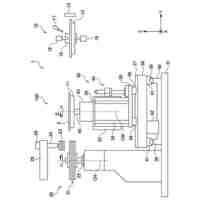
図5は、図2のX-X線断面図である。
図6は、図2のY-Y線断面図である。
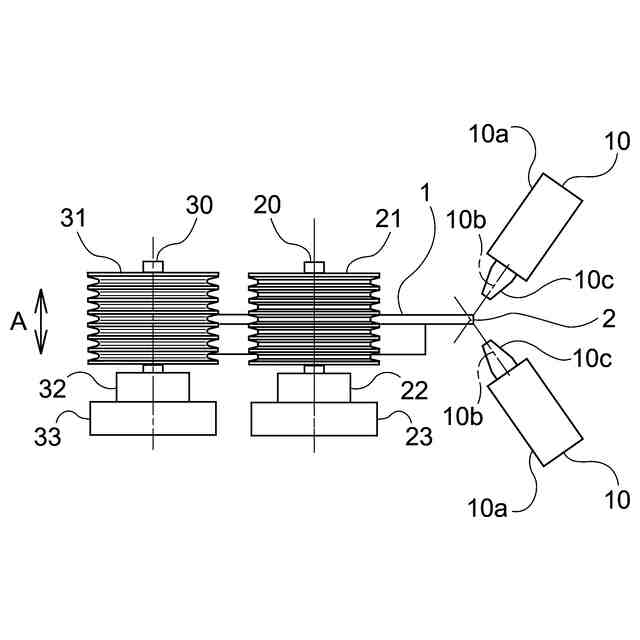
図7は、図2のZ-Z線断面図である。
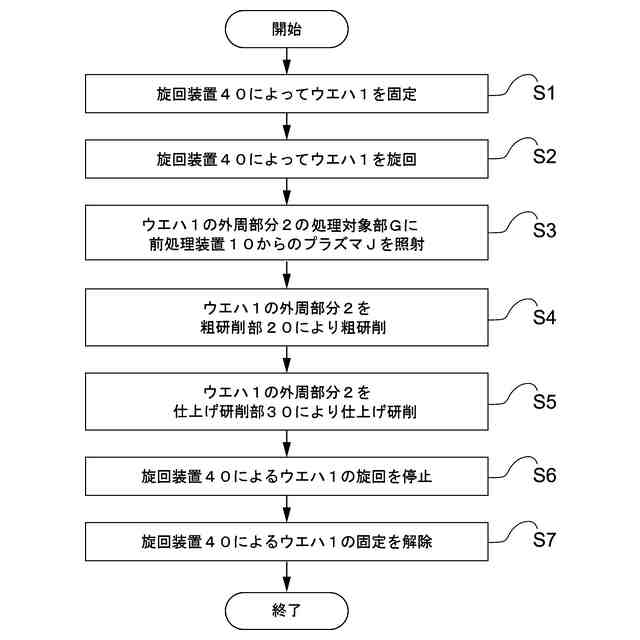
図8は、第1実施形態に係る研削装置を用いた研削方法を説明するためのフローチャートである。
図9は、第1実施形態に係る研削装置において、前処理装置によるプラズマの照射の条件を最適化する方法を説明するためのフローチャートである。
図10は、第1実施形態に係る研削装置において、研削の条件を最適化する方法を説明するためのフローチャートである。
図11は、第2実施形態に係る研削装置の主要部の模式的な平面図である。
図12は、第3実施形態に係る研削装置のブロック図である。
図13は、第3実施形態に係る研削装置の主要部の模式的な平面図である。
図14は、第3実施形態において、ウエハの外周部分における2つの角部のそれぞれにプラズマを照射している状態をまとめて模式的に示す断面図である。
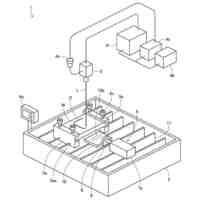
図15は、第4実施形態に研削装置の模式的な平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
ウェーハ欠陥検査システム、ウェーハ欠陥検査装置、及びウェーハ欠陥検査方法
1日前
株式会社松風
研磨用ゴム砥石
2か月前
株式会社ディスコ
画像形成方法
1日前
株式会社SUS
ワーク保持治具
1か月前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
1か月前
株式会社アイオーテック
外周加工装置
16日前
工機ホールディングス株式会社
作業機
1日前
株式会社ディスコ
被加工物の加工方法
2か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
加工方法
2か月前
株式会社東京精密
加工装置
2か月前
ノリタケ株式会社
超砥粒ホイール
2か月前
ノリタケ株式会社
研磨パッド
2か月前
秀和工業株式会社
処理装置および処理方法
2か月前
株式会社荏原製作所
研磨装置
1か月前
株式会社スギノマシン
ウォータージェット切断装置
22日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社ディスコ
加工装置
3か月前
株式会社ディスコ
加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社東京精密
ダイシング装置
2か月前
株式会社東京精密
ハブレスブレード
2か月前
株式会社クラッチ
ブラスト加工用ボックス
1か月前
株式会社ディスコ
貼り合わせウェーハの加工方法
1か月前
株式会社和井田製作所
エッジライン生成装置
1か月前
株式会社東京精密
加工装置
2か月前
株式会社ディスコ
加工装置
1か月前
ノリタケ株式会社
砥材及びその製造方法
2か月前
ノリタケ株式会社
砥粒内包型高強度研磨パッド
2か月前
株式会社東京精密
加工装置
2か月前
株式会社ディスコ
切削装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ