TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025155963
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025033623
出願日
2025-03-04
発明の名称
研削装置
出願人
株式会社東京精密
代理人
個人
,
個人
主分類
B24B
27/06 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】ブレードの調整といったブレードの調整作業効率を向上できる研削装置を提供する。
【解決手段】研削装置は、ウェーハを保持するテーブル11と、スピンドルにより回転されることでウェーハ1を切削する一又は複数のブレード12a,12bと、ブレードを調整する領域を有する3つ以上の調整部17a,17b,18a,18bと、調整部17a,17b,18a,18bとブレード12a,12bとを相対的に移動させる移動部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ウェーハを保持するテーブルと、
スピンドルにより回転されることで前記ウェーハを切削する一又は複数のブレードと、
前記ブレードを調整する領域を有する3つ以上の調整部と、
前記調整部と前記ブレードとを相対的に移動させる移動部と、
を備える研削装置。
続きを表示(約 860 文字)
【請求項2】
前記移動部は、
前記テーブル及び前記調整部が設けられ、X軸方向に移動可能なX軸移動部と、
前記ブレードをY軸方向に移動させるY軸移動部と、を備える
請求項1に記載の研削装置。
【請求項3】
前記3つ以上の調整部は、
前記Y軸方向に並ぶ第1調整部及び第2調整部と、
前記第1調整部及び前記第2調整部とは前記X軸方向における異なる位置で前記Y軸方向に並び、前記第1調整部及び前記第2調整部よりも前記Y軸方向の内側に位置する一対の第3調整部及び第4調整部と、を含む
請求項2に記載の研削装置。
【請求項4】
前記3つ以上の調整部は、
前記Y軸方向に一列に並んでいる
請求項2に記載の研削装置。
【請求項5】
前記3つ以上の調整部は、
前記テーブルの中心よりも一側側に配置され、
前記一側側は、前記ウェーハに供給される切削水の供給側に対して反対側である
請求項4に記載の研削装置。
【請求項6】
前記調整部は、前記ブレードをドレッシングするためのドレッシング部であり、
前記ドレッシング部は、第1粗さの領域を備えた第1ドレッシング部と、前記第1粗さより細かい第2粗さの領域を備えた第2ドレッシング部と、を備える
請求項1ないし5のうち何れか1項に記載の研削装置。
【請求項7】
前記3つ以上の調整部は、
全てが前記ブレードをドレッシングするためのドレッシング部であり、
前記ドレッシング部は、全てが同じ粗さ又は全てが異なる粗さである
請求項1ないし5のうち何れか1項に記載の研削装置。
【請求項8】
前記調整部は、前記ブレードをドレッシングするドレッシング部と、前記ブレードをツルーイングするツルーイング部と、を備える
請求項1ないし5のうち何れか1項に記載の研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ブレードを調整する研削装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
半導体装置や電子部品などの各種素子が形成されるウェーハは、ダイシングラインに沿ってダイシングされることにより個々のチップに分割される。
例えば、特許文献1の切削装置では、停止しているドレッサーボードの径方向に切削ブレードを回転させながら移動させてフラットドレスを行うことが記載されている。そして、この切削装置は、ドレッサーボードの一端から他端まで移動させる。これにより、ドレッサーボードには、一端から他端に延びる切削痕領域が形成される。この後、ドレッサーボードは回転されることで、切削ブレードの先端が非切削痕領域と対向させる。そして、次のフラットドレスが行われる。
【先行技術文献】
【特許文献】
【0003】
特開2013-82021号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、このようなブレードの研削では、ドレッシング及びツルーイング等のブレードの加工といったブレードの調整作業の効率向上が望まれている。
【課題を解決するための手段】
【0005】
上記課題を解決する研削装置は、ウェーハを保持するテーブルと、スピンドルにより回転されることで前記ウェーハを切削する一又は複数のブレードと、前記ブレードを調整する領域を有する3つ以上の調整部と、前記調整部と前記ブレードとを相対的に移動させる移動部と、を備える。
【発明の効果】
【0006】
本発明によれば、ブレードの加工といったブレードの調整作業効率を向上できる。
【図面の簡単な説明】
【0007】
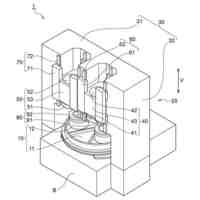
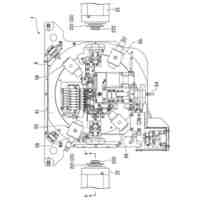
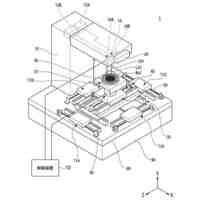
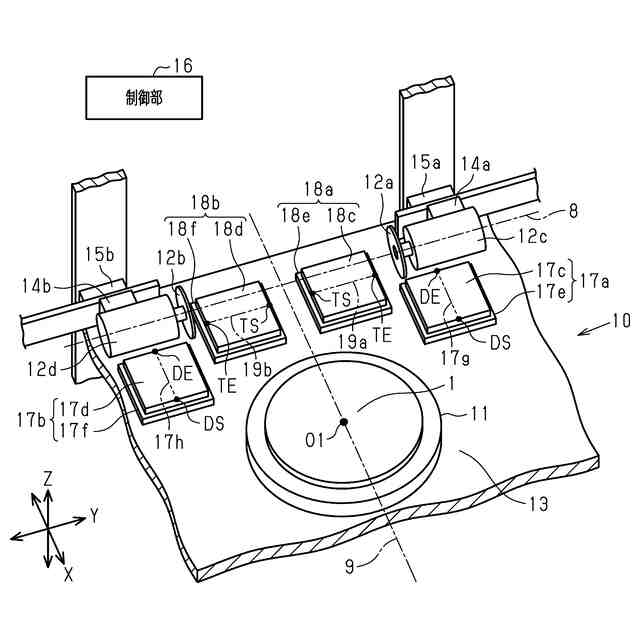
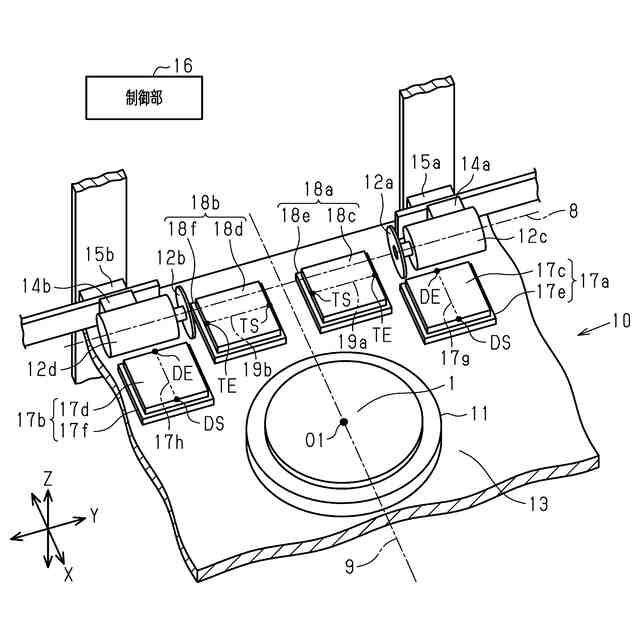
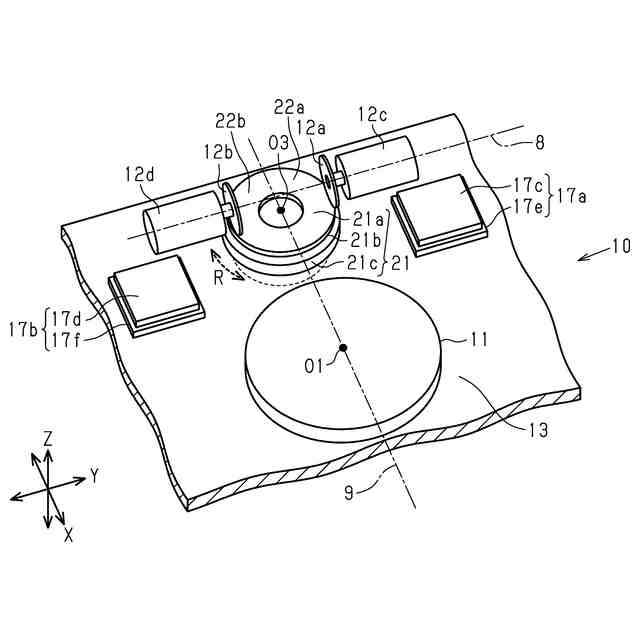
図1は、第1実施形態の研削装置の斜視図である。
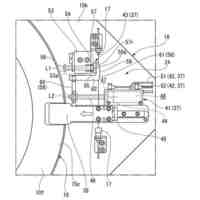
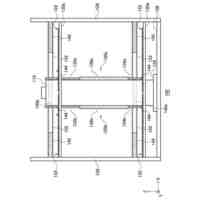
図2は、第1実施形態の研削装置におけるツルーイング時の動作を示す平面図である。
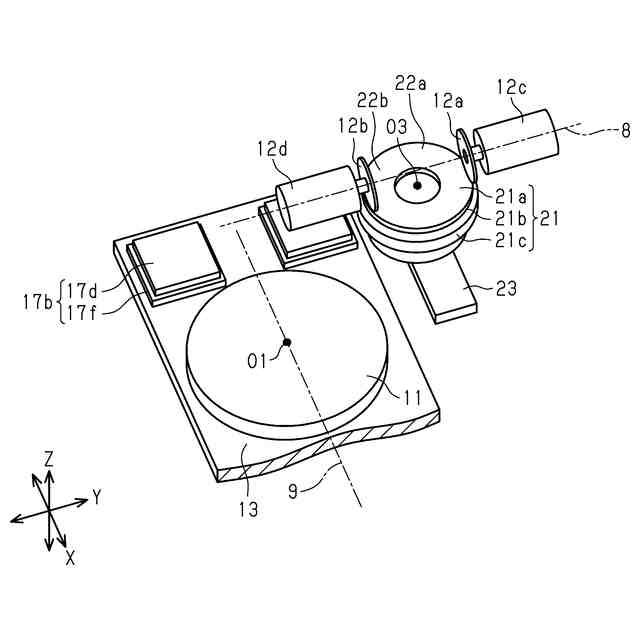
図3は、第2実施形態の研削装置の斜視図である。
図4は、第2実施形態の研削装置におけるツルーイング時の動作を示す平面図である。
図5は、第3実施形態の研削装置の斜視図である。
図6は、第4実施形態の研削装置の斜視図である。
図7は、第4実施形態の研削装置におけるツルーイング時の動作を示す平面図である。
図8は、第5実施形態の研削装置の斜視図である。
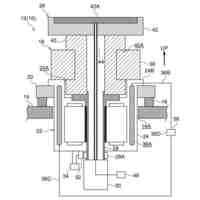
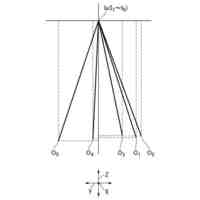
図9は、第4実施形態及び第5実施形態におけるツルーイング時の開始時点の動作(第1例)を示す正面図である。
図10は、第4実施形態及び第5実施形態におけるツルーイング時の動作(第1例)を示す平面図である。
図11は、第4実施形態及び第5実施形態におけるツルーイング時の動作(第1例)を示す断面図である。
図12は、第4実施形態及び第5実施形態におけるツルーイング時の動作(第1例)を示す断面図である。
図13は、第4実施形態及び第5実施形態におけるツルーイング時の動作(第2例)を示す断面図である。
図14は、図13の拡大断面図である。
図15は、第4実施形態及び第5実施形態におけるツルーイング時の動作(第2例)を示す斜視図である。
図16は、第4実施形態及び第5実施形態におけるツルーイング時の動作(第2例)を示す斜視図である。
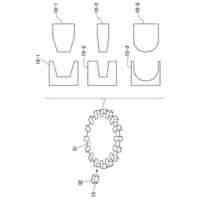
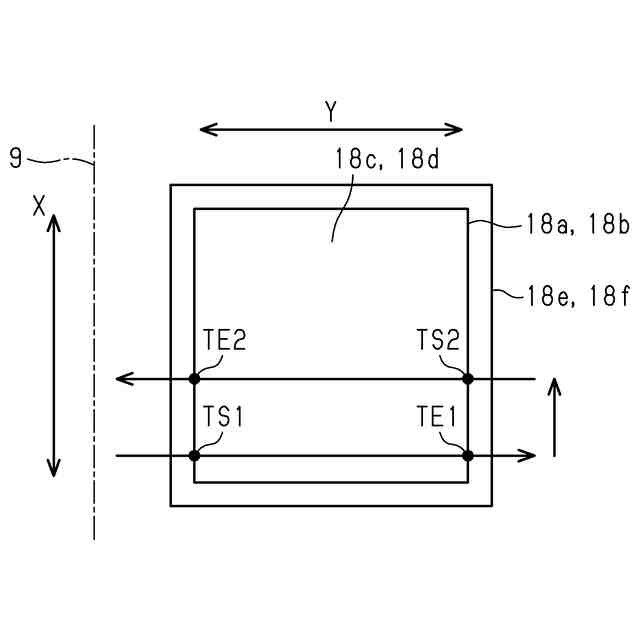
図17は、調整部の配置例を示す模式図である。
図18は、調整部の配置の変形例を示す模式図である。
図19は、調整部の配置の変形例を示す模式図である。
【発明を実施するための形態】
【0008】
図1~図19を参照して、研削装置及びツルーイング方法の実施形態について説明する。
(第1実施形態)
図1に示す研削装置10は、後述する第1実施形態の研削装置に関連する研削装置である。研削装置10は、ブレード12a,12bとウェーハ1を保持するテーブル11を相対移動させることで、ウェーハ1を格子状のダイシングラインに沿って切断加工するものである。難削材であるウェーハ1は、例えば炭化ケイ素(SiC)で形成された炭化ケイ素ウェーハである。なお、ウェーハ1は、炭化ケイ素で形成されているものに限られない。例えば、シリコン、サファイア、窒化ガリウム(GaN)、酸化ガリウム(Ga2O
3
)、ガリウムヒ素(GaAs)等であってもよい。
【0009】
このような研削装置10は、テーブル11と、第1ブレード12a及び第2ブレード12bと、X軸移動部としてのXキャリッジ13と、第1Y軸移動部14a及び第2Y軸移動部14bと、第1Z軸移動部15a及び第2Z軸移動部15bと、制御部16と、を備えている。更に、研削装置10は、第1ドレッシング部17a及び第2ドレッシング部17bと、第1ツルーイング部18a及び第2ツルーイング部18bと、を備えている。第1ドレッシング部17a及び第1ツルーイング部18aは、第1ブレード12aを調整する調整部である。第2ドレッシング部17b及び第2ツルーイング部18bは、第2ブレード12bを調整する調整部である。
【0010】
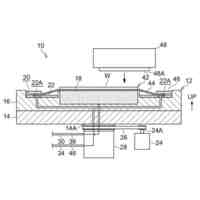
テーブル11は、水平面である表面にウェーハ1を保持する。テーブル11は、ウェーハ1を、ウェーハ1の裏面から吸引することで保持する。
第1ブレード12a及び第2ブレード12bの各々は、テーブル11に保持されたウェーハ1を切削する。ブレード12a,12bの各々は、リング形状を有する極薄の切削砥石である。ブレード12a,12bの各々は、第1スピンドル12c及び第2スピンドル12dの各々に着脱自在に装着される。スピンドル12c,12dの各々は、ハウジングにそれぞれ回転可能に支持されている。そして、スピンドル12c,12dの各々は、ハウジングにそれぞれ収納されているブレード駆動源に連結されている。ブレード12a,12bの各々は、各ブレード駆動源により発生した回転力により回転駆動する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
28日前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
29日前
株式会社東京精密
研削装置
23日前
株式会社東京精密
加工装置
27日前
株式会社東京精密
加工装置
29日前
株式会社東京精密
研削装置
27日前
株式会社東京精密
加工装置
29日前
株式会社東京精密
プローバ
29日前
株式会社東京精密
搬送装置
27日前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
亀裂測定器
27日前
株式会社東京精密
亀裂測定器
27日前
株式会社東京精密
電池検査装置
1か月前
株式会社東京精密
レーザ加工装置
27日前
株式会社東京精密
半導体製造装置
27日前
株式会社東京精密
レーザ加工装置
27日前
株式会社東京精密
レーザ加工装置
27日前
株式会社東京精密
テープ貼付装置
27日前
株式会社東京精密
ダイシング装置
23日前
株式会社東京精密
ダイシング装置
27日前
株式会社東京精密
ハブレスブレード
29日前
株式会社東京精密
加工装置及び加工方法
27日前
株式会社東京精密
収容ボックスシステム
28日前
株式会社東京精密
ウェーハの面取り装置
27日前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
ウェーハの面取り装置
27日前
株式会社東京精密
ケーブルのガイド方法
27日前
株式会社東京精密
吸着装置及び研削装置
27日前
株式会社東京精密
CMP装置及び研磨方法
28日前
株式会社東京精密
ウェーハセンシング装置
29日前
株式会社東京精密
面取り装置及び面取り方法
29日前
株式会社東京精密
加工方法、及び、加工装置
28日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ