TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153121
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055426
出願日
2024-03-29
発明の名称
加工装置及び加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
B23K
26/046 20140101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、被覆膜を有する被加工物をレーザ加工する場合において、被加工物の表面位置を高精度で測定し、高精度で被加工物を加工することが可能な加工装置及び加工方法を提供する。
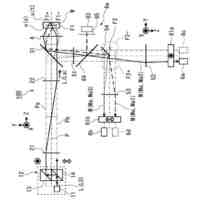
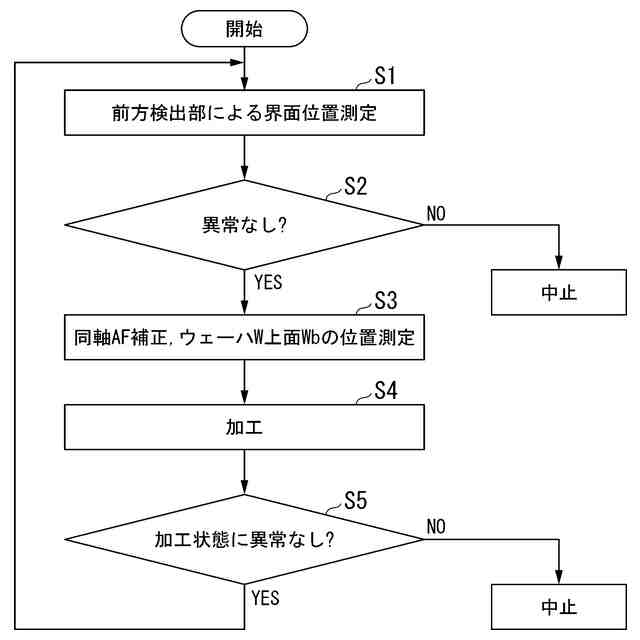
【解決手段】本発明の一実施形態に係る加工装置は、被覆膜を有する被加工物に対して、前記被覆膜側から加工用レーザ光を照射する加工装置であって、前記加工用レーザ光を照射する加工用レーザ照射部と、前記加工用レーザ光の光軸と同一の光軸を有する測定用レーザ光を照射し、前記測定用レーザ光の反射光に基づいて前記被加工物の表面の位置を測定する同軸測定部と、前記加工用レーザ光が照射される前の前記被覆膜が有する界面の位置を測定する前方測定部と、を備え、前記前方測定部により測定された前記被覆膜が有する界面の位置を基に、前記同軸測定部が照射する前記測定用レーザ光の集光位置を補正する。
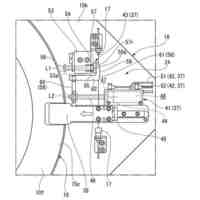
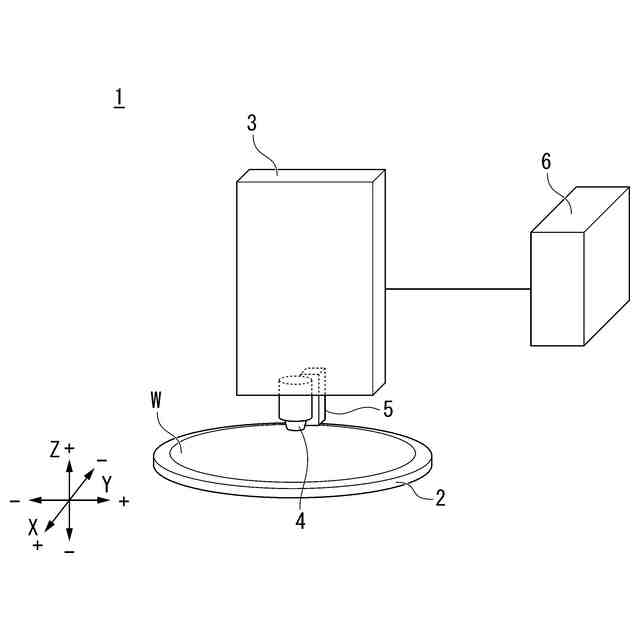
【選択図】図3
特許請求の範囲
【請求項1】
被覆膜を有する被加工物に対して、前記被覆膜側から加工用レーザ光を照射する加工装置であって、
前記加工用レーザ光を照射する加工用レーザ照射部と、
前記加工用レーザ光の光軸と同一の光軸を有する測定用レーザ光を照射し、前記測定用レーザ光の反射光に基づいて前記被加工物の表面の位置を測定する同軸測定部と、
前記加工用レーザ光が照射される前の前記被覆膜が有する界面の位置を測定する前方測定部と、を備え、
前記前方測定部により測定された前記被覆膜が有する界面の位置を基に、前記同軸測定部が照射する前記測定用レーザ光の集光位置を補正する、加工装置。
続きを表示(約 490 文字)
【請求項2】
前記前方測定部は、前記加工用レーザ光の走査位置に対してずれた位置で、前記加工用レーザ光を照射する前の前記被覆膜が有する界面の位置を測定する、請求項1に記載の加工装置。
【請求項3】
前記前方測定部により測定された、前記被覆膜が有する界面の位置に基づいて、前記被加工物の異常検出を行う、請求項1又は2に記載の加工装置。
【請求項4】
被覆膜を有する被加工物に対して、前記被覆膜側から加工用レーザ光を照射する加工方法であって、
前記加工用レーザ光を照射する加工用レーザ照射ステップと、
前記加工用レーザ光の光軸と同一の光軸を有する測定用レーザ光を照射し、前記測定用レーザ光の反射光に基づいて前記被加工物の表面の位置を測定する同軸測定ステップと、
前記加工用レーザ光が照射される前の前記被覆膜が有する界面の位置を測定する前方測定ステップと、を含み、
前記前方測定ステップで測定された前記被覆膜が有する界面の位置を基に、前記同軸測定ステップで照射する前記測定用レーザ光の集光位置を補正する、加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置及び加工方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
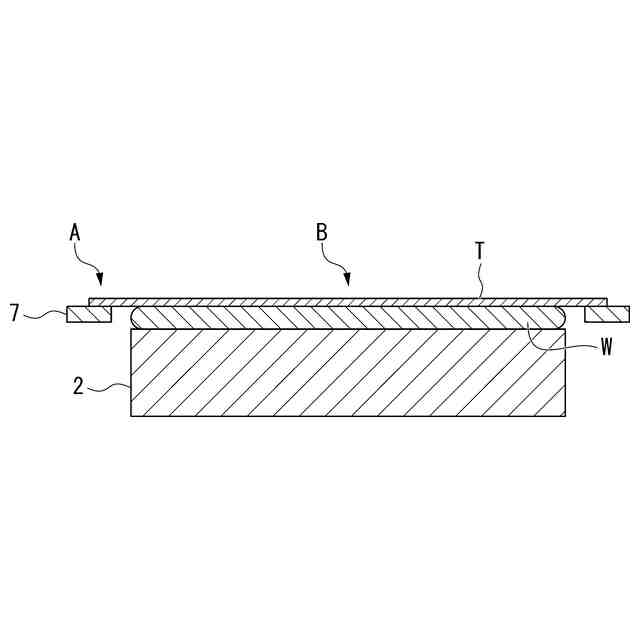
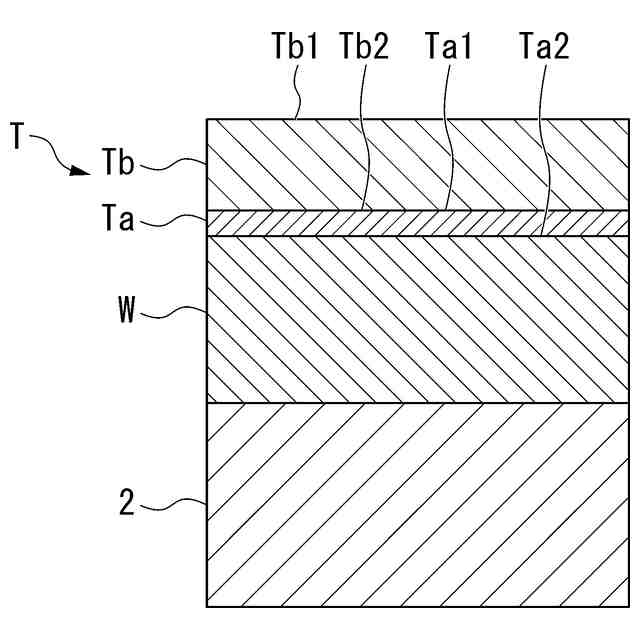
半導体ウェーハ等の被加工物の加工において、テープに貼り付けられた被加工物をレーザ加工することがある。当該レーザ加工では、テープに対して透過性を有するレーザ光をテープ側から照射して、被加工物を加工する(例えば特許文献1)。すなわち、テープを介してレーザ光が被加工物に入射して、当該被加工物に改質領域が形成される。
【0003】
一般に、テープを介してレーザ光を被加工物に入射させて当該被加工物を加工する技術では、被加工物の表面位置(テープと被加工物の接触面の位置)を測定するためのレーザ光(測定用レーザ光)をテープ側から照射し、被加工物の表面位置を測定する。測定された表面位置の情報を利用して被加工物の内部における所定の位置に加工用のレーザ光を集光させる。加工用のレーザ光の集光位置には改質領域が形成する。
【先行技術文献】
【特許文献】
【0004】
特開2002-192367号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
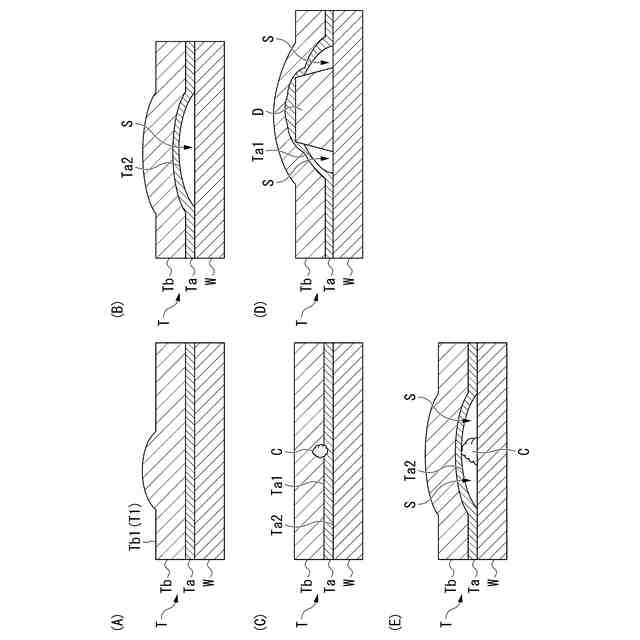
被加工物に貼付されるテープは、通常、基材層と粘着層とで構成され、各層の厚さには位置によるばらつきがある。測定用レーザ光をテープ側から照射して被加工物の表面位置を検出する方法では、このばらつきにより、被加工物の表面位置の測定結果と実際の表面位置に差異が生じることがある。その結果、加工用のレーザの集光位置が目標位置から外れる可能性がある。また、被加工物の表面にストリート(加工ライン)やデバイス面がある場合は、これらに起因した凹凸によって、テープが密着せず、テープと被加工物との間に隙間が生じる可能性がある。この隙間も被加工物の表面位置の測定に影響するため、正確な測定結果が得られないことがある。
【0006】
また、テープに限らず、表面に酸化膜等を有する被加工物を当該酸化膜側から測定用のレーザ光を照射する場合にも、上記と同様のことが生じうる。
【0007】
本発明は、上記事情に鑑みてなされたものであり、被覆膜を有する被加工物をレーザ加工する場合において、被加工物の表面位置を高精度で測定し、高精度で被加工物を加工することが可能な加工装置及び加工方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
<1> 本発明の一態様に係る加工装置は、被覆膜を有する被加工物に対して、上記被覆膜側から加工用レーザ光を照射する加工装置であって、上記加工用レーザ光を照射する加工用レーザ照射部と、上記加工用レーザ光の光軸と同一の光軸を有する測定用レーザ光を照射し、上記測定用レーザ光の反射光に基づいて上記被加工物の表面の位置を測定する同軸測定部と、上記加工用レーザ光が照射される前の上記被覆膜が有する界面の位置を測定する前方測定部と、を備え、上記前方測定部により測定された上記被覆膜が有する界面の位置を基に、上記同軸測定部が照射する上記測定用レーザ光の集光位置を補正する。
<2> 上記<1>に記載の加工装置において、上記前方測定部は、上記加工用レーザ光の走査位置に対してずれた位置で、上記加工用レーザ光を照射する前の上記被覆膜が有する界面の位置を測定してもよい。
<3> 上記<1>又は<2>に記載の加工装置は、上記前方測定部により測定された、上記被覆膜が有する界面の位置に基づいて、上記被加工物の異常検出を行ってもよい。
【0009】
<4> 本発明の別の態様に係る加工方法は、被覆膜を有する被加工物に対して、上記被覆膜側から加工用レーザ光を照射する加工方法であって、上記加工用レーザ光を照射する加工用レーザ照射ステップと、上記加工用レーザ光の光軸と同一の光軸を有する測定用レーザ光を照射し、上記測定用レーザ光の反射光に基づいて上記被加工物の表面の位置を測定する同軸測定ステップと、上記加工用レーザ光が照射される前の上記被覆膜が有する界面の位置を測定する前方測定ステップと、を含み、上記前方測定ステップで測定された上記被覆膜が有する界面の位置を基に、上記同軸測定ステップで照射する上記測定用レーザ光の集光位置を補正する。
【発明の効果】
【0010】
本発明によれば、被覆膜を有する被加工物をレーザ加工する場合において、被加工物の表面位置を高精度で測定し、高精度で被加工物を加工することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
株式会社東京精密
ウェーハセンシング装置
1か月前
株式会社東京精密
加工方法、及び、加工装置
1か月前
株式会社東京精密
面取り装置及び面取り方法
1か月前
株式会社東京精密
面取り装置、及び、面取り方法
1か月前
株式会社東京精密
亀裂検出装置及び亀裂検出方法
1か月前
株式会社東京精密
プローバおよびウェーハ冷却方法
1か月前
株式会社東京精密
レーザー加工装置の光軸補正方法
1か月前
株式会社東京精密
保護膜検査方法及び保護膜検査装置
1か月前
株式会社東京精密
レーザ加工装置及びレーザ加工方法
1か月前
株式会社東京精密
レーザ加工方法及びレーザ加工装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ