TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154448
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057452
出願日
2024-03-29
発明の名称
レーザー加工装置の光軸補正方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
B23K
26/02 20140101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザー加工部の光軸と亀裂測定部の光軸との相対位置のずれを検出することを可能にするレーザー加工装置の光軸補正方法を提供する。
【解決手段】亀裂の測定位置から第1の所定距離離れた位置を亀裂測定部の集光レンズの光軸が通るように亀裂測定部の集光レンズを配置し、亀裂測定部の集光レンズの光軸から偏心した検出光により被加工物を偏心照射して、被加工物からの反射光を検出する工程と、亀裂測定位置から第1所定距離離れた位置とは反対方向に第2所定距離離れた位置を亀裂測定部の集光レンズの光軸が通るように亀裂測定部の集光レンズを配置し、亀裂測定部の集光レンズの光軸から偏心した検出光により被加工物を偏心照射して、被加工物からの反射光を検出する工程と、検出された検出値からレーザー加工部と亀裂測定部の光軸のずれを算出する、レーザー加工装置の光軸補正方法を採用する。
【選択図】なし
特許請求の範囲
【請求項1】
レーザー加工装置に備えられるレーザー加工部と亀裂測定部の光軸のずれを検出する方法であって、
亀裂の測定位置から第1の所定距離離れた位置を亀裂測定部の集光レンズの光軸が通るように亀裂測定部の集光レンズを配置し、亀裂測定部の集光レンズの光軸から偏心した検出光により被加工物を偏心照射して、被加工物からの反射光を検出する工程と、
亀裂の測定位置から前記第1所定距離離れた位置とは反対方向に第2所定距離離れた位置を亀裂測定部の集光レンズの光軸が通るように亀裂測定部の集光レンズを配置し、亀裂測定部の集光レンズの光軸から偏心した検出光により被加工物を偏心照射して、被加工物からの反射光を検出する工程と、
前記検出された検出値からレーザー加工部と亀裂測定部の光軸のずれを算出する、レーザー加工装置の光軸補正方法。
続きを表示(約 430 文字)
【請求項2】
被加工物の厚さ方向に集光点を移動させ、裏面での反射光を検出する工程を含む、請求項1に記載のレーザー加工装置の光軸補正方法。
【請求項3】
前記第1所定距離および前記第2所定距離は、被加工物の厚さ分の移動量で集光点を移動させたときに被加工物の下面での反射光が亀裂測定位置における被加工物の厚さ部分をすべて通るように距離を設定する、請求項1に記載のレーザー加工装置の光軸補正方法。
【請求項4】
前記第1所定距離および前記第2所定距離は、被加工物の厚さ分の移動量で集光点を移動させたときに被加工物の下面で一回反射した反射光が亀裂測定位置における被加工物の厚さ部分をすべて通るように距離を設定する、請求項1に記載のレーザー加工装置の光軸補正方法。
【請求項5】
算出された光軸のずれにより、レーザー加工部と亀裂測定部の光軸のずれを補正する、請求項1に記載のレーザー加工装置の光軸補正方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザー加工装置の光軸補正方法に関する。
続きを表示(約 4,400 文字)
【背景技術】
【0002】
従来、半導体ウェーハ等の被加工物の内部に集光点を合わせてレーザー光を分割予定ラインに沿って照射し、分割予定ラインに沿って被加工物内部に、切断の起点となる亀裂を形成するレーザー加工装置(レーザダイシング装置ともいう。)が知られている。亀裂が形成された被加工物は、その後、エキスパンド又はブレーキングといった割断プロセスによって分割予定ラインで割断されて個々のチップに分断される(例えば、特許文献1参照)。
【0003】
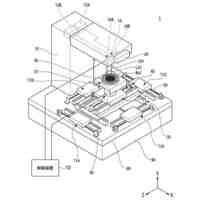
このようなレーザー加工を行うレーザー加工装置として、ウェーハの一面に向けてレーザー光を照射することで亀裂を形成するレーザーユニット(以下、レーザー加工部という)と、レーザー加工部に固定され且つウェーハに設けられた亀裂の深さを測定する亀裂測定部と、を備えるものが知られている(特許文献2参照)。
【0004】
特許文献2に記載のレーザー加工装置においては、レーザー加工部の光軸と、亀裂測定部の光軸とが位置ずれを起こすことがある。例えば、レーザー加工装置が設置されている工場(クリーンルーム)の室内温度等の環境が時間的に変化することで、レーザー加工部の光軸と亀裂測定部の光軸との相対位置がずれる場合がある。光軸の相対位置がずれると、亀裂の検出が困難になる場合がある。
【0005】
ここで、2つの光軸を有するレーザー加工装置において、光軸ずれを補正するために、赤外線撮影光学系を用いてウェーハに形成した改質領域を撮影し、改質領域と赤外線撮影光学系の光軸の位置を合せることによって光軸ずれを補正する技術は知られている(特許文献3参照)。しかし、レーザー加工部と亀裂測定部とを備えたレーザー加工装置において、レーザー加工部の光軸と亀裂測定部の光軸との相対位置のずれを検出する手段は知られていなかった。
【先行技術文献】
【特許文献】
【0006】
特開2017-133997号公報
特開2022-117054号公報
特開2020-088365号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、レーザー加工部の光軸と亀裂測定部の光軸との相対位置のずれを検出することを可能にするレーザー加工装置の光軸補正方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明は以下の構成を採用する。
[1] レーザー加工装置に備えられるレーザー加工部と亀裂測定部の光軸のずれを検出する方法であって、
亀裂の測定位置から第1の所定距離離れた位置を亀裂測定部の集光レンズの光軸が通るように亀裂測定部の集光レンズを配置し、亀裂測定部の集光レンズの光軸から偏心した検出光により被加工物を偏心照射して、被加工物からの反射光を検出する工程と、
亀裂の測定位置から前記第1所定距離離れた位置とは反対方向に第2所定距離離れた位置を亀裂測定部の集光レンズの光軸が通るように亀裂測定部の集光レンズを配置し、亀裂測定部の集光レンズの光軸から偏心した検出光により被加工物を偏心照射して、被加工物からの反射光を検出する工程と、
前記検出された検出値からレーザー加工部と亀裂測定部の光軸のずれを算出する、レーザー加工装置の光軸補正方法。
[2] 被加工物の厚さ方向に集光点を移動させ、裏面での反射光を検出する工程を含む、請求項1に記載のレーザー加工装置の光軸補正方法。
[3] 前記第1所定距離および前記第2所定距離は、被加工物の厚さ分の移動量で集光点を移動させたときに被加工物の下面での反射光が亀裂測定位置における被加工物の厚さ部分をすべて通るように距離を設定する、請求項1に記載のレーザー加工装置の光軸補正方法。
[4] 前記第1所定距離および前記第2所定距離は、被加工物の厚さ分の移動量で集光点を移動させたときに被加工物の下面で一回反射した反射光が亀裂測定位置における被加工物の厚さ部分をすべて通るように距離を設定する、請求項1に記載のレーザー加工装置の光軸補正方法。
[5] 算出された光軸のずれにより、レーザー加工部と亀裂測定部の光軸のずれを補正する、請求項1に記載のレーザー加工装置の光軸補正方法。
【0009】
なお、本発明は、以下の構成を備えていてもよい。
[A] 被加工物に亀裂を形成するレーザー加工部と、前記亀裂の深さを測定する亀裂測定部とを備えたレーザー加工装置において、前記レーザー加工部のレーザー光の光軸と、前記亀裂測定部の集光レンズの光軸との相対位置ずれ量を検出する方法であって、
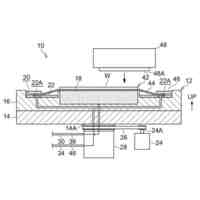
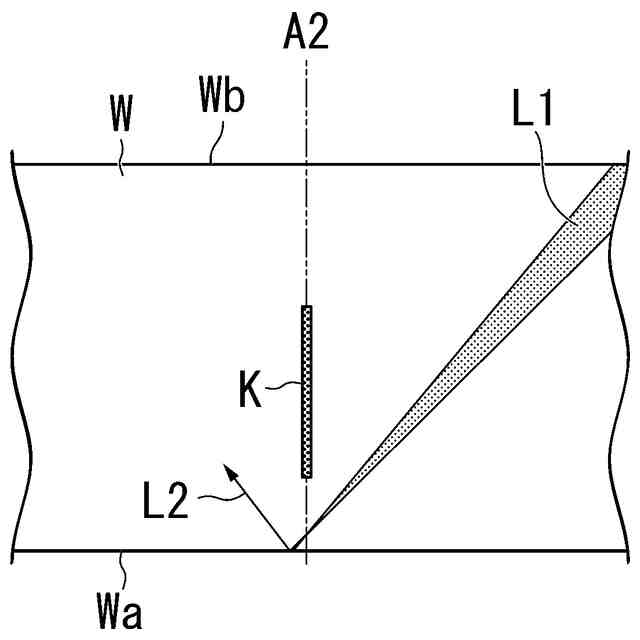
レーザー加工部によって亀裂が列状に形成されてなる前記被加工物の垂直方向上側に、前記集光レンズを配置する際に、前記集光レンズの前記光軸の位置を、前記亀裂の列の長手方向および前記垂直方向と直交する方向に向けて、亀裂の測定位置から下記(1)式に規定するΔY1まで離れた位置に移動させる第1配置工程と、
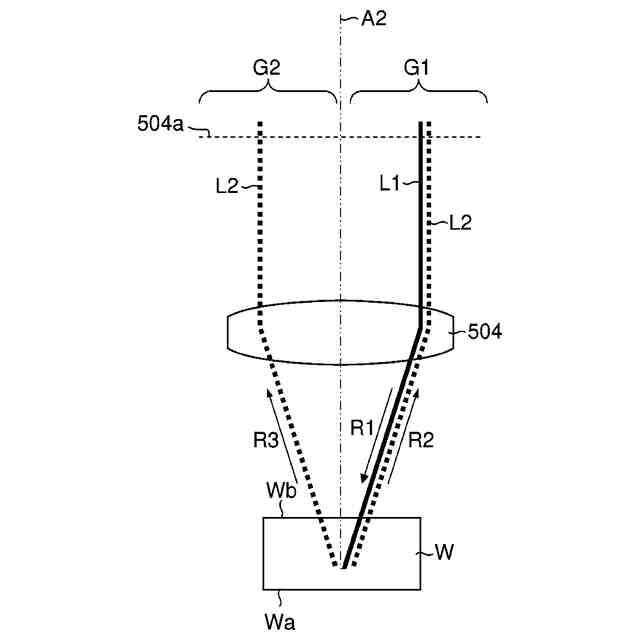
前記被加工物に対して前記集光レンズを前記垂直方向に移動させながら、前記集光レンズの光軸から偏心した第1検出光により前記被加工物を偏射照明して、前記被加工物からの反射光を検出し、前記反射光に対応する検出信号に基づいて前記被加工物の内部に形成された亀裂の深さ方向の上端位置または下端位置を示す測定値Haを得る第1測定工程と、
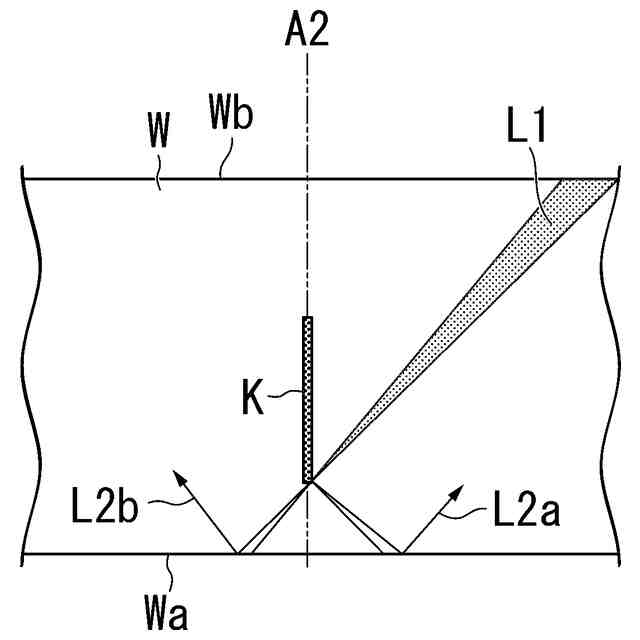
前記集光レンズの前記光軸の位置を、前記亀裂の列の長手方向および前記垂直方向と直交する方向であって、前記ΔY1の方向とは反対方向に向けて、亀裂の測定位置から下記(2)式に規定するΔY2まで離れた位置に移動させる第2配置工程と、
前記被加工物に対して前記集光レンズを垂直方向に移動させながら、前記集光レンズの光軸から偏心し且つ前記第1検出光とは異なる方向からの第2検出光により前記被加工物を偏射照明して、前記被加工物からの反射光を検出し、前記反射光に対応する検出信号に基づいて前記被加工物の内部に形成された亀裂の深さ方向の上端位置または下端位置を示す測定値Hbを得る第2測定工程と、
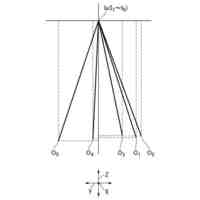
下記式(3)に基づき、前記被加工物の内部に形成された亀裂の位置と、前記集光レンズの前記光軸の位置との距離dを求める計算工程と、
を備えるレーザー加工装置の光軸補正方法。
ΔY1=mwtanα …(1)
ΔY2=mwtanβ …(2)
d=(Ha-Hb)/(1/tanα+1/tanβ) …(3)
上記(1)式~(3)式において、ΔY1、ΔY2は、集光レンズの亀裂の測定位置からの移動量であり、mは1以上の整数であり、wは被加工物の厚みであり、αは被加工物の垂直方向の厚みに対する第1検出光の入射角度(°)であり、βは被加工物の垂直方向の厚みに対する第2検出光の入射角度(°)である。
[B] 前記計算工程において求めた距離dに基づき、前記レーザー加工部のレーザー光の光軸位置に対する、前記亀裂測定部の集光レンズの光軸の位置を調整する調整工程を含む、[A]に記載のレーザー加工装置の光軸補正方法。
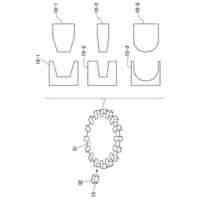
[C] 前記第1測定工程および前記第2測定工程において、前記第1検出光および前記第2検出光が、前記被加工物に対する入射されてから前記亀裂に照射されるまでの間に、前記検出光を、前記被加工物の底面において少なくとも1回以上反射させる、[A]に記載のレーザー加工装置の光軸補正方法。
[D] 被加工物に亀裂を形成するレーザー加工部と、
前記亀裂の深さを測定する亀裂測定部と、
制御部と、を備え、
前記制御部は、第1配置機能部、第1測定機能部、第2配置機能部、第2測定機能部および計算機能部を有しており、
前記第1配置機能部は、前記レーザー加工部によって亀裂が列状に形成されてなる前記被加工物の垂直方向上側に、前記集光レンズを配置する際に、前記集光レンズの前記光軸の位置を、前記亀裂の列の長手方向および前記垂直方向と直交する方向に向けて、亀裂の測定位置から下記(1)式に規定するΔY1まで離れた位置に移動させる光軸機能を有し、
前記第1測定機能部は、前記第1配置機能の動作後に、前記被加工物に対して前記集光レンズを垂直方向に移動させながら、前記集光レンズの光軸から偏心した第1検出光により前記被加工物を偏射照明して、前記被加工物からの反射光を検出し、前記反射光に対応する検出信号に基づいて前記被加工物の内部に形成された亀裂の深さ方向の上端位置または下端位置を示す測定値Haを得る機能を有し、
前記第2配置機能部は、前記集光レンズの前記光軸の位置を、前記亀裂の列の長手方向および前記垂直方向と直交する方向であって、前記ΔY1の方向とは反対方向に向けて、亀裂の測定位置から下記(2)式に規定するΔY2まで離れた位置に移動させる機能を有し、
前記第2測定機能部は、前記被加工物に対して前記集光レンズを垂直方向に移動させながら、前記集光レンズの光軸から偏心し且つ前記第1検出光とは異なる方向からの第2検出光により前記被加工物を偏射照明して、前記被加工物からの反射光を検出し、前記反射光に対応する検出信号に基づいて前記被加工物の内部に形成された亀裂の深さ方向の上端位置または下端位置を示す測定値Hbを得る機能を有し、
前記計算機能部は、下記式(6)に基づき、前記被加工物の内部に形成された亀裂の形成位置と、前記集光レンズの前記光軸の位置との距離dを求める機能を有する、レーザー加工装置。
ΔY1=mwtanα …(4)
ΔY2=mwtanβ …(5)
d=(Ha-Hb)/(1/tanα+1/tanβ) …(6)
上記(4)式~(6)式において、ΔY1、ΔY2は、集光レンズの亀裂の測定位置からの移動量であり、mは1以上の整数であり、wは被加工物の厚みであり、αは被加工物の垂直方向の厚みに対する第1検出光の入射角度(°)であり、βは被加工物の垂直方向の厚みに対する第2検出光の入射角度(°)である。
【発明の効果】
【0010】
本発明によれば、レーザー加工部の光軸と亀裂測定装置の光軸との相対位置のずれを検出することを可能にするレーザー加工装置の光軸補正方法を提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
電池検査装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ウェーハセンシング装置
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
株式会社東京精密
面取り装置及び面取り方法
1か月前
株式会社東京精密
加工方法、及び、加工装置
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ