TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154474
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057499
出願日
2024-03-29
発明の名称
ダイシング装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
B24B
49/12 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】簡単で高精度に変位センサの中心位置を顕微鏡の中心位置に合わせることが可能なダイシング装置を提供する。
【解決手段】制御部は、第1溝部と第2溝部の交差部における溝中心のX方向およびY方向の座標をそれぞれ顕微鏡による顕微鏡基準として記憶し、変位センサがX方向に相対移動して測定光が第2溝部を横切ったときの溝の第1中点の座標を変位センサにおけるX方向の第1測定基準とし、変位センサがY方向に相対移動して測定光が第1溝部を横切ったときの溝の第2中点の座標を変位センサにおけるY方向の第2測定基準とし、第1測定基準とX方向の顕微鏡基準との差をX方向に関する変位センサの測定位置における補正値とし、第2測定基準とY方向の顕微鏡基準との差をY方向に関する記変位センサの測定位置における補正値とする。
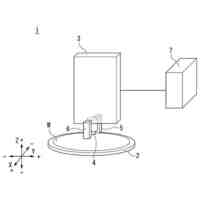
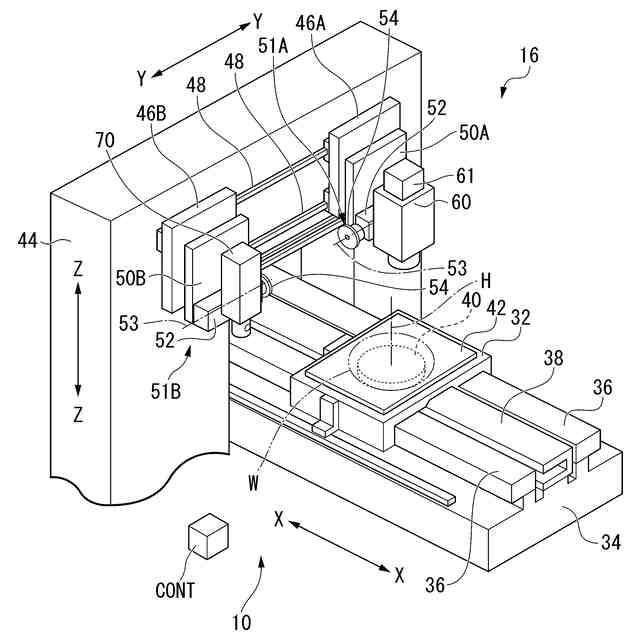
【選択図】図3
特許請求の範囲
【請求項1】
ワークを保持するチャックテーブルと、
前記チャックテーブルに対してXY方向に移動可能であり、前記ワークを観察可能な顕微鏡と、
前記チャックテーブルに対して前記XY方向に移動可能であり、前記ワークの法線方向の位置を測定する変位センサと、
前記チャックテーブルに設けられ、互いに交差する第1溝部および第2溝部を有する指標部と、
前記顕微鏡と前記変位センサの移動を制御する制御部と、
を備え、
前記制御部は、
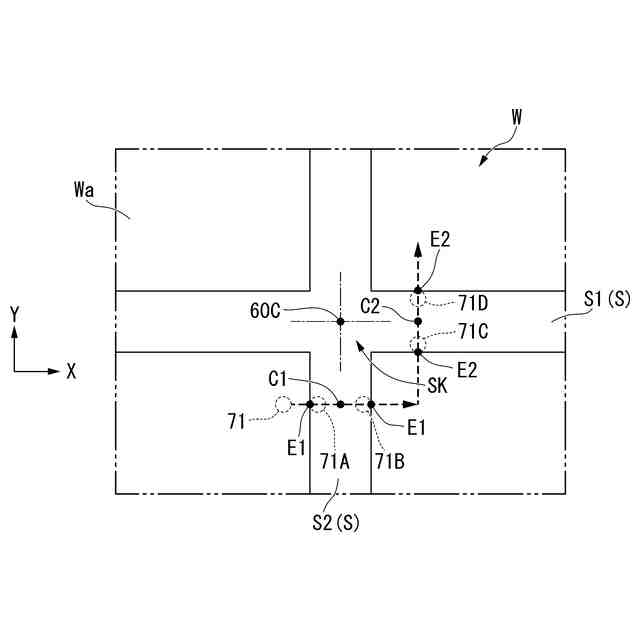
前記第1溝部と前記第2溝部の交差部における溝中心のX方向およびY方向の座標をそれぞれ前記顕微鏡による顕微鏡基準として記憶し、前記変位センサが前記X方向に相対移動して測定光が前記第2溝部を横切ったときの溝の第1中点の座標を前記変位センサにおける前記X方向の第1測定基準とし、
前記変位センサが前記Y方向に相対移動して前記測定光が前記第1溝部を横切ったときの溝の第2中点の座標を前記変位センサにおける前記Y方向の第2測定基準とし、
前記第1測定基準と前記X方向の前記顕微鏡基準との差を前記X方向に関する前記変位センサの測定位置における補正値とし、
前記第2測定基準と前記Y方向の前記顕微鏡基準との差を前記Y方向に関する前記変位センサの測定位置における補正値とする、ダイシング装置。
続きを表示(約 970 文字)
【請求項2】
前記制御部は、
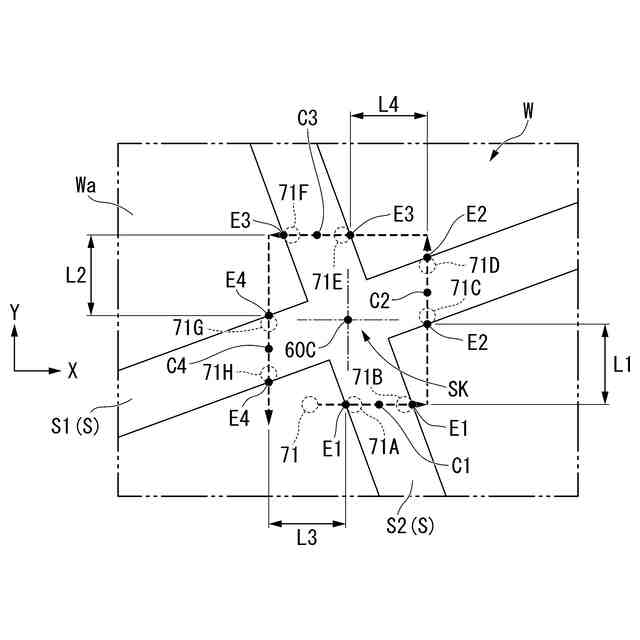
前記溝中心を前記顕微鏡基準として記憶した状態で、前記第1中点の測定位置とは前記交差部を挟んで前記Y方向の逆側の位置で前記変位センサが前記X方向に相対移動して前記第2溝部を横切ったときの溝の第3中点の座標に関する情報と前記第1中点の座標に関する情報とを用いて、前記変位センサにおける前記X方向の前記第1測定基準を設定し、
前記第2中点の測定位置とは前記交差部を挟んで前記X方向の逆側の位置で前記変位センサが前記Y方向に相対移動して前記第1溝部を横切ったときの溝の第4中点の座標に関する情報と前記第2中点の座標に関する情報とを用いて、前記変位センサにおける前記Y方向の前記第2測定基準を設定する、
請求項1に記載のダイシング装置。
【請求項3】
前記第1中点を測定する際に前記変位センサが前記X方向に相対移動する方向と、前記第3中点を測定する際に前記変位センサが前記X方向に相対移動する方向は互いに逆方向であり、
前記第2中点を測定する際に前記変位センサが前記Y方向に相対移動する方向と、前記第4中点を測定する際に前記変位センサが前記Y方向に相対移動する方向は互いに逆方向である、
請求項2に記載のダイシング装置。
【請求項4】
前記顕微鏡が搭載され前記Y方向に移動可能な第1駆動部と、
前記変位センサが搭載され前記第1駆動部とは独立して前記Y方向に移動可能な第2駆動部と、
を備え、
前記第1駆動部および前記第2駆動部は、 それぞれ前記チャックテーブルに保持された前記ワークを切削するブレードと、前記ブレードを前記Y方向と平行な回転軸周りに回転させるスピンドルと、を含む切削部を有する、
請求項1から3のいずれか一項に記載のダイシング装置。
【請求項5】
前記指標部は前記ワークの表面に設けられ、
前記第1溝部および前記第2溝部は、前記切削部によって前記ワークに形成された切り溝である、
請求項4に記載のダイシング装置。
【請求項6】
前記チャックテーブルを前記法線方向に延びる軸回りに回転させる回転テーブルを有する、
請求項5に記載のダイシング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイシング装置に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
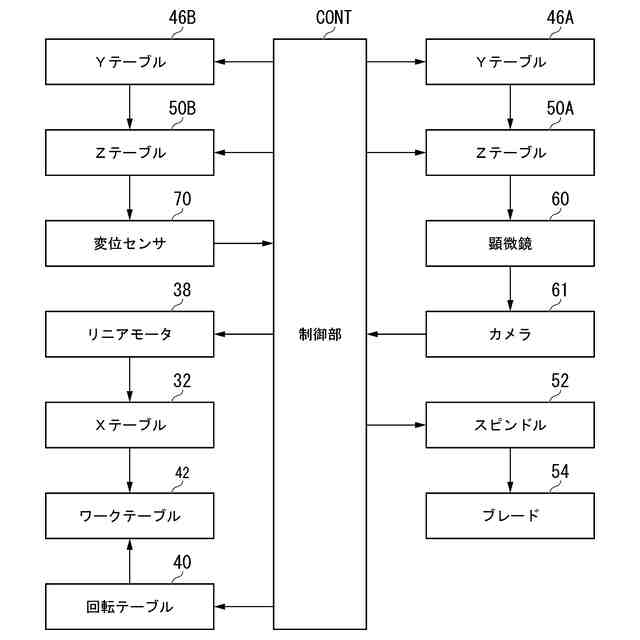
半導体素子や電子部品が形成されたウェーハ等のワークを個々のチップに分割するダイシング装置においては、スピンドルによって高速に回転されるブレードと、ワークを吸着保持するチャックテーブルと、チャックテーブルとブレードとの相対的位置を変化させるX、Y、Z、θ駆動部とを備えている。このダイシング装置では、顕微鏡で対象物を観察した結果に基づいてX方向、Y方向およびθ方向にアライメントし、各駆動部によりブレードとワークとを相対的に移動させながら、ブレードによってワークを切り込むことによりダイシング加工(切削加工)する。
【0003】
ダイシング装置において表面位置基準で切り込み深さを定義する場合、ウェーハの厚さばらつきの影響を排除するためにウェーハ表面を検出する機能がある。特許文献1には、空気の圧力変化に応じてウェーハ表面を検出するエアマイクロを用いる構成が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-125592号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、エアマイクロでは直径3mm程度のエリアの平均高さが測定されるため、ウェーハ表面に凹凸がある場合に正しい高さを測定することができなかった。また、測定時にウェーハ表面に対して40μm程度の距離まで測定ノズルを接近させる必要があるため、ウェーハ表面にバンプが形成されている場合、バンプと干渉してしまい測定ができないという問題があった。
【0006】
そこで、直径が数十μm程度の測定光をワークに照射し、反射光を受光することによって対象物までの距離を測定する変位センサが開発されている。変位センサは、照射領域が狭く、ワークとセンサヘッドとの距離が10mm程度まで広がるため、エアマイクロを用いた場合の問題は解消される。
【0007】
一方、エアマイクロは、顕微鏡と別の駆動部で駆動される。エアマイクロは、測定範囲が広いため顕微鏡との位置合わせが不要であったが、変位センサはピンポイントで対象物を測定する。そのため、簡単で高精度に変位センサの中心位置を顕微鏡の中心位置に合わせる方策が求められていた。
【0008】
本発明は、以上のような点を考慮してなされたもので、簡単で高精度に変位センサの中心位置を顕微鏡の中心位置に合わせることが可能なダイシング装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は下記の態様を有する。
ワークを保持するチャックテーブルと、前記チャックテーブルに対してXY方向に移動可能であり、前記ワークを観察可能な顕微鏡と、前記チャックテーブルに対して前記XY方向に移動可能であり、前記ワークの法線方向の位置を測定する変位センサと、前記チャックテーブルに設けられ、互いに交差する第1溝部および第2溝部を有する指標部と、前記顕微鏡と前記変位センサの移動を制御する制御部と、を備え、前記制御部は、前記第1溝部と前記第2溝部の交差部における溝中心の前記X方向および前記Y方向の座標をそれぞれ前記顕微鏡による顕微鏡基準として記憶し、前記変位センサが前記X方向に相対移動して前記測定光が前記第2溝部を横切ったときの溝の第1中点の座標を前記変位センサにおける前記X方向の第1測定基準とし、前記変位センサが前記Y方向に相対移動して前記測定光が前記第1溝部を横切ったときの溝の第2中点の座標を前記変位センサにおける前記Y方向の第2測定基準とし、前記第1測定基準と前記X方向の前記顕微鏡基準との差を前記X方向に関する前記変位センサの測定位置における補正値とし、前記第2測定基準と前記Y方向の前記顕微鏡基準との差を前記Y方向に関する前記変位センサの測定位置における補正値とする、ダイシング装置。
【発明の効果】
【0010】
本発明では、簡単で高精度に変位センサの中心位置を顕微鏡の中心位置に合わせることが可能なダイシング装置を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
2か月前
株式会社東京精密
プローバ
2か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
電池検査装置
2か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
株式会社東京精密
ウェーハセンシング装置
1か月前
株式会社東京精密
面取り装置及び面取り方法
1か月前
株式会社東京精密
加工方法、及び、加工装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ