TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025154276
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057188
出願日
2024-03-29
発明の名称
ダイシング装置およびダイシング装置のトリミング方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】デバイスが設けられたワークに高精度のトリミング加工が可能なダイシング装置を提供する。
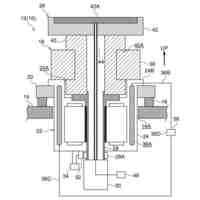
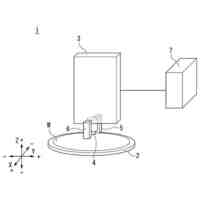
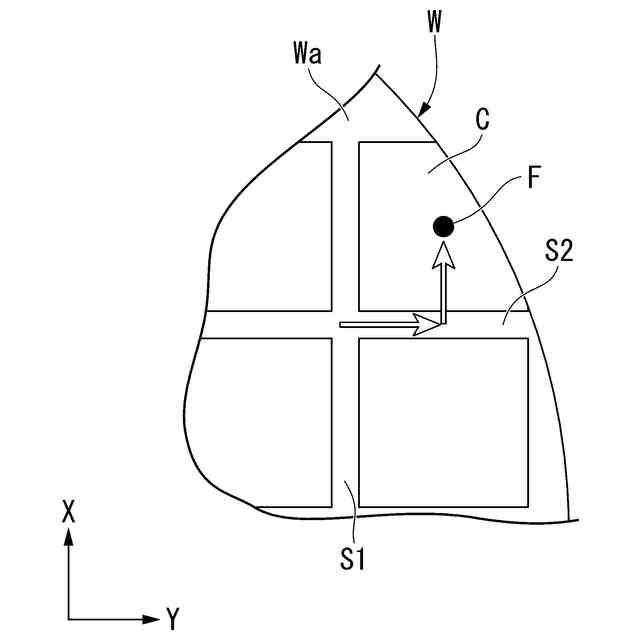
【解決手段】チャックテーブルと、回転テーブルと、顕微鏡と、変位センサと、切削部と、顕微鏡および変位センサの測定結果に基づいて、チャックテーブル、回転テーブル、顕微鏡および変位センサの移動を制御する制御部と、を備える。ワークは、X方向に延びる複数の第1溝部およびY方向に延びる複数の第2溝部で区画された領域に配置された複数のデバイスを有する。制御部は、ワークのデバイスのうち、Z軸を中心とする径方向で外側に位置する所定のデバイスの特定箇所について、Z軸を中心とする周方向の位置における法線方向の位置に関するワーク位置情報を変位センサの測定結果に基づき全周に亘って取得し、取得したワーク位置情報に基づき、ワークの外周部にZ方向に窪んだ段部をブレードに切削させる。
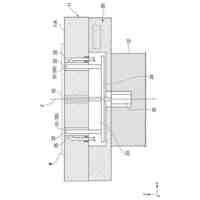
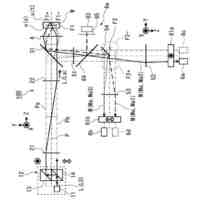
【選択図】図3
特許請求の範囲
【請求項1】
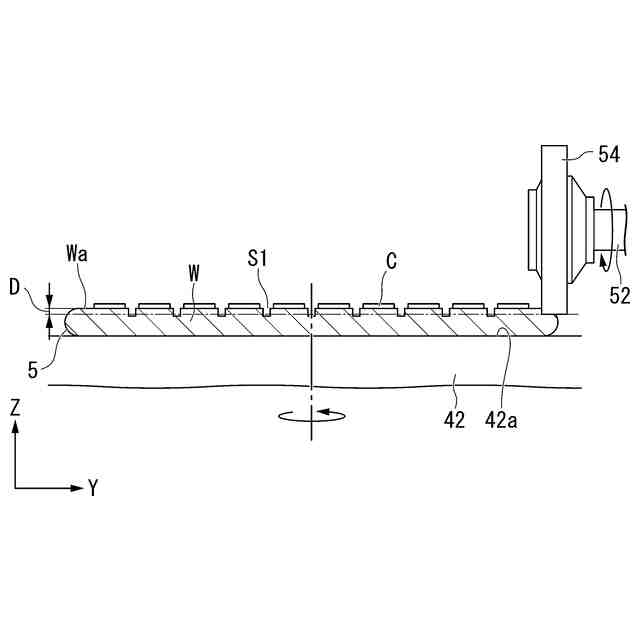
ワークを保持面で保持してX方向に移動可能なチャックテーブルと、
前記チャックテーブルをZ軸の回りに回転させる回転テーブルと、
Y方向に移動可能であり、前記ワークを観察可能な顕微鏡と、
前記Y方向に移動可能であり、前記ワークの法線方向の位置を測定する変位センサと、
前記チャックテーブルに保持された前記ワークを切削するブレードと、前記ブレードを前記法線方向と直交する回転軸の回りに回転させるスピンドルと、を含む切削部と、
前記顕微鏡および前記変位センサの測定結果に基づいて、前記チャックテーブル、前記回転テーブル、前記顕微鏡および前記変位センサの移動を制御する制御部と、
を備え、
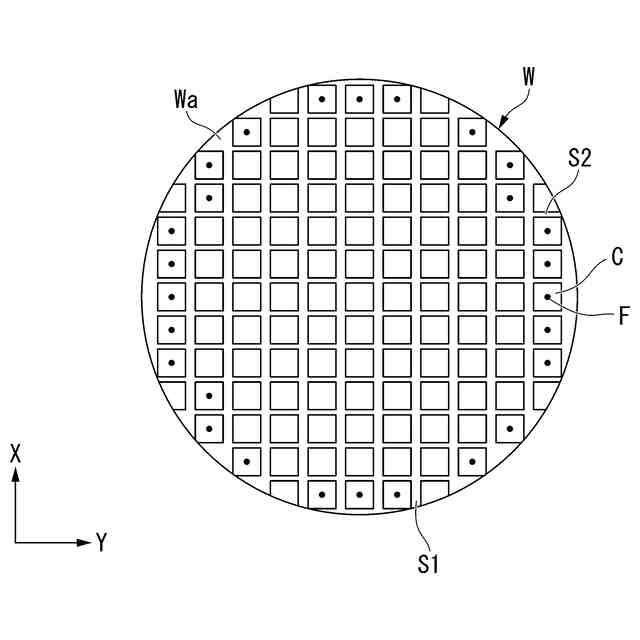
前記ワークは、前記X方向に延びる複数の第1溝部および前記Y方向に延びる複数の第2溝部で区画された領域に配置された複数のデバイスを有し、
前記制御部は、
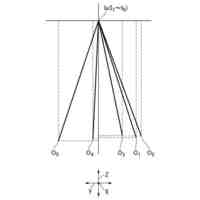
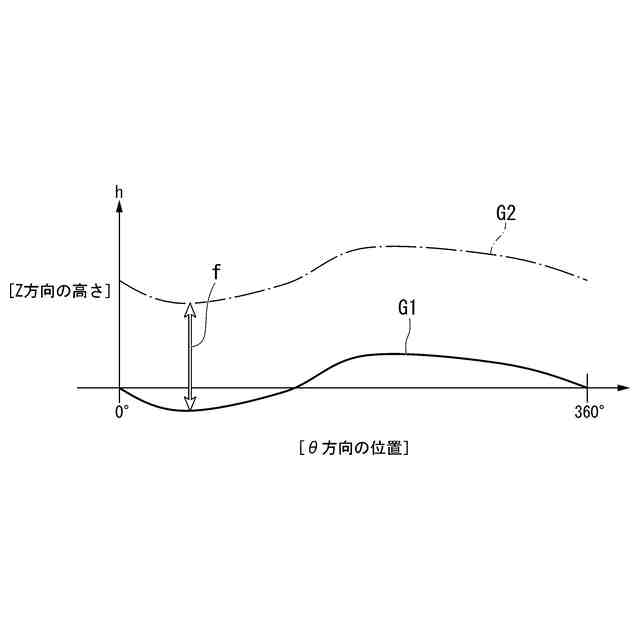
前記ワークの前記デバイスのうち、前記Z軸を中心とする径方向で外側に位置する所定の前記デバイスの特定箇所について、前記Z軸を中心とする周方向の位置における前記法線方向の位置に関するワーク位置情報を前記変位センサの測定結果に基づき全周に亘って取得し、
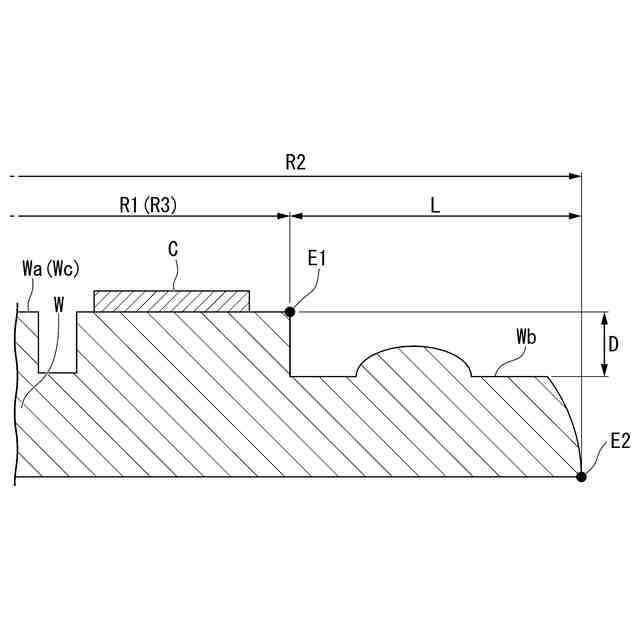
取得した前記ワーク位置情報に基づき、前記ワークの外周部にZ方向に窪んだ段部を前記ブレードに切削させる、ダイシング装置。
続きを表示(約 1,200 文字)
【請求項2】
前記制御部は、取得した前記ワーク位置情報に基づき、前記周方向の位置における切削量を取得し、前記ワークを回転させながら前記ブレードの前記周方向の位置と取得した前記切削量とに応じて前記ブレードを前記法線方向に移動させて前記段部を切削させる、
請求項1に記載のダイシング装置。
【請求項3】
前記制御部は、取得した前記ワーク位置情報に基づき、所定深さよりも浅い深さで前記段部を前記ブレードに切削させた後に、前記周方向の位置における前記段部の前記法線方向の位置に関する段部位置情報を前記変位センサの測定結果に基づき全周に亘って取得し、
前記段部位置情報と前記所定深さとの差分の切削量で前記ブレードに前記段部を再切削させる、
請求項2に記載のダイシング装置。
【請求項4】
前記制御部は、前記周方向の位置における前記保持面の前記法線方向の位置に関するテーブル位置情報と前記ワーク位置情報とに基づき、前記周方向の位置における前記切削量を取得する、
請求項2に記載のダイシング装置。
【請求項5】
前記制御部は、前記周方向の位置における前記保持面の前記法線方向の位置に関するテーブル位置情報と前記ワーク位置情報に基づき、前記所定深さよりも浅い深さで前記段部を前記ブレードに切削させる
請求項3に記載のダイシング装置。
【請求項6】
前記制御部は、前記ブレードに前記段部を再切削させる前に、前記変位センサの測定結果に基づいて、前記ワークの外径の第1中心と、前記段部の内径の第2中心との偏心量および偏心方向を取得し、前記偏心量および前記偏心方向に基づき前記第2中心を補正した位置に前記段部を再切削させる、
請求項5に記載のダイシング装置。
【請求項7】
前記制御部は、前記ワークの外周部に前記所定深さよりも浅い深さでZ方向に窪んだ前記段部を前記ブレードに切削させる際に、所定の径寸法よりも大きい内径で前記段部を形成させる、
請求項6に記載のダイシング装置。
【請求項8】
前記制御部は、前記特定箇所の前記X方向および前記Y方向の座標を、前記周方向の位置と前記Z軸からの距離とに変換し、前記特定箇所の前記周方向の位置に応じて前記変位センサを前記Y方向に移動させて前記法線方向の位置を測定させる、
請求項1、4、5、6、7のいずれか一項に記載のダイシング装置。
【請求項9】
前記特定箇所は、前記デバイスに設けられたパッドである、
請求項1、4、5、6、7のいずれか一項に記載のダイシング装置。
【請求項10】
前記制御部は、前記変位センサが全ての前記デバイスにおける前記法線方向の位置を測定した結果に応じて、前記ワーク位置情報に含まれる所定の前記デバイスを設定する、
請求項1、4、5、6、7のいずれか一項に記載のダイシング装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダイシング装置およびダイシング装置のトリミング方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
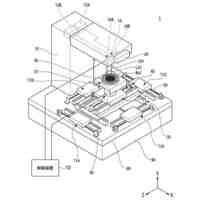
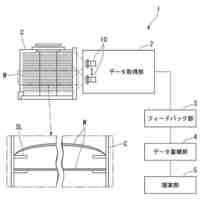
半導体素子や電子部品が形成されたウェーハ等のワークを個々のチップに分割するダイシング装置においては、スピンドルによって高速に回転されるブレードと、ワークを吸着保持するチャックテーブルと、チャックテーブルとブレードとの相対的位置を変化させるX、Y、Z、θ駆動部とを備えている。このダイシング装置では、各駆動部によりブレードとワークとを相対的に移動させながら、ブレードによってワークを切り込むことによりダイシング加工(切削加工)する。
【0003】
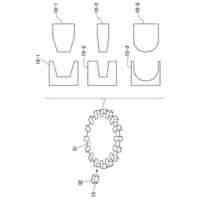
ウェーハ等のワークを極薄化する際には、外周部のR形状の影響でエッジチッピングが発生し、 そこを起点としたワークの割れが課題となっている。ワークの割れを防止するためには、エッジチッピングの要因となる外周部のR形状をブレードによって予め除去するトリミング加工が行われる。
【0004】
トリミング加工されたワークに対しては、顕微鏡を用いてエッジ部のXY平面における位置を3点以上測定し、測定した位置関係に基づいてトリミングの幅や、トリミング加工で形成された内側部分の中心位置、内径等を測定している。トリミング加工されたワークにおける表面のZ方向の位置を測定するために、特許文献1には、顕微鏡を用いてそのフォーカス位置から測定する方法、白色干渉顕微鏡を使って得られる段差プロファイルから測定する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2021-125592号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、白色干渉顕微鏡は、視野が狭く、深さ方向に走査が必要なため測定に時間が掛かるという問題がある。
【0007】
また、ワークにおける表面の法線方向であるZ方向の位置を測定する際には、例えば、チャックテーブルを固定した状態で変位センサが移動して測定を行う。チャックテーブルは、回転成分におけるZ方向の位置変化を有する場合があるため、ワークにおける表面のZ方向の位置を測定する際に回転成分の誤差が含まれ所定のトリミング深さで加工できないという不都合が生じかねない。
【0008】
本発明は、以上のような点を考慮してなされたもので、デバイスが設けられたワークに高精度のトリミング加工が可能なダイシング装置およびダイシング装置のトリミング方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は下記の態様を有する。
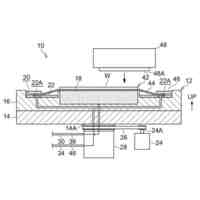
ワークを保持面で保持してX方向に移動可能なチャックテーブルと、前記チャックテーブルをZ軸の回りに回転させる回転テーブルと、Y方向に移動可能であり、前記ワークを観察可能な顕微鏡と、前記Y方向に移動可能であり、前記ワークの法線方向の位置を測定する変位センサと、前記チャックテーブルに保持された前記ワークを切削するブレードと、前記ブレードを前記法線方向と直交する回転軸の回りに回転させるスピンドルと、を含む切削部と、前記顕微鏡および前記変位センサの測定結果に基づいて、前記チャックテーブル、前記回転テーブル、前記顕微鏡および前記変位センサの移動を制御する制御部と、を備え、前記ワークは、前記X方向に延びる複数の第1溝部および前記Y方向に延びる複数の第2溝部で区画された領域に配置された複数のデバイスを有し、前記制御部は、前記ワークの前記デバイスのうち、前記Z軸を中心とする径方向で外側に位置する所定の前記デバイスの特定箇所について、前記Z軸を中心とする周方向の位置における前記法線方向の位置に関するワーク位置情報を前記変位センサの測定結果に基づき全周に亘って取得し、取得した前記ワーク位置情報に基づき、前記ワークの外周部にZ方向に窪んだ段部を前記ブレードに切削させる、ダイシング装置。
【0010】
また、本発明は下記の態様を有する。
ワークを保持面で保持してX方向に移動可能なチャックテーブルと、前記チャックテーブルをZ軸の回りに回転させる回転テーブルと、 Y方向に移動可能であり、前記ワークを観察可能な顕微鏡と、前記Y方向に移動可能であり、前記ワークの法線方向の位置を測定する変位センサと、前記チャックテーブルに保持された前記ワークを切削するブレードと、前記ブレードを前記法線方向と直交する回転軸の回りに回転させるスピンドルと、を含む切削部と、前記顕微鏡および前記変位センサの測定結果に基づいて、前記チャックテーブル、前記回転テーブル、前記顕微鏡および前記変位センサの移動を制御する制御部と、を備えたダイシング装置のトリミング方法であって、前記X方向に延びる複数の第1溝部および前記Y方向に延びる複数の第2溝部で区画された領域に配置された複数のデバイスを有する前記ワークを準備することと、前記ワークの前記デバイスのうち、Z軸を中心とする径方向で外側に位置する所定の前記デバイスの特定箇所について、前記Z軸を中心とする周方向の位置における前記ワークの前記法線方向の位置に関するワーク位置情報を、前記変位センサの測定結果に基づき全周に亘って取得することと、取得した前記ワーク位置情報に基づき、前記ワークの外周部にZ方向に窪んだ段部を前記ブレードに切削させることと、を含むダイシング装置のトリミング方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
電池検査装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ウェーハセンシング装置
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
株式会社東京精密
面取り装置及び面取り方法
1か月前
株式会社東京精密
加工方法、及び、加工装置
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ