TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153864
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056543
出願日
2024-03-29
発明の名称
ウェーハの面取り装置
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B24B
53/00 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】ウェーハの許容精度、ばらつき等の出荷品質を高め、ツルア作製砥石の寿命を延ばして最大化するウェーハの面取り装置を得る。
【解決手段】
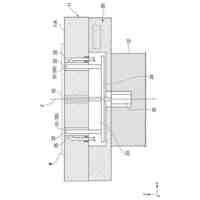
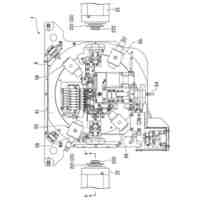
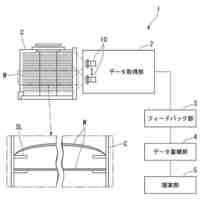
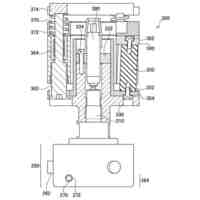
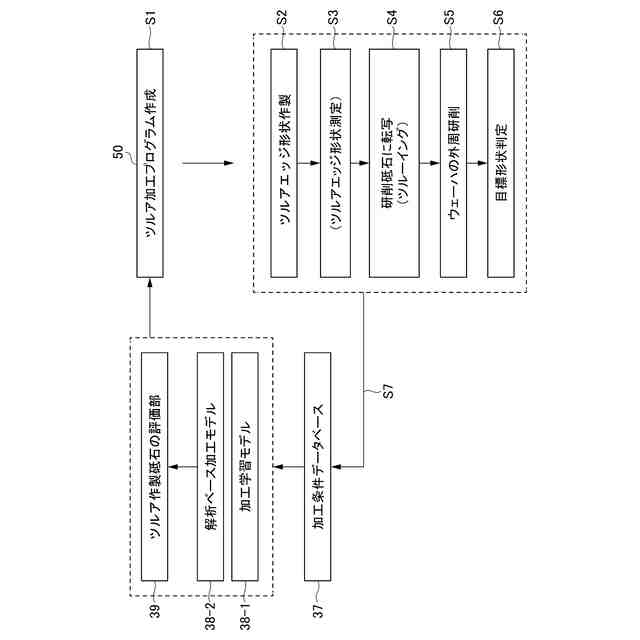
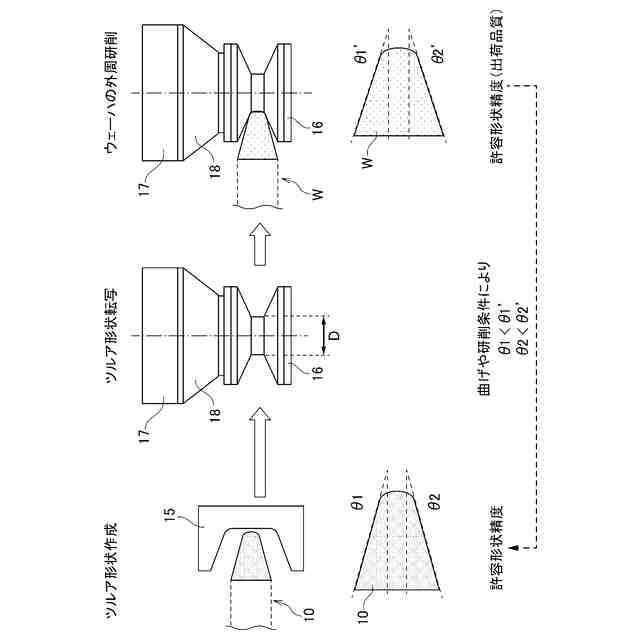
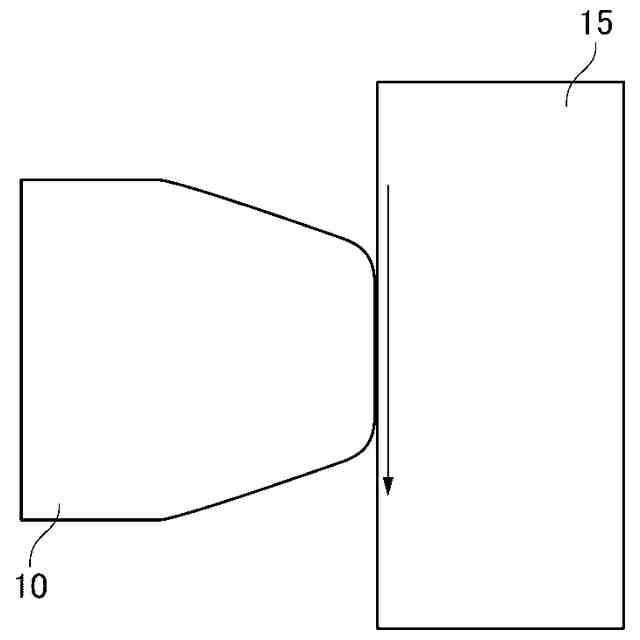
研削砥石16をツルア10によりツルーイング(S4)し、ツルーイング(S4)された研削砥石16を用いてウェーハWの外周のエッジ部を研削するウェーハの面取り装置において、ツルア10のエッジ形状をツルア加工プログラム50に従って作製するツルア作製砥石15と、ツルア作製砥石15とツルア10及び研削砥石16の加工条件を制御する制御部30と、ツルア10のエッジ形状を測定した結果からツルア作製砥石15を評価するツルア作製砥石評価部39と、を備え、評価に基づいてツルア加工プログラム50を作成、更新する。
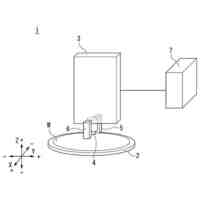
【選択図】図1
特許請求の範囲
【請求項1】
研削砥石をツルアによりツルーイングし、前記ツルーイングされた前記研削砥石を用いてウェーハの外周のエッジ部を研削するウェーハの面取り装置において、
前記ツルアのエッジ形状をツルア加工プログラムに従って作製するツルア作製砥石と、
前記ツルア作製砥石と前記ツルア及び前記研削砥石の加工条件を制御する制御部と、
前記ツルアのエッジ形状を測定して前記ツルア作製砥石を評価するツルア作製砥石評価部と、
を備え、前記評価に基づいて前記ツルア加工プログラムを作成、更新することを特徴とするウェーハの面取り装置。
続きを表示(約 870 文字)
【請求項2】
前記ウェーハの断面形状を測定する形状測定部と、
前記研削砥石で加工された前記ウェーハの形状を前記形状測定部で測定し、目標形状と比較して判定し、加工条件と関連付けて記憶した加工条件データベースと、
前記加工条件データベースから構築された学習モデルと、
を備え、前記ツルア作製砥石評価部は前記学習モデルに基づいて前記ツルア作製砥石を評価することを特徴とする請求項1に記載のウェーハの面取り装置。
【請求項3】
前記ツルア作製砥石評価部は、前記ツルア作製砥石の摩耗による変形が有ると評価した場合は、前記ツルア加工プログラムの更新を行うことを特徴とする請求項1又は請求項2に記載のウェーハの面取り装置。
【請求項4】
前記ツルア加工プログラムは、前記ツルア作製砥石のツールパスをダウンカットとアップカットの両方を組み合わせて作成されることを特徴とする請求項1又は請求項2に記載のウェーハの面取り装置。
【請求項5】
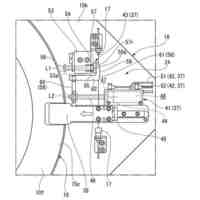
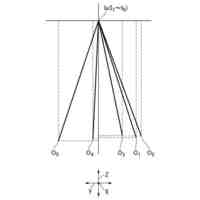
前記ツルアのエッジ形状作製は、前記ツルアのワーク固定部のX軸、Y軸、Z軸方向への移動と、回転軸(θ
w
)、ピッチ軸を中心とした回転とを行って研削することで成されることを特徴とする請求項1又は請求項2に記載のウェーハの面取り装置。
【請求項6】
前記ツルア加工プログラムの更新は前記ツルアの加工手順を変更することで行われることを特徴とする請求項1又は請求項2に記載のウェーハの面取り装置。
【請求項7】
前記ツルア作製砥石評価部は、加工負荷をモニターして前記ツルア作製砥石の不均一な摩耗個所を予測及び特定し、前記ツルア加工プログラムに反映することを特徴とする請求項3に記載のウェーハの面取り装置。
【請求項8】
前記ツルア作製砥石の加工使用部分を均一化させるモーションプログラムが前記ツルア加工プログラムに組み込まれることを特徴とする請求項3に記載のウェーハの面取り装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体ウェーハの端面における面取り装置に使用される溝形状を有する外周精研砥石(研削砥石)をツルアで転写(ツルーイング)し、転写された外周精研砥石を用いてウェーハ(半導体材料基板)の外周のエッジ部を研削するウェーハの面取り装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
近年、ウェーハの面取り加工において使用される溝形状を有する研削砥石は、多品種少量生産、ウェーハの品質向上、歩留まり向上などを目的として、高精度化、品質向上の要求が高まっている。
【0003】
また、炭素(C)とシリコン(Si)との化合物であるSiC(炭化ケイ素)を始め、バンドギャップ(UWBG)が大きく、結晶を構成する原子間の結合が強い壊れにくい材料、例えばGaN(窒化ガリウム)、酸化ガリウム、AlGaN、ダイヤモンドを利用した半導体は、シリコン半導体より小型、低消費電力、高効率のパワー素子、高周波素子、耐放射線性に優れた半導体材料として期待され、実用化が進んでいる。しかし、4H-SiC等のUWBG材料は、難加工材であるため研削砥石の溝形状の高精度化、品質向上がより強く求められている。
【0004】
半導体ウェーハの製造工程における面取り加工は、研削砥石をツルアによりツルーイングすること、研削後ウェーハのエッジ形状を測定すること、をウェーハが所望の形状になるまで繰り返すことが必要とされていた。
【0005】
また、半導体ウェーハの外周面取りの仕上げ加工は、円周方向の研削痕の発生を防止するため、ウェーハに対して研削砥石を傾けて面取り部を研削する、いわゆるヘリカル研削を行うことが知られている。ただし、ヘリカル研削は、研削砥石のツルーイングによる形状の形成に関して、微妙な調整が不可欠であり、時間が掛かり、熟練した専任の担当者が必要であった。
【0006】
特許文献1は、ツルアを用いて溝の形成を行うヘリカル研削用のツルーイングにおいて、転写率、加工性を向上すると共に、ツルアによって形成されるウェーハ研削砥石の溝精度を向上するため、研削砥石に形成する溝の上部あるいは下部をツルアで加工することが記載されている。
【0007】
また、特許文献2は、ツルアの縁部を上下非対称の溝形状に成形し、ツルアとウェーハ研削砥石とを相対的に傾けて研削して溝形状を形成することが記載されている。
【先行技術文献】
【特許文献】
【0008】
特開2018-167331号公報
特開2007-165712号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記従来技術において、特許文献1に記載のものは、面取り加工を行う研削砥石のツルーイングを行う上でツルアの移動等に熟練した専任の担当者による調整が不可欠であった。
【0010】
また、特許文献2に記載のものは、ツルアの上下の方向への負荷や、ツルアが回転方向に変形するため、転写率が悪く、形成される溝の精度、ツルーイング時間等に影響を与え、ツルーイング効率の著しい低下となるだけでなく溝形状を有するような砥石全体の形状を高精度化するには不十分であった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
プローバ
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
株式会社東京精密
ウェーハセンシング装置
1か月前
株式会社東京精密
面取り装置及び面取り方法
1か月前
株式会社東京精密
加工方法、及び、加工装置
1か月前
株式会社東京精密
内径測定装置及びそのシステム
1か月前
株式会社東京精密
亀裂検出装置及び亀裂検出方法
1か月前
株式会社東京精密
面取り装置、及び、面取り方法
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ