TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153181
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055518
出願日
2024-03-29
発明の名称
亀裂検出装置及び亀裂検出方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
G01B
11/30 20060101AFI20251002BHJP(測定;試験)
要約
【課題】亀裂の検出精度を向上させることができる、亀裂検出装置及び亀裂検出方法を提供する。
【解決手段】
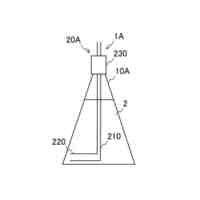
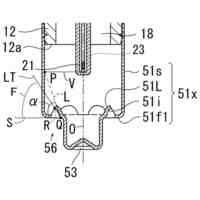
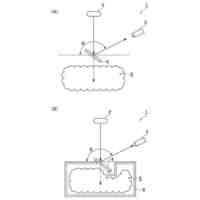
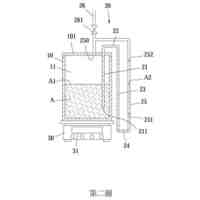
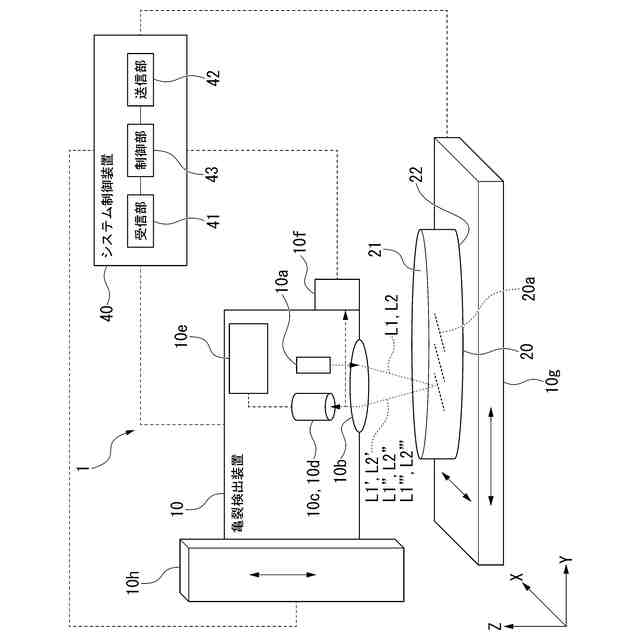
本発明の一態様に係る亀裂検出装置は、第1検出光を出射する光源部と、前記光源部から出射された前記第1検出光を被加工物の内部に集光させる集光レンズと、前記集光レンズの焦点を前記被加工物の厚さ方向に移動させる集光レンズ移動部と、前記被加工物内で多重反射した前記第1検出光である第1多重反射光を検出する第1検出部と、前記第1多重反射光の強度パターンに基づいて、前記被加工物に形成された亀裂を検出する亀裂検出部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
第1検出光を出射する光源部と、
前記光源部から出射された前記第1検出光を被加工物の内部に集光させる集光レンズと、
前記集光レンズの焦点を前記被加工物の厚さ方向に移動させる集光レンズ移動部と、
前記被加工物内で多重反射した前記第1検出光である第1多重反射光を検出する第1検出部と、
前記第1多重反射光の強度パターンに基づいて、前記被加工物に形成された亀裂を検出する亀裂検出部と、を備えることを特徴とする、亀裂検出装置。
続きを表示(約 650 文字)
【請求項2】
前記第1検出部は、前記被加工物の裏面で反射した前記第1検出光である第1裏面反射光を検出し、
前記亀裂検出部は、前記第1裏面反射光の強度パターン、および前記第1多重反射光の強度パターンに基づいて、前記被加工物に形成された亀裂を検出することを特徴とする、請求項1に記載の亀裂検出装置。
【請求項3】
前記亀裂検出部は、前記第1裏面反射光の強度パターンに基づいて、前記被加工物に形成された亀裂を検出し、さらに、前記第1多重反射光の強度パターンに基づいて、前記被加工物に形成された亀裂を検出し、結果を照らし合わせることを特徴とする、請求項2に記載の亀裂検出装置。
【請求項4】
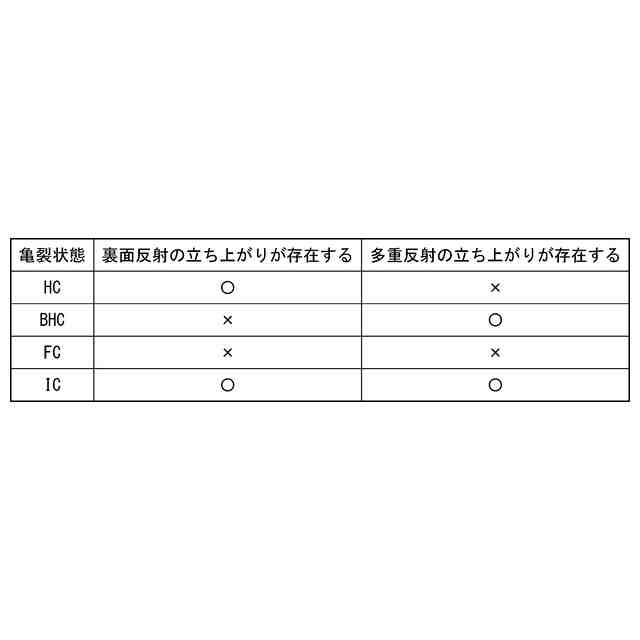
前記亀裂検出部は、前記第1裏面反射光の強度パターン及び前記第1多重反射光の強度パターンの組み合わせに基づいて、前記被加工物に形成された亀裂の種類を検出することを特徴とする、請求項2または3に記載の亀裂検出装置。
【請求項5】
第1検出光を出射する工程と、
集光レンズを用いて、光源部から出射された前記第1検出光を被加工物の内部に集光させる工程と、
前記集光レンズの焦点を前記被加工物の厚さ方向に移動させる工程と、
前記被加工物内で多重反射した前記第1検出光である第1多重反射光を検出する工程と、
前記第1多重反射光の強度パターンに基づいて、前記被加工物に形成された亀裂を検出する工程と、を備えることを特徴とする、亀裂検出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、亀裂検出装置及び亀裂検出方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、シリコンウェーハやガラスウェーハ等の基板(以下、「被加工物」という。)の内部に焦点(集光点)を合わせてレーザー光を切断予定ラインに沿って照射し、切断予定ラインに沿って被加工物の内部に切断の起点となるレーザー加工領域を形成するレーザー加工装置(レーザーダイシング装置ともいう。)が知られている。レーザー加工領域が形成された被加工物は、その後、エキスパンド又はブレーキングといった割断プロセスによって切断予定ラインで割断されて個々のチップに分断される。
【0003】
ところで、レーザー加工装置により被加工物にレーザー加工領域を形成すると、そのレーザー加工領域から被加工物の厚さ方向に亀裂(クラック)が伸展する。その亀裂が被加工物の表面(レーザー光入射面)若しくは反対側の裏面まで到達していれば、割断プロセスにおいてチップへの分断を適正に行うことができる。その理由としては、被加工物の内部に形成された亀裂は、被加工物を分断する際の起点となるため、その亀裂の伸展度合いが被加工物の分断率を左右することによる。一方、厚い被加工物の場合には、亀裂が被加工物の表面又は裏面に到達しないことがあるが(インサイドカット)、この場合にも被加工物を適正に分断できる。このため、被加工物の表面又は裏面に亀裂が到達したか否かの判断だけでは、必ずしもレーザー加工領域が適正に形成されたか否かを適切に判断できない場合がある。
【0004】
したがって、レーザー加工装置によりレーザー加工領域を形成した後、割断プロセス前において、被加工物を分断する際の起点となるレーザー加工領域が適正に形成されたか否か、すなわち、被加工物の内部に形成された亀裂の亀裂深さを検出することによって、割断プロセスにおけるチップへの分断の良否を正確に予測することが可能となる。そして、被加工物の内部にレーザー加工領域が適正に形成されていない箇所があれば、その部分だけ、再度、レーザー加工装置により再加工すること、又は割断プロセスにおける割断方法を変えるなどの対応が可能となる。これによって、その後の割断プロセスにおけるチップの損失を無くすことができる。また、不良箇所の発生状況などを参考にしてレーザー加工装置における加工条件を修正することもでき、その後に加工する被加工物でのレーザー加工領域の不良箇所の発生を低減させることができる。不良箇所のレーザー加工領域を再加工する場合には、不良箇所の発生を低減させることによって、再加工に要する時間の損失も低減させることができる。
【先行技術文献】
【特許文献】
【0005】
特開2023-10281号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1には、被加工物の内部に形成された亀裂を非破壊で検査する技術が開示されている。特許文献1に開示された技術では、被加工物の内部の亀裂を偏射照明して、亀裂が形成された領域において、亀裂に当たらずに被加工物の裏面で反射した光を検出し、亀裂により入射光が散乱あるいは全反射されることに起因する検出光量の低下を利用して亀裂の検査を行っている。
【0007】
ところで、このような技術においては、被加工物の表面で反射された反射光が外乱光(ノイズ)になるという問題がある。例えば、被加工物の表面に亀裂が入り、亀裂が裏面に到達していない場合(ハーフカット)、理想的には、表面付近の検出光強度はゼロになるはずである。表面付近にある亀裂により測定光が散乱あるいは全反射されるので測定光は検出されないからである。しかし、実際には、表面付近の測定時には被加工物の表面からの反射光が完全には除去できず外乱光として検出器に入射してしまう。この結果検出強度はゼロにならない。一方で、被加工物の表面に亀裂が形成されていない場合にも被加工物の表面からの反射光が検出される。したがって、表面付近に亀裂がある場合にもない場合にも検出光路にはある強度で光が検出されることになり、被加工物の表面に亀裂が形成されているか否かの判断が困難になる。
【0008】
そこで、特許文献1に開示された技術では、集光レンズの前側焦点位置(焦点面)と光学的に共役な位置(焦点面)またはその近傍に分岐ミラーを配置することで、外乱光となる表面反射光の除去を試みている。
【0009】
特許文献1には、上記分岐ミラーにより表面反射光を完全に除去できると記載されているが、これは幾何光学的シミュレーションによる試算であり、実運用では回折現象によって表面反射光が外乱光として検出される。したがって、特に亀裂が被加工物の表面またはその近傍に存在する場合に、安定して亀裂を検出することができない。
【0010】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、亀裂の検出精度を向上させることができる、亀裂検出装置及び亀裂検出方法を提供することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
ウェーハの在荷検知装置
12日前
日本精機株式会社
検出装置
19日前
個人
採尿及び採便具
25日前
個人
アクセサリー型テスター
1か月前
個人
高精度同時多点測定装置
1か月前
個人
計量機能付き容器
14日前
株式会社カクマル
境界杭
4日前
甲神電機株式会社
電流検出装置
19日前
株式会社ミツトヨ
測定器
1か月前
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
14日前
双庸電子株式会社
誤配線検査装置
20日前
日本特殊陶業株式会社
ガスセンサ
12日前
個人
計量具及び計量機能付き容器
14日前
日本信号株式会社
距離画像センサ
17日前
個人
非接触による電磁パルスの測定方法
17日前
愛知電機株式会社
軸部材の外観検査装置
28日前
大和製衡株式会社
組合せ計量装置
28日前
個人
システム、装置及び実験方法
1か月前
長崎県
形状計測方法
1か月前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
1か月前
愛知時計電機株式会社
ガスメータ
1か月前
大和製衡株式会社
組合せ計量装置
28日前
株式会社不二越
X線測定装置
17日前
キーコム株式会社
画像作成システム
4日前
日本特殊陶業株式会社
センサ
1か月前
トヨタ自動車株式会社
測定システム
1か月前
株式会社デンソー
電流センサ
1か月前
日東精工株式会社
振動波形検査装置
20日前
個人
液位検視及び品質監視システム
12日前
アンリツ株式会社
X線検査装置
1か月前
株式会社マグネア
磁界検出素子
17日前
株式会社電巧社
試験装置及び試験方法
20日前
株式会社エルメックス
希釈液収容容器
14日前
理研計器株式会社
ガス検知装置
4日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ