TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025162028
公報種別
公開特許公報(A)
公開日
2025-10-27
出願番号
2024065114
出願日
2024-04-15
発明の名称
軸部材の外観検査装置
出願人
愛知電機株式会社
代理人
主分類
G01N
21/952 20060101AFI20251020BHJP(測定;試験)
要約
【課題】 軸部材の外観検査を高いレベルで自動的に行うことのできる検査装置を提供する。
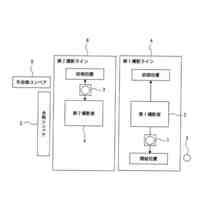
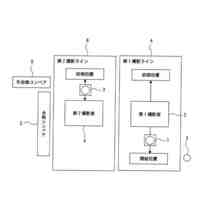
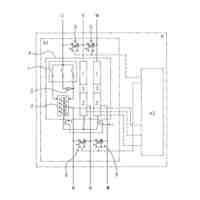
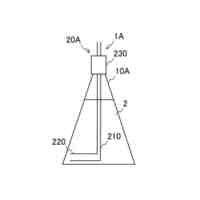
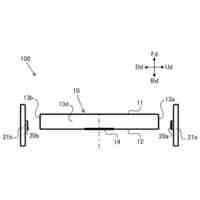
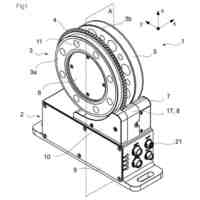
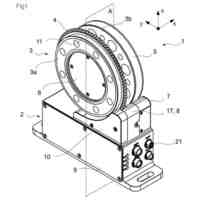
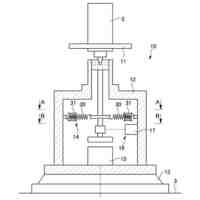
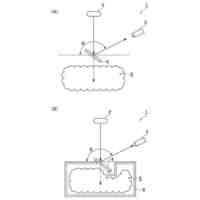
【解決手段】軸部材9を回転手段13で回転させながら、軸部材9の外周面を撮像手段8でラインスキャンする。軸部材9の斜め上方に一対の照明5a,5bを異なる角度で配置し、当該照明5a,5bによって軸部材9を照らす。撮像手段8は、軸部材9の斜め軸線位置を中心に撮像することによって、軸部材9の外周面上の傷を鮮明に写し出すことが可能となる。
【選択図】 図1
特許請求の範囲
【請求項1】
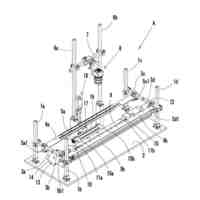
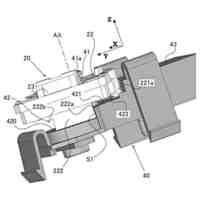
軸部材の両端を支持する支持手段と、当該支持手段を回転させる回転手段と、回転する前記軸部材を撮像する撮像手段と、前記軸部材を照らす照明手段を備え、前記撮像手段による撮像位置の中心が、前記軸部材の斜め軸線位置となるように当該撮像手段を配置したことを特徴とする軸部材の外観検査装置。
続きを表示(約 810 文字)
【請求項2】
前記照明手段は、前記軸部材の線傷や円周傷の有無を検査するための2本のバー照明からなり、当該2本のバー照明は、前記軸部材の長手方向に沿って斜め上方の異なる角度位置に配置することを特徴とする請求項1記載の軸部材の外観検査装置。
【請求項3】
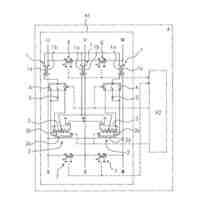
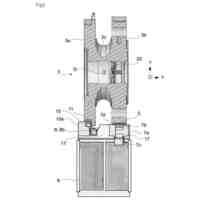
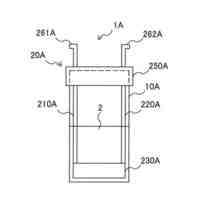
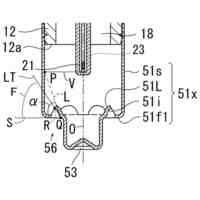
軸部材の両端を支持する支持手段と、当該支持手段を回転させる回転手段と、回転する前記軸部材を撮像する撮像手段と、前記軸部材を照らす照明手段を備え、前記撮像手段による撮像位置の中心が、前記軸部材の頂部軸線位置となるように当該撮像手段を配置し、前記照明手段は、前記軸部材の打痕傷の有無を検査するための傘部を備えた集光照明からなり、当該傘部内には照明が配置され、当該照明の光を前記傘部内面で反射させて前記軸部材を照らすとともに、前記傘部には、前記撮像手段による前記軸部材の撮像を可能にする窓部を設けて構成したことを特徴とする軸部材の外観検査装置。
【請求項4】
前記撮像手段による前記軸部材の撮像は、ラインスキャンであることを特徴とする請求項1乃至請求項3の何れかに記載の軸部材の外観検査装置。
【請求項5】
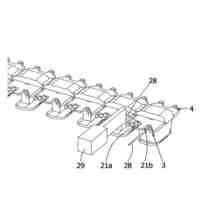
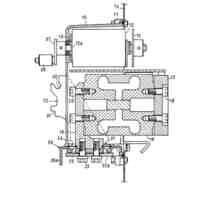
前記軸部材は中空管形状をなし、前記支持手段は当該軸部材の中空部に挿し込まれて、当該軸部材を支持する一対の円錐部からなり、当該一対の円錐部のうち一方には、これを進退動作させる電動シリンダを具備して構成したことを特徴とする請求項1又は請求項3の何れかに記載の軸部材の外観検査装置。
【請求項6】
前記回転手段は、前記支持手段を回転させる回転用電動機を備えて構成したことを特徴とする請求項1又は請求項3の何れかに記載の軸部材の外観検査装置。
【請求項7】
前記軸部材と照明手段および撮像手段を覆う暗幕を備えて構成したことを特徴とする請求項1又は請求項3の何れかに記載の軸部材の外観検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アクチエータのロッドなど、軸部材の外観を検査をするための装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来から、電動ベッドの高さ調整、背および膝の角度調整用として電動リニアアクチエータは利用されている。当該アクチエータは、モータの回転運動をギヤやネジを介してロッドの直線運動に変換して、推力を発生する装置である(下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平9-191606
【0004】
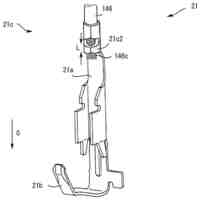
図7に示すように、直線運動するロッド101とアクチエータのケーシング102間には、ケーシング102の防水性を高める目的でパッキン103が取り付けられる。
【0005】
直線運動するロッド101は、その外周面をこのパッキン103に接触させた状態で摺動する。そのため、ロッド101の外周面に傷があると、接触するパッキン103が傷つき、アクチエータの防水性能が低下してしまう。そこで、ロッド101の製造後、ロッド101の外周面に傷があるかを検査する必要が生じる。
【発明の概要】
【発明が解決しようとする課題】
【0006】
ロッドの外観検査は、一般的に、作業員による目視で行われることが多い。目視検査は作業者の能力に依存するものであり、検査の質にばらつきが生じてしまう。また、目視検査は、検査に要する時間が長くなるため、生産性の低下を招く。
【0007】
そこで、本発明は、ロッドの外観検査を検査精度を高めつつ自動化することで、検査の質を高いレベルで均一化するとともに、検査時間を短縮し生産性を高めることを目的とする。
【課題を解決するための手段】
【0008】
請求項1記載の発明は、軸部材の両端を支持する支持手段と、当該支持手段を回転させる回転手段と、回転する前記軸部材を撮像する撮像手段と、前記軸部材を照らす照明手段を備え、前記撮像手段による撮像位置の中心が、前記軸部材の斜め軸線位置となるように当該撮像手段を配置したことに特徴を有する。
【0009】
請求項2記載の発明は、請求項1記載の照明手段が、前記軸部材の線傷や円周傷の有無を検査するための2本のバー照明からなり、当該2本のバー照明は、前記軸部材の長手方向に沿って斜め上方の異なる角度位置に配置されることに特徴を有する。
【0010】
請求項3記載の発明は、軸部材の両端を支持する支持手段と、当該支持手段を回転させる回転手段と、回転する前記軸部材を撮像する撮像手段と、前記軸部材を照らす照明手段を備え、前記撮像手段による撮像位置の中心が、前記軸部材の頂部軸線位置となるように当該撮像手段を配置し、前記照明手段が、前記軸部材の打痕傷の有無を検査するための傘部を備えた集光照明からなり、当該傘部内には照明が配置され、当該照明の光を前記傘部内面で反射させて前記軸部材を照らすとともに、前記傘部には、前記撮像手段による前記軸部材の撮像を可能にする窓部を設けて構成したことに特徴を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
愛知電機株式会社
装柱金具
2か月前
愛知電機株式会社
外観検査方法
1日前
愛知電機株式会社
外観検査装置
1日前
愛知電機株式会社
軸部材の外観検査装置
1か月前
愛知電機株式会社
巻線方法および巻線装置
3か月前
愛知電機株式会社
自動電圧平衡化装置および自動電圧平衡化方法
2か月前
愛知電機株式会社
自動電圧平衡化装置および自動電圧平衡化方法
2か月前
愛知電機株式会社
ステータおよびモータ
26日前
個人
視触覚センサ
5日前
株式会社イシダ
表示装置
今日
個人
採尿及び採便具
1か月前
日本精機株式会社
検出装置
1か月前
個人
計量機能付き容器
1か月前
日本精機株式会社
液面検出装置
今日
甲神電機株式会社
電流検出装置
1か月前
株式会社カクマル
境界杭
20日前
愛知電機株式会社
外観検査方法
1日前
愛知電機株式会社
外観検査装置
1日前
株式会社ミツトヨ
測定器
1か月前
日本精機株式会社
発光表示装置
13日前
株式会社トプコン
測量装置
12日前
ユニパルス株式会社
トルク変換器
5日前
ユニパルス株式会社
トルク変換器
5日前
ユニパルス株式会社
トルク変換器
5日前
アズビル株式会社
電磁流量計
1か月前
大成建設株式会社
風洞実験装置
1か月前
個人
計量具及び計量機能付き容器
1か月前
大和製衡株式会社
組合せ計量装置
1か月前
日本特殊陶業株式会社
ガスセンサ
12日前
日本特殊陶業株式会社
ガスセンサ
5日前
個人
非接触による電磁パルスの測定方法
1か月前
愛知時計電機株式会社
ガスメータ
1か月前
個人
システム、装置及び実験方法
1か月前
日本特殊陶業株式会社
ガスセンサ
28日前
大和製衡株式会社
組合せ計量装置
1か月前
日本特殊陶業株式会社
ガスセンサ
6日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ