TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025151660
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053199
出願日
2024-03-28
発明の名称
面取り装置、及び、面取り方法
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
H01L
21/304 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】優れた形状精度、又は、表面品質を有する面取り加工済みウェーハを提供する面取り装置の提供。
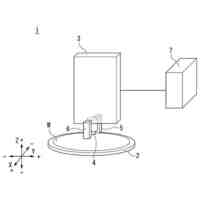
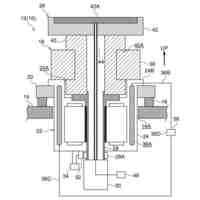
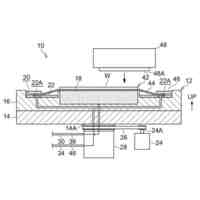
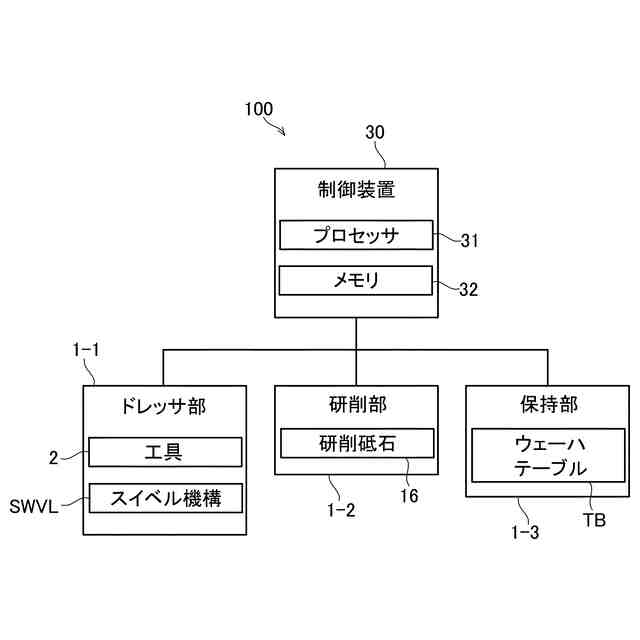
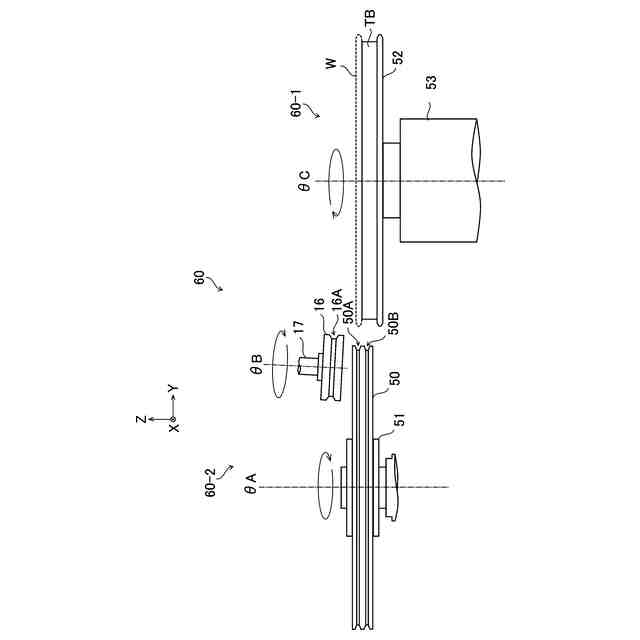
【解決手段】ウェーハの周縁を所定形状に研削する面取り装置100であって、第1軸を中心に回転し、周縁を前記ウェーハの周縁に当接させて研削する研削砥石16と、第2軸を中心に回転し、周縁を前記研削砥石の周縁に当接させて、前記研削砥石の周縁の形状を整える工具2と、前記工具の周縁と前記研削砥石の周縁との当接位置の移動の軌跡が、前記所定形状と同一となるよう、前記工具と前記研削砥石との相対位置を調整する制御装置30と、を備える面取り装置。
【選択図】図1
特許請求の範囲
【請求項1】
ウェーハの周縁を所定形状に研削する面取り装置であって、
第1軸を中心に回転し、周縁を前記ウェーハの周縁に当接させて研削する研削砥石と、
第2軸を中心に回転し、周縁を前記研削砥石の周縁に当接させて、前記研削砥石の周
縁の形状を整える工具と、
前記工具の周縁と前記研削砥石の周縁との当接位置の移動の軌跡が、前記所定形状と同一となるよう、前記工具と前記研削砥石との相対位置を調整する制御装置と、を備える面取り装置。
続きを表示(約 800 文字)
【請求項2】
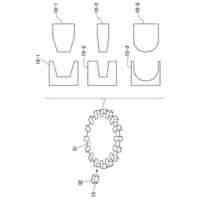
前記研削砥石は、周縁に沿って、溝を備え、
前記溝の形状を前記ウェーハの周縁に転写して、前記ウェーハが面取りされる、請求項1に記載の面取り装置。
【請求項3】
前記工具は、厚みが前記溝の幅より小さくされ、周縁に砥粒層が形成された金属ブレードである、請求項2に記載の面取り装置。
【請求項4】
スイベル機構を備え、
前記スイベル機構は、前記第2軸の傾きを変更可能に構成される、請求項1に記載の面取り装置。
【請求項5】
前記制御装置は、前記スイベル機構を制御して、前記第2軸を、前記第1軸と平行とし、前記工具を前記研削砥石に当接させる、請求項4に記載の面取り装置。
【請求項6】
前記制御装置は、少なくとも前記工具の径方向の大きさに基づき前記相対位置を調整する、請求項1に記載の面取り装置。
【請求項7】
前記工具は、周縁に、砥粒層が形成された金属ブレードであり、前記砥粒層は、電鋳法で形成されたものである、請求項5に記載の面取り装置。
【請求項8】
定常状態において、前記第2軸、前記第1軸、及び、前記ウェーハの回転軸が、この順に、平面視で同一軸上に配置される、請求項1に記載の面取り装置。
【請求項9】
第2軸を中心に工具を回転し、前記工具の周縁を研削砥石の周縁に当接させて、前記研削砥石の周縁の形状を整えることと、
前記研削砥石の周縁をウェーハの周縁に当接させて前記ウェーハの周縁を所定形状に研削することと、を含む面取り方法であって、
前記研削砥石の周縁の形状は、前記工具の周縁と前記研削砥石の周縁との当接位置の移動の軌跡が、前記所定形状と同一となるよう、前記工具と前記研削砥石との相対位置を調整しながら整えられる、面取り方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、面取り装置、及び、面取り方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1には、板状の被加工材の端面を砥石の溝で面取り加工する面取り装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-167331号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の面取り装置では、被加工材の端面に研削砥石の溝の形状を転写して面取りが行われる。被加工材の端面の形状は、研削砥石の溝の形状を介して、間接的に調整される。そのため、形状の変更のための手順が煩雑であった。更に、各種砥石等と溝との形状の転写が幾度も行われるため、形状精度の管理にも煩雑さがあった。
【0005】
これに対して、溝形状の異なる研削砥石を交換する方法もあるが、コストの増大にもつながる。また、交換用の予備の研削砥石の溝の形状は、使用されていない間に、所定の形状からズレが生ずる(形崩れが起こる)可能性があった。この場合、結局、溝の形状調整が必要になることがあった。
【0006】
本開示は、従来技術が有する課題の少なくとも1つを解決する。本開示は、優れた形状精度、又は、表面品質を有する面取り加工済みウェーハを提供する面取り装置を提供し得る。
【課題を解決するための手段】
【0007】
本開示の第1の面取り装置は、ウェーハの周縁を所定形状に研削する面取り装置であって、第1軸を中心に回転し、周縁を前記ウェーハの周縁に当接させて研削する研削砥石と、第2軸を中心に回転し、周縁を前記研削砥石の周縁に当接させて、前記研削砥石の周縁の形状を整える工具と、前記工具の周縁と前記研削砥石の周縁との当接位置の移動の軌跡が、前記所定形状と同一となるよう、前記工具と前記研削砥石との相対位置を調整する制御装置と、を備える面取り装置である。
【0008】
本開示の第2の面取り装置は、第1の面取り装置において、前記研削砥石は、周縁に沿って、溝を備え、前記溝の形状を前記ウェーハの周縁に転写して、前記ウェーハが面取りされる、面取り装置である。
【0009】
本開示の第3の面取り装置は、第2の面取り装置において、前記工具は、厚みが前記溝の幅より小さくされ、周縁に砥粒層が形成された金属ブレードである、面取り装置である。
【0010】
本開示の第4の面取り装置は、第1の面取り装置において、スイベル機構を備え、前記スイベル機構は、前記第2軸の傾きを変更可能に構成される、面取り装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
株式会社東京精密
ウェーハセンシング装置
1か月前
株式会社東京精密
加工方法、及び、加工装置
1か月前
株式会社東京精密
面取り装置及び面取り方法
1か月前
株式会社東京精密
亀裂検出装置及び亀裂検出方法
1か月前
株式会社東京精密
内径測定装置及びそのシステム
1か月前
株式会社東京精密
面取り装置、及び、面取り方法
1か月前
株式会社東京精密
プローバおよびウェーハ冷却方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ