TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025151661
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053200
出願日
2024-03-28
発明の名称
加工方法、及び、加工装置
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
H01L
21/304 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】ウェーハを短時間で加工できるか、高精度で加工できるか、又は、低コストで加工できるウェーハの加工方法の提供。
【解決手段】
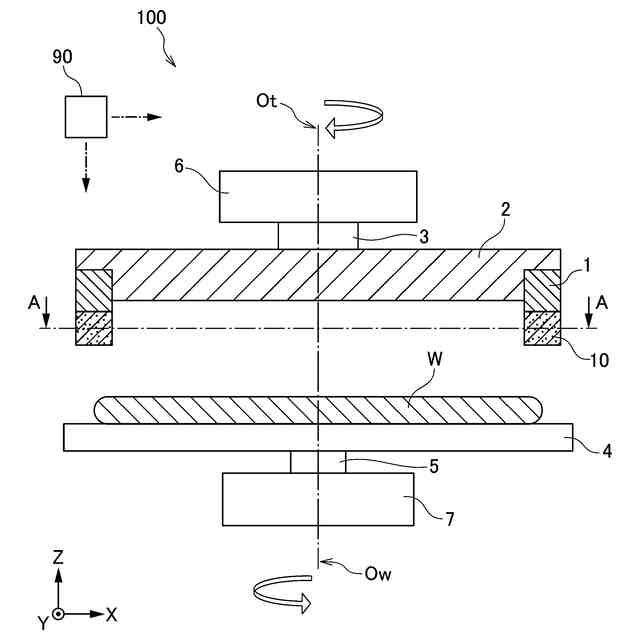
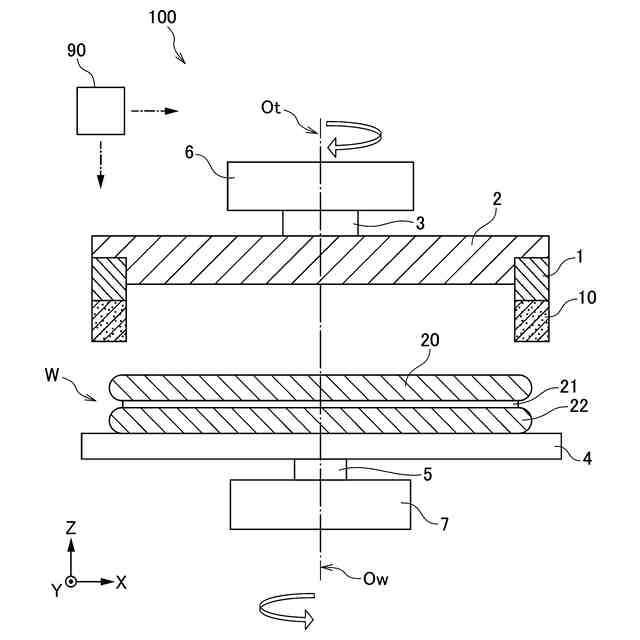
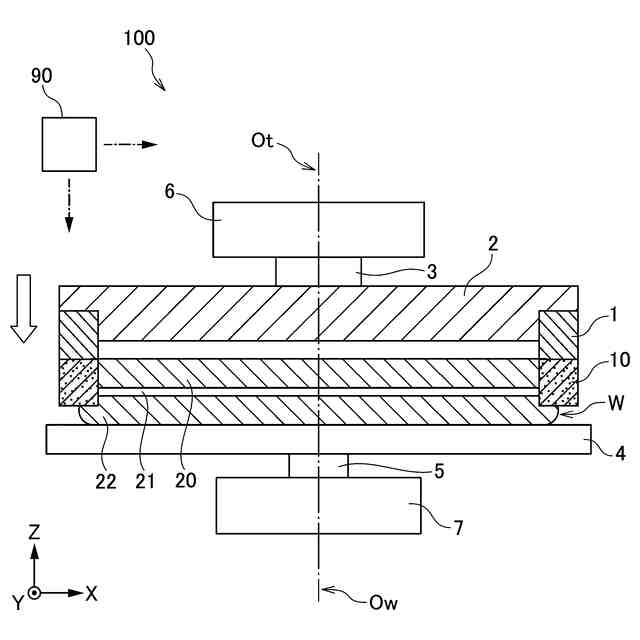
ウェーハの外周領域に対向する砥石、及び、平面視で前記砥石で包囲された領域に収容された前記ウェーハを接触させて、前記砥石を前記ウェーハの厚さ方向に切り込んで研削し、前記外周領域を除去する、加工方法。
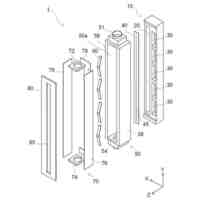
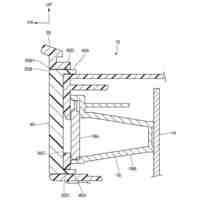
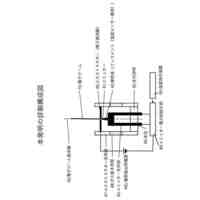
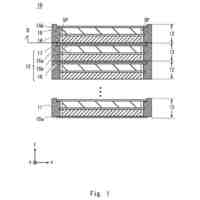
【選択図】図1
特許請求の範囲
【請求項1】
ウェーハの外周領域に対向する砥石、及び、平面視で前記砥石で包囲された領域に収容された前記ウェーハを接触させて、前記砥石を前記ウェーハの厚さ方向に切り込んで研削し、前記外周領域を除去する、加工方法。
続きを表示(約 890 文字)
【請求項2】
前記砥石を前記ウェーハに前記ウェーハの表面に対して平行に接触させて、前記砥石を前記ウェーハの厚さ方向に切り込んで研削する、請求項1に記載の加工方法。
【請求項3】
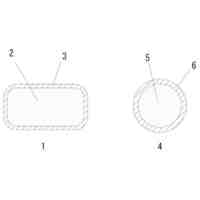
前記砥石は、外径が前記ウェーハの直径より大きく、内径が前記直径より小さく、
前記砥石の中心軸、及び、前記ウェーハの中心軸が一致するように、前記ウェーハに対して前記砥石を配置する、請求項1に記載の加工方法。
【請求項4】
前記砥石の内径は前記ウェーハの直径より大きく、
前記砥石の一部のみが前記外周領域に接触するように、前記砥石を前記ウェーハの厚さ方向に切り込んで研削する、請求項1に記載の加工方法。
【請求項5】
前記砥石は、円周方向に少なくとも1つの切り欠きを有する、請求項1に記載の加工方法。
【請求項6】
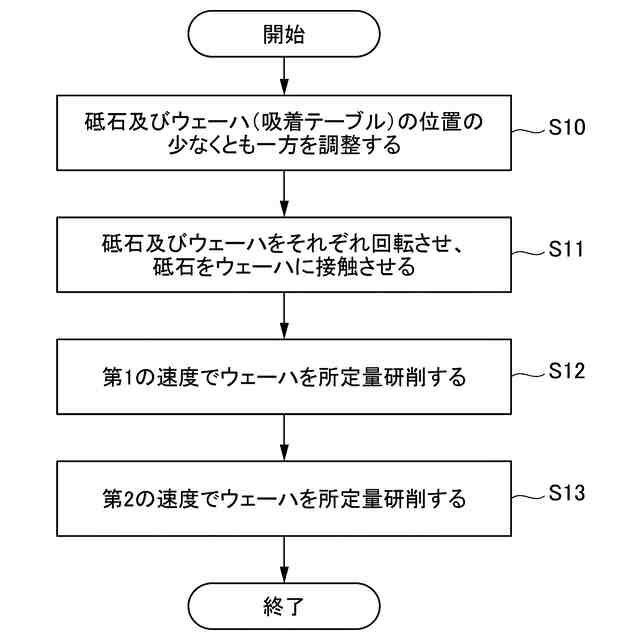
前記接触、及び、前記研削が、以下のステップ:
前記砥石を前記表面の向く方向から、前記ウェーハに接近させること、
前記砥石が前記表面に接触したら、第1の速度で前記厚さ方向に切り込むこと、
前記第1の速度で所定量切り込んだら、切り込み速度を第2の速度に切り替えること、を少なくとも含んで行われ、
前記第2の速度は、前記第1の速度よりも大きい、請求項1に記載の加工方法。
【請求項7】
前記研削は、前記砥石と前記ウェーハとを周期的、又は、非周期的に離間させて行われる、請求項1に記載の加工方法。
【請求項8】
前記離間が、前記砥石、及び、前記ウェーハの少なくとも一方に与えられる超音波振動により行われる、請求項7に記載の加工方法。
【請求項9】
前記砥石が、同心円状の多層構造とされる、請求項1に記載の加工方法。
【請求項10】
前記多層構造を構成する各層をそれぞれ独立に前記接触させて、前記ウェーハに断面形状の異なる切り込みを形成する、請求項9に記載の加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ウェーハの加工方法、及び、加工装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
近年の電子機器の小型化に伴い、デバイスが複数形成された半導体ウェーハは、より薄く研削仕上げされることが要求されている。そして、ウェーハを極薄化する際は、外周領域でのエッジチッピングの発生、及び、それを起点としたウェーハ割れを防止するために外周領域を予め除去する加工が行われている。このような加工をエッジトリミングという場合がある。
【0003】
エッジトリミングは、ウェーハの薄化や歩留まりの向上に寄与する重要な工程であり、ウェーハの素材やサイズ、デバイスの要求仕様などに応じて最適な方法を選択することが重要となっている。例えば、エッジトリミングでは、LiNBO
3
(ニオブ酸リチウム)/シリコン、サファイヤ/シリコン、石英ガラス/シリコン、LiTaO
3
(タンタル酸リチウム)/シリコン、/サファイヤ、LiTaO
3
/水晶等様々な種類の素材のウェーハに対応する必要がある。
【0004】
また、自動車の運転などに使用する微小センサや、スマートフォンに用いる通信向け表面弾性波フィルタデバイスの需要が高まり、これらを製造するために酸化物や誘電体、光学材料など異種のウェーハを接合する機能性の貼り合わせウェーハやその他の高集積化のために複数のウェーハを張り合わせた貼り合わせウェーハ等が作成される。
【0005】
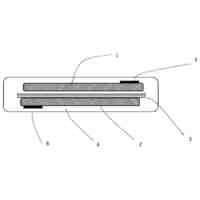
貼り合わせウェーハのエッジトリミングとして、主に、貼り合わせ前のウェーハWの外周縁の端部(エッジ)を表面から加工する手法(貼り合わせ前エッジトリミング)と、貼り合わせ後のウェーハWの外周縁を裏面からフルカット加工する手法(貼り合わせ後エッジトリミング)と、がある。
【0006】
貼り合わせ前エッジトリミングでは、ウェーハの外周縁がウェーハの表面側から所定の切削量、例えば、150μmから200μm程度切削される。
【0007】
貼り合わせ後のエッジトリミングでは、ウェーハの外周縁をフルカットする必要があり、ウェーハの外周縁の切削量がウェーハWの元厚程度になり得る。貼り合わせ後のエッジトリミングは、貼り合わせ前のエッジトリミングよりも切削力が必要となり得る。そのため、貼り合わせ後のエッジトリミングでは、加工負荷を考慮して、例えば、加工速度を低速に設定した粒径の粗いブレード等によりウェーハの外周縁が切削される。
【0008】
従来、デバイス不良等を無くすため、切削ブレードで外周の面取り部を部分的に除去するエッジトリミングが知られ、ウェーハと切削ブレードとを回転させ、1ヶ所で高速回転する切削ブレードを所定の深さ切り込ませ、ウェーハの外周縁に沿ってウェーハを切削して端面を除去することが特許文献1に記載されている。
【0009】
短時間で処理してスループットを向上させるため、高周波レーザを用いてウェーハの内部に改質層を形成し、研削時に改質層を基点としてウェーハの周縁部を除去することが知られ、特許文献2に記載されている。
【0010】
また、粗研削砥石を回転させつつ下降させて、粗研削砥石の外側で半導体基板の外周縁部で摺擦させて半導体基板の外周縁部を面取りすることが、特許文献3に記載されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
ウェーハの在荷検知装置
10日前
APB株式会社
蓄電セル
29日前
東ソー株式会社
絶縁電線
1か月前
個人
フレキシブル電気化学素子
1か月前
日新イオン機器株式会社
イオン源
1か月前
マクセル株式会社
電源装置
23日前
株式会社東芝
端子台
23日前
株式会社ユーシン
操作装置
1か月前
ローム株式会社
半導体装置
1か月前
株式会社GSユアサ
蓄電設備
1か月前
富士電機株式会社
電磁接触器
2日前
株式会社GSユアサ
蓄電装置
16日前
株式会社GSユアサ
蓄電装置
2日前
株式会社ホロン
冷陰極電子源
1か月前
太陽誘電株式会社
コイル部品
1か月前
三菱電機株式会社
回路遮断器
10日前
株式会社GSユアサ
蓄電設備
1か月前
株式会社GSユアサ
蓄電装置
24日前
株式会社GSユアサ
蓄電装置
24日前
日本特殊陶業株式会社
保持装置
1か月前
サクサ株式会社
電池の固定構造
1か月前
トヨタ自動車株式会社
冷却構造
1か月前
日本特殊陶業株式会社
保持装置
15日前
トヨタ自動車株式会社
蓄電装置
1か月前
トヨタ自動車株式会社
バッテリ
29日前
日新イオン機器株式会社
基板処理装置
26日前
トヨタ自動車株式会社
蓄電装置
24日前
北道電設株式会社
配電具カバー
29日前
株式会社ダイヘン
搬送装置
1か月前
甲神電機株式会社
変流器及び零相変流器
17日前
日亜化学工業株式会社
半導体レーザ素子
26日前
トヨタ自動車株式会社
電池パック
1か月前
株式会社レゾナック
冷却器
10日前
古河電気工業株式会社
端子
1か月前
住友電装株式会社
コネクタ
2日前
トヨタ自動車株式会社
密閉型電池
25日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ