TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025151958
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053604
出願日
2024-03-28
発明の名称
レーザ加工装置及びレーザ加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】より精度の高い塗布不良判断に基づいた加工が行える、レーザ加工装置及びレーザ加工方法の提供を目的とする。
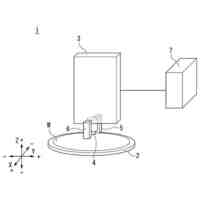
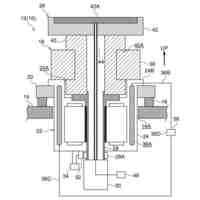
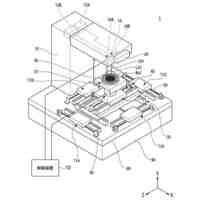
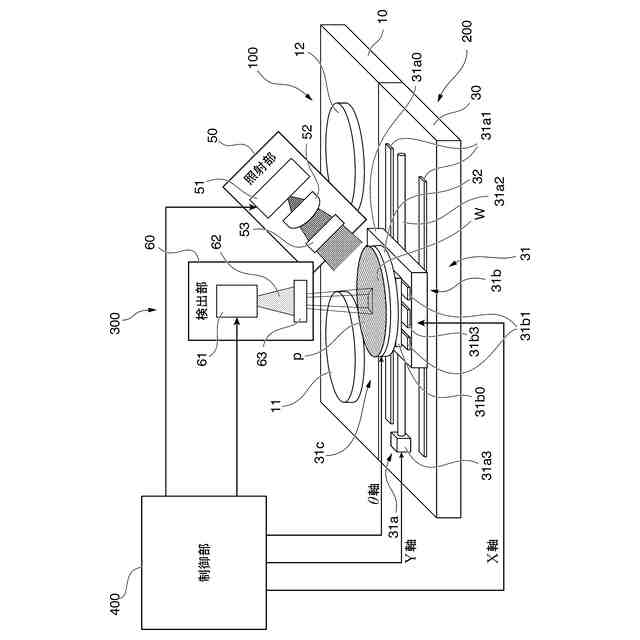
【解決手段】このレーザ加工装置は、ウェハWに塗布された保護膜pの塗布状態を判定する保護膜検査装置300と、レーザ加工時のウェハWを加工テーブル32上に載置して位置決めする位置決め機構31と、を備える。そして、位置決め機構31が加工テーブル32上にウェハWを位置決めした後に、保護膜検査装置300が保護膜pの塗布状態を判定する。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物に塗布された保護膜の塗布状態を判定する保護膜検査機構と、レーザ加工時の前記被加工物を加工テーブル上に載置して位置決めする位置決め機構と、を備えたレーザ加工装置であって、
前記位置決め機構が前記加工テーブル上に前記被加工物を位置決めした後に、前記保護膜検査機構が前記保護膜の塗布状態を判定する
ことを特徴とするレーザ加工装置。
続きを表示(約 2,400 文字)
【請求項2】
前記保護膜検査機構が、
前記保護膜に励起光を照射する照射部と、
前記保護膜が発する蛍光を検出する検出部と、
前記検出部の検出結果に基づいて蛍光強度の分布を取得することで前記塗布状態を判定する制御部と、を備え、
前記制御部が、
前記保護膜が塗布されていない状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して得た第1事前測定蛍光強度に基づいて、前記被加工物上の位置毎に閾値を設定した閾値分布データを有し、
吸光剤を含む前記保護膜が形成された状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して取得した保護膜塗布後蛍光強度データを、前記閾値分布データと比較することで、前記塗布状態を判定する
ことを特徴とする請求項1に記載のレーザ加工装置。
【請求項3】
前記保護膜検査機構が、
前記保護膜に励起光を照射する照射部と、
前記保護膜が発する蛍光を検出する検出部と、
前記検出部の検出結果に基づいて蛍光強度の分布を取得することで前記塗布状態を判定する制御部と、を備え、
前記制御部が、
前記保護膜が塗布された状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して得た第2事前測定蛍光強度に基づいて、前記被加工物上の位置毎に閾値を設定した閾値分布データを有し、
吸光剤を含む前記保護膜が形成された状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して取得した保護膜塗布後蛍光強度データを、前記閾値分布データと比較することで、前記塗布状態を判定する
ことを特徴とする請求項1に記載のレーザ加工装置。
【請求項4】
前記保護膜検査機構が、
前記保護膜に励起光を照射する照射部と、
前記保護膜が発する蛍光を検出する検出部と、
前記検出部の検出結果に基づいて蛍光強度の分布を取得することで前記塗布状態を判定する制御部と、を備え、
前記制御部が、
前記保護膜が塗布されていない状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して得た第1事前測定蛍光強度に基づいて、前記被加工物上の位置毎に設定した下限閾値である第1事前測定データと、
前記保護膜が塗布された状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して得た第2事前測定蛍光強度に基づいて、前記被加工物上の位置毎に設定した上限閾値である第2事前測定データと、を有し、
前記第1事前測定データと前記第2事前測定データとの間に設定される閾値分布データを算出し、
吸光剤を含む前記保護膜が形成された状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して取得した保護膜塗布後蛍光強度データを、前記閾値分布データと比較することで、前記塗布状態を判定する
ことを特徴とする請求項1に記載のレーザ加工装置。
【請求項5】
前記被加工物が、互いに同一パターンをなす複数の同一レチクルショットを有し、
前記位置決め機構が、前記各同一レチクルショットそれぞれの位置情報を取得し、
前記保護膜検査機構が、前記位置情報により互いに紐づけられた前記各同一レクチルショットそれぞれの位置における前記塗布状態を相互に比較することで前記塗布状態を判定する
ことを特徴とする請求項1に記載のレーザ加工装置。
【請求項6】
前記被加工物が、その中央位置に配置された基準位置チップと、前記基準位置チップの周囲に配置された検査対象位置チップとを有し、
前記位置決め機構が、前記基準位置チップ及び前記検査対象位置チップそれぞれの位置情報を取得し、
前記保護膜検査機構が、
前記基準位置チップの位置における前記保護膜の前記塗布状態を合格基準に設定し、
前記検査対象位置チップの位置における前記保護膜の前記塗布状態を、前記合格基準と比較することで判定する
ことを特徴とする請求項1に記載のレーザ加工装置。
【請求項7】
前記保護膜をスピンコートで前記被加工物に塗布する塗布機構をさらに備え、
前記被加工物が、複数の検査対象位置チップを有し、
前記位置決め機構が、前記各検査対象位置チップそれぞれの位置情報を取得し、
前記保護膜検査機構が、前記被加工物の中心位置から同心円位置にある位置情報を持つ前記各検査対象位置チップの各位置同士で前記塗布状態を互いに比較することで判定する
ことを特徴とする請求項1に記載のレーザ加工装置。
【請求項8】
前記保護膜検査機構が、前記塗布状態の比較を行う前に、前記位置決め機構より取得した位置情報に基づいて、比較する画像間の相対位置を一致させる
ことを特徴とする請求項5~7の何れか1項に記載のレーザ加工装置。
【請求項9】
前記保護膜検査機構が、前記被加工物のうち、レーザ加工後の加工不良の有無に関与しない部位を前記塗布状態の判定から除外する
ことを特徴とする請求項1~7の何れか1項に記載のレーザ加工装置。
【請求項10】
レーザ加工前の被加工物を加工テーブル上に載置して位置決めする位置決め工程と、
前記位置決め工程の後、前記加工テーブル上に位置決めされている前記被加工物に塗布されている保護膜の塗布状態を測定して前記保護膜の塗布状態を判定する判定工程と、
を有することを特徴とするレーザ加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工装置及びレーザ加工方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
半導体製造に際してはレーザアブレーション加工を行うため、溶融したデブリがデバイス層に固着する問題がある。そのため、レーザアブレーション加工の前に、ウェハの表面に水溶性の樹脂剤からなる保護膜を形成しておくことが行われている。この保護膜によれば、レーザアブレーション加工中に発生したデブリからデバイス層を保護することが可能である。また、レーザアブレーション加工後に、保護膜ごと、デブリを洗い流すことが可能である。
【0003】
保護膜の塗布は、スピンコート等の方法で行われるが、稀に塗布不良が発生する。具体的には、ウェハの表面において部分的な塗り残しが生じたり、あるいは膜厚が規定よりも厚すぎたり薄すぎたりする場合が有る。塗り残しが生じたり膜厚が薄すぎたりした場合には、その部分のデバイス層がデブリの影響を受ける可能性が有る。逆に、膜厚が厚すぎた場合には、レーザ光が保護膜により阻害され、レーザアブレーション加工に不良を生じる可能性が有る。よって、歩留まり向上の観点より、適切な厚みを持つ保護膜を形成することが求められるので、膜厚を事前に検査しておく必要がある。
【0004】
膜厚を検査する方法の一例として、例えば下記特許文献1に保護膜の厚み測定方法が開示されている。この厚み測定方法は、保護膜が形成されていない状態の基板の表面に光を照射して、表面からの反射光の第1の反射強度を測定する保護膜形成前測定ステップと、表面に吸光材を含む保護膜を形成する保護膜形成ステップと、保護膜に向かって吸光材が蛍光する波長の励起光を照射して、測定ユニットによって保護膜の蛍光と、表面からの反射光と、を含む第2の反射強度を測定する保護膜形成後測定ステップと、保護膜形成後測定ステップで測定された第2の反射強度から、保護膜形成前測定ステップで測定された第1の反射強度を除すことによって表面に形成されたパターンによる反射強度を除去して、保護膜の蛍光強度を算出する保護膜蛍光強度算出ステップと、事前に取得された保護膜の蛍光強度と保護膜の厚みとの相関データ、及び算出した保護膜の蛍光強度から、保護膜の厚みを認識する保護膜厚み認識ステップと、を備える。そして、この厚み測定方法によれば、表面にパターンを有する基板の表面に形成された保護膜の厚みを正確に測定することが可能となる、と説明されている。
【先行技術文献】
【特許文献】
【0005】
特開2022-178427号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記特許文献1に記載の厚み測定方法においては、その保護膜形成前測定ステップ及び保護膜形成後測定ステップの両方が、保護膜を形成するコーティングテーブル上で行われている。コーティングテーブルは高精度の位置合わせを目的とするものではないため、保護膜形成前のパターンの位置と、保護膜形成後のパターンの位置との間での精密な位置合わせが難しい。
【0007】
本発明は、上記事情に鑑みてなされたものであり、より精度の高い塗布不良判断に基づく加工が行える、レーザ加工装置及びレーザ加工方法の提供を目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決して係る目的を達成するために以下の手段を採用した。
(1)本発明の一態様に係るレーザ加工装置は、
被加工物に塗布された保護膜の塗布状態を判定する保護膜検査機構と、レーザ加工時の前記被加工物を加工テーブル上に載置して位置決めする位置決め機構と、を備えたレーザ加工装置であって、
前記位置決め機構が前記加工テーブル上に前記被加工物を位置決めした後に、前記保護膜検査機構が前記保護膜の塗布状態を判定する。
上記(1)に記載のレーザ加工装置によれば、位置決め機構により加工テーブル上に位置決めされた被加工物上の各位置に関する高精度な位置情報を、各位置に塗布された保護膜の塗布状態の測定結果と組み合わせて良否判定を行える。
【0009】
(2)上記(1)に記載のレーザ加工装置において以下のように構成してもよい:
前記保護膜検査機構が、
前記保護膜に励起光を照射する照射部と、
前記保護膜が発する蛍光を検出する検出部と、
前記検出部の検出結果に基づいて蛍光強度の分布を取得することで前記塗布状態を判定する制御部と、を備え、
前記制御部が、
前記保護膜が塗布されていない状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して得た第1事前測定蛍光強度に基づいて、前記被加工物上の位置毎に閾値を設定した閾値分布データを有し、
吸光剤を含む前記保護膜が形成された状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して取得した保護膜塗布後蛍光強度データを、前記閾値分布データと比較することで、前記塗布状態を判定する。
上記(2)に記載のレーザ加工装置の場合、被加工物上の各位置のそれぞれに対応して個別に閾値が設定された閾値分布データに基づいて塗布状態の判定を行える。具体的には、被加工物上の各位置におけるデバイス層の蛍光による影響を除去した上で判定を行える。したがって、被加工物上の閾値を各位置で一定とする場合に比べて、精密な判定を行うことができる。なお、パターンが互いに同一である複数の被加工物を加工する場合、閾値分布データは、最初の被加工物のみに対して取得し、以降の被加工物に対しては同じ閾値分布データを利用するものとしてもよい。
【0010】
(3)上記(1)に記載のレーザ加工装置において以下のように構成してもよい:
前記保護膜検査機構が、
前記保護膜に励起光を照射する照射部と、
前記保護膜が発する蛍光を検出する検出部と、
前記検出部の検出結果に基づいて蛍光強度の分布を取得することで前記塗布状態を判定する制御部と、を備え、
前記制御部が、
前記保護膜が塗布された状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して得た第2事前測定蛍光強度に基づいて、前記被加工物上の位置毎に閾値を設定した閾値分布データを有し、
吸光剤を含む前記保護膜が形成された状態で前記加工テーブル上に位置決めされた前記被加工物に対して前記励起光を照射して取得した保護膜塗布後蛍光強度データを、前記閾値分布データと比較することで、前記塗布状態を判定する。
上記(3)に記載のレーザ加工装置の場合、被加工物上の各位置のそれぞれに対応して個別設定された閾値分布データに基づいて塗布状態の判定を行える。具体的には、保護膜内の吸光剤が発してデバイス層で反射された蛍光の影響を除去できる。したがって、被加工物上の閾値を各位置で一定とする場合に比べて、精密な判定を行うことができる。なお、パターンが互いに同一である複数の被加工物を加工する場合、閾値分布データは、最初の被加工物のみに対して取得し、以降の被加工物に対しては同じ閾値分布データを利用するものとしてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
1か月前
株式会社東京精密
搬送装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工方法
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
亀裂測定器
1か月前
株式会社東京精密
電池検査装置
1か月前
株式会社東京精密
半導体製造装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
テープ貼付装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社東京精密
ハブレスブレード
1か月前
株式会社東京精密
加工装置及び加工方法
1か月前
株式会社東京精密
ケーブルのガイド方法
1か月前
株式会社東京精密
吸着装置及び研削装置
1か月前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
ウェーハの面取り装置
1か月前
株式会社東京精密
収容ボックスシステム
1か月前
株式会社東京精密
CMP装置及び研磨方法
1か月前
株式会社東京精密
ウェーハセンシング装置
1か月前
株式会社東京精密
加工方法、及び、加工装置
1か月前
株式会社東京精密
面取り装置及び面取り方法
1か月前
株式会社東京精密
面取り装置、及び、面取り方法
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ