TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153111
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055407
出願日
2024-03-29
発明の名称
研削性能判定装置及び研削性能判定方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
49/18 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】 研削性能を精度よく判定することが可能な研削性能判定装置及び研削性能判定方法を提供する。
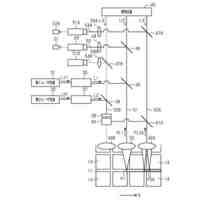
【解決手段】 研削性能判定方法は、研削盤(100)に設けられたAEセンサ(104)から出力されたAE信号を取得し、AE信号を加工してAE信号のミクロ特徴量を抽出する抽出ステップと、トレーニング用のAE信号のミクロ特徴量を入力として学習させたAIモデルに、抽出ステップにおいて抽出したミクロ特徴量を入力して、研削盤の研削性能を示す情報を出力する判定ステップとを備える。
【選択図】 図1
特許請求の範囲
【請求項1】
研削盤に設けられたAEセンサから出力されたAE信号を取得し、前記AE信号を加工して前記AE信号のミクロ特徴量を抽出する抽出部と、
トレーニング用のAE信号のミクロ特徴量を入力として学習させたAIモデルに、前記抽出部により抽出した前記ミクロ特徴量を入力して、前記研削盤の研削性能を示す情報を出力する判定部と、
を備える研削性能判定装置。
続きを表示(約 800 文字)
【請求項2】
前記抽出部は、前記AE信号の移動平均を求めることにより、前記AE信号のマクロ特徴量を計算し、前記AE信号から前記マクロ特徴量を引き算することにより、前記ミクロ特徴量を抽出する、請求項1に記載の研削性能判定装置。
【請求項3】
前記AIモデルは、前記マクロ特徴量と前記ミクロ特徴量とを入力として学習させたものであり、
前記判定部は、前記抽出部により抽出した前記マクロ特徴量及び前記ミクロ特徴量を入力して、前記研削盤の研削性能を示す情報を出力する、請求項2に記載の研削性能判定装置。
【請求項4】
前記抽出部は、前記ミクロ特徴量に基づいて求められる振幅ヒストグラムのピーク値と分散とを計算し、
前記AIモデルは、前記振幅ヒストグラムのピーク値と分散とを入力として学習させたものであり、
前記判定部は、前記抽出部により抽出した前記振幅ヒストグラムのピーク値と分散とを入力して、前記研削盤の研削性能を示す情報を出力する、請求項2に記載の研削性能判定装置。
【請求項5】
前記研削性能を示す情報は、研削盤により研削した研削対象の面の粗さを示す情報、前記研削盤の砥石の状態を示す情報、及び前記砥石についてドレスを実施するタイミングを示す情報のうちの少なくとも1つを含む、請求項1から4のいずれか1項に記載の研削性能判定装置。
【請求項6】
研削盤に設けられたAEセンサから出力されたAE信号を取得し、前記AE信号を加工して前記AE信号のミクロ特徴量を抽出する抽出ステップと、
トレーニング用のAE信号のミクロ特徴量を入力として学習させたAIモデルに、前記抽出ステップにおいて抽出した前記ミクロ特徴量を入力して、前記研削盤の研削性能を示す情報を出力する判定ステップと、
を備える研削性能判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は研削性能判定装置及び研削性能判定方法に係り、特に半導体製造プロセスに用いられる研削盤の研削性能を判定するための技術に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、半導体集積回路の材料として、半導体ウェハ(例えば、シリコンウェハ、化合物半導体ウェハ(炭化ケイ素(SiC)、ヒ化ガリウム(GaAs)等))が用いられている。半導体製造プロセスでは、半導体物質のインゴットをスライスして研削(薄化)することにより半導体ウェハが製造される。このようにして製造された半導体ウェハには、エッジの面取り等の研削加工が施される場合もある。
【0003】
上記のような半導体ウェハの研削加工には、砥石と、砥石が取り付けられたスピンドルとを備える研削盤が用いられる。半導体ウェハの研削加工は、スピンドルにより回転する砥石を半導体ウェハの切削箇所に接触させることにより行われる。
【0004】
上記のような研削盤では、研削加工に用いられる砥石の目つぶれ、目詰まり等により研削性能が低下する場合がある。このような砥石の研削性能を維持するためのプロセスとして、ドレッシング(目直し。以下、ドレスともいう)が行われる。
【0005】
研削盤の研削性能を維持するためには、適切なタイミングで砥石のドレスを実施する必要がある。砥石のドレスが必要な時期の判定(ドレス判定)としては、例えば、なんらかの手段を用いて砥石の状態を計測し、その計測結果に基づいて計測の時点におけるドレスの必要性を判定することが考えられる。しかしながら、砥石の状態は、その性質上直接的に計測することは困難であった。このため、従来のドレス判定は、例えば、研削盤の使用状況、半導体ウェハの加工数量等に基づき、研削盤の使用者の経験と勘に基づいて行われていた。したがって、使用者のスキルによってドレス判定の結果にばらつきが生じ得るので、常に最適なタイミングでドレスを実施することは困難であった。
【0006】
上記のような事情のため、客観的な判定基準に基づいて安定的にドレス判定を行うことが求められていた。例えば、特許文献1には、被削材が研削砥石により研削される状態を監視するための研削状態監視装置と、研削砥石がドレッサによりドレッシングされる状態を監視するためのドレッシング状態監視装置が開示されている。特許文献1では、研削砥石を構成する砥粒等の破砕に関連して発生する破砕音を表すAE信号(Acoustic Emission signal)を検出し、そのAE信号に基づいて、研削焼け、目詰まり、砥石の切れ味、砥石周面状態などの研削砥石の研削状態及びドレッシング状態を監視するようになっている。また、特許文献1では、周波数解析された研削砥石側AE信号から周波数解析された被削材側AE信号を差し引くことにより、研削砥石において発生した本来のAE信号を算出するようになっている。
【先行技術文献】
【特許文献】
【0007】
特開2000-233369号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように、特許文献1では、周波数解析された研削砥石側AE信号及び被削材側AE信号から、研削砥石において発生した本来のAE信号を求めることにより、研削砥石の
研削状態及びドレッシング状態の判定精度を高めている。しかしながら、研削砥石において発生したAE信号をそのまま用いるだけでは、研削盤における研削性能の変化(低下)を精度よく判定することは困難であった。
【0009】
本発明はこのような事情に鑑みてなされたもので、研削性能を精度よく判定することが可能な研削性能判定装置及び研削性能判定方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1の態様に係る研削性能判定装置は、研削盤に設けられたAEセンサから出力されたAE信号を取得し、AE信号を加工してAE信号のミクロ特徴量を抽出する抽出部と、トレーニング用のAE信号のミクロ特徴量を入力として学習させたAIモデルに、抽出部により抽出したミクロ特徴量を入力して、研削盤の研削性能を示す情報を出力する判定部とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
搬送装置
28日前
株式会社東京精密
加工装置
28日前
株式会社東京精密
プローバ
29日前
株式会社東京精密
研削装置
24日前
株式会社東京精密
研削装置
28日前
株式会社東京精密
亀裂測定器
28日前
株式会社東京精密
亀裂測定器
28日前
株式会社東京精密
レーザ加工装置
28日前
株式会社東京精密
半導体製造装置
28日前
株式会社東京精密
レーザ加工装置
28日前
株式会社東京精密
ダイシング装置
28日前
株式会社東京精密
レーザ加工装置
28日前
株式会社東京精密
テープ貼付装置
28日前
株式会社東京精密
ダイシング装置
24日前
株式会社東京精密
ケーブルのガイド方法
28日前
株式会社東京精密
加工装置及び加工方法
28日前
株式会社東京精密
吸着装置及び研削装置
28日前
株式会社東京精密
ウェーハの面取り装置
28日前
株式会社東京精密
ウェーハの面取り装置
28日前
株式会社東京精密
加工方法、及び、加工装置
29日前
株式会社東京精密
亀裂検出装置及び亀裂検出方法
28日前
株式会社東京精密
面取り装置、及び、面取り方法
29日前
株式会社東京精密
レーザー加工装置の光軸補正方法
28日前
株式会社東京精密
保護膜検査方法及び保護膜検査装置
29日前
株式会社東京精密
チューブの固定構造及び測定ヘッド
28日前
株式会社東京精密
レーザ加工方法及びレーザ加工装置
28日前
株式会社東京精密
レーザ加工装置及びレーザ加工方法
29日前
株式会社東京精密
温度調整システムおよび循環ユニット
29日前
株式会社東京精密
レーザ加工装置およびレーザ加工方法
29日前
株式会社東京精密
ダイシング装置及びドレッシング方法
28日前
株式会社東京精密
レーザ加工方法およびレーザ加工装置
29日前
株式会社東京精密
レーザ加工装置およびレーザ加工方法
29日前
株式会社東京精密
レーザー加工方法及びレーザー加工装置
28日前
株式会社東京精密
研削性能判定装置及び研削性能判定方法
28日前
株式会社東京精密
三位置制御装置、及び、三位置制御方法
29日前
株式会社東京精密
ウェーハの面取り装置、及び、面取り方法
28日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ