TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153232
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055602
出願日
2024-03-29
発明の名称
レーザー加工方法及びレーザー加工装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20251002BHJP(基本的電気素子)
要約
【課題】ウェーハにおいてストリートの交差部周辺に生じうる熱ダメージを抑制可能なレーザー加工方法及びレーザー加工装置を提供すること。
【解決手段】本発明の一態様に係るレーザー加工方法は、ウェーハの内部にレーザー光を照射して改質領域を形成するレーザー加工方法であって、ウェーハの第1ストリートにレーザー光を照射する第1照射ステップと、第1照射ステップの後、第1ストリートと交差する第2ストリートにレーザーを照射する第2照射ステップと、を含み、第2照射ステップにおいて、第1ストリートと第2ストリートとの交差部におけるレーザー光の総出力を変更する。
【選択図】図14
特許請求の範囲
【請求項1】
ウェーハの内部にレーザー光を照射して改質領域を形成するレーザー加工方法であって、
前記ウェーハの第1ストリートに前記レーザー光を照射する第1照射ステップと、
前記第1照射ステップの後、前記第1ストリートと交差する第2ストリートにレーザーを照射する第2照射ステップと、を含み、
前記第2照射ステップにおいて、前記第1ストリートと前記第2ストリートとの交差部における前記レーザー光の総出力を変更する、レーザー加工方法。
続きを表示(約 450 文字)
【請求項2】
前記第2照射ステップにおいて、前記交差部に照射する前記レーザー光の総出力を音響光学素子によって変更する、請求項1に記載のレーザー加工方法。
【請求項3】
前記第2照射ステップにおいて、前記交差部に照射する前記レーザー光の強度及び数の少なくともいずれかを変更する、請求項1又は2に記載のレーザー加工方法。
【請求項4】
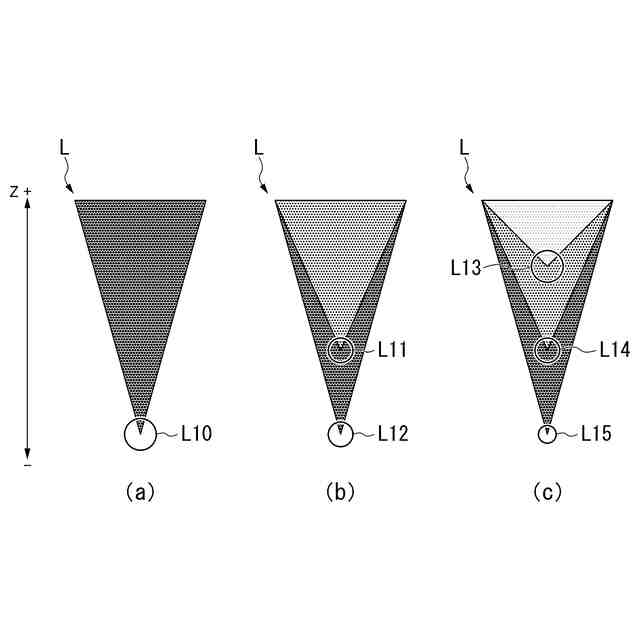
前記第2照射ステップにおいて、複数の前記レーザー光によって前記ウェーハの深さ方向に複数の集光点を生成し、
前記複数の集光点のうち、強度が最も小さい集光点のレーザー照射強度が改質限界未満となるように、前記レーザー光の総出力を変更する、請求項3に記載のレーザー加工方法。
【請求項5】
ウェーハの内部にレーザー光を照射して改質領域を形成するレーザー加工装置であって、
前記ウェーハの第1ストリートと前記第1ストリートと交差する第2ストリートとの交差部においてレーザー光の総出力を変更する、レーザー加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザー加工方法及びレーザー加工装置に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、格子状に形成された複数のストリート(ストリートCH1、CH2)に沿って、ウェーハの内部に切断の起点となるレーザー加工領域を形成する内部集光加工を行うレーザー加工装置が知られている(特許文献1)。
【0003】
上記特許文献1に記載のレーザー加工装置によりウェーハの内部集光加工を行う場合、まずストリートCH1に沿ってレーザー光を照射し、ウェーハの内部にレーザー加工領域を形成する。次に、ストリートCH1に交差するストリートCH2に沿ってウェーハの内部にレーザー加工領域を形成する。
【0004】
上記ストリートCH2に沿ったレーザーがストリートCH1との交差部に達すると、交差部に先に形成されたレーザー加工領域によってレーザー光が散乱等される。これにより、ストリート周辺に熱ダメージが発生し、ストリート周辺に形成されているデバイス層に悪影響が及ぶ虞がある。
【0005】
ここで、交差部で内部集光加工を行うレーザー光の切り替えを行うことにより、交差部に先に形成されたレーザー加工領域でレーザー光が散乱するのを抑制することができる。従って、上記熱ダメージの発生を抑制することができる。
従来、単一のレーザー光を複数のレーザー光に切り替えることができる光変調器が知られている(特許文献2)。特許文献2は、光変調器の一例として反射型結晶(LCOS:Liquid Crystal on Silicon)の空間光変調器(SLM:Spatial Light Modulator)(LCOS-SLM)を開示している。当該反射型結晶の空間光変調器は、単一のレーザー光を複数のレーザー光に切り替えることができる。さらに、複数のレーザー光のうち、各レーザー光の強度比率を変更することも可能である。このようなレーザー光の切り替え又はレーザー光の強度比率の変更を上記交差部にて行うことにより、上記熱ダメージの発生を抑制することができる。
【先行技術文献】
【特許文献】
【0006】
特開2022-006548号公報
特開2016-107334号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ここで、通常、LCOS-SLMによるレーザー光の切り替えは、レーザー光の走査方向の変更時(往復加工の折り返し時)に行われる。また、直径300mmを有しているウェーハの場合、当該ウェーハを1ライン分加工する(例えば、内部に亀裂を形成する等)のに必要な時間は、およそ270ms~500msである。一方、LCOS-SLMによる上記レーザー光の切り替えには、50ms~150ms程度の時間がかかる。したがって、切り替えに要する時間が長いため、加工中にレーザー光を切り替得ることはできない。
【0008】
単一のレーザー光を複数のレーザー光に切り替えることができる他の手段として、回折光学素子(DOE: Diffractive Optical Element)や、ハーフミラーや偏光ビームスプリッタ(PBS)を用いることが知られている。DOEを用いた場合、及びハーフミラーや偏光ビームスプリッタ(PBS)を用いた場合であっても、LCOS-SLMを用いた場合と同様に、交差部周辺のみでレーザー光を切り替えるには応答速度が不十分であり、加工品質を維持したまま交差部周辺の熱ダメージを抑制することは困難である。
【0009】
本発明は、上記事情に鑑みてなされたものであり、ウェーハにおける交差部周辺に生じうる熱ダメージを抑制可能なレーザー加工方法及びレーザー加工装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、前記課題を解決するためになされたもので、以下の手段を提案している。
<1>本発明の一態様に係るレーザー加工方法は、ウェーハの内部にレーザー光を照射して改質領域を形成するレーザー加工方法であって、上記ウェーハの第1ストリートに上記レーザー光を照射する第1照射ステップと、上記第1照射ステップの後、上記第1ストリートと交差する第2ストリートにレーザーを照射する第2照射ステップと、を含み、上記第2照射ステップにおいて、上記第1ストリートと上記第2ストリートとの交差部におけるレーザー光の総出力を変更する。
<2>上記<1>に記載のレーザー加工方法では、上記第2照射ステップにおいて、上記交差部に照射するレーザー光の総出力を音響光学素子によって変更してもよい。
<3>上記<1>又は<2>に記載のレーザー加工方法では、上記第2照射ステップにおいて、上記交差部に照射する上記レーザー光の強度及び数の少なくともいずれかを変更してもよい。
<4>上記<3>に記載のレーザー加工方法では、上記第2照射ステップにおいて、複数の上記レーザー光によって上記ウェーハの深さ方向に複数の集光点を生成し、上記複数の集光点のうち、強度が最も小さい集光点のレーザー照射強度が改質限界未満となるように、上記レーザー光の総出力を変更してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
プローバ
25日前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
26日前
株式会社東京精密
研削装置
20日前
株式会社東京精密
加工装置
24日前
株式会社東京精密
加工装置
26日前
株式会社東京精密
研削装置
24日前
株式会社東京精密
加工装置
26日前
株式会社東京精密
プローバ
26日前
株式会社東京精密
搬送装置
24日前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
亀裂測定器
24日前
株式会社東京精密
亀裂測定器
24日前
株式会社東京精密
電池検査装置
1か月前
株式会社東京精密
レーザ加工装置
24日前
株式会社東京精密
半導体製造装置
24日前
株式会社東京精密
レーザ加工装置
24日前
株式会社東京精密
レーザ加工装置
24日前
株式会社東京精密
テープ貼付装置
24日前
株式会社東京精密
ダイシング装置
20日前
株式会社東京精密
ダイシング装置
24日前
株式会社東京精密
ハブレスブレード
26日前
株式会社東京精密
加工装置及び加工方法
24日前
株式会社東京精密
収容ボックスシステム
25日前
株式会社東京精密
ウェーハの面取り装置
24日前
株式会社東京精密
校正方法及び校正装置
1か月前
株式会社東京精密
ウェーハの面取り装置
24日前
株式会社東京精密
ケーブルのガイド方法
24日前
株式会社東京精密
吸着装置及び研削装置
24日前
株式会社東京精密
CMP装置及び研磨方法
25日前
株式会社東京精密
ウェーハセンシング装置
26日前
株式会社東京精密
面取り装置及び面取り方法
26日前
株式会社東京精密
加工方法、及び、加工装置
25日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ