TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025103359
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220708
出願日
2023-12-27
発明の名称
ブラスト装置
出願人
株式会社ニッチュー
代理人
個人
,
個人
主分類
B24C
5/06 20060101AFI20250702BHJP(研削;研磨)
要約
【課題】飛散する研削材によって、ロータカバー内に組み付けられた部品に不具合や破損が生じることを防止可能とする。
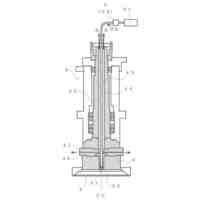
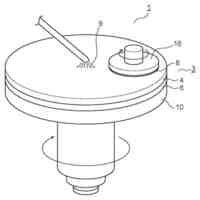
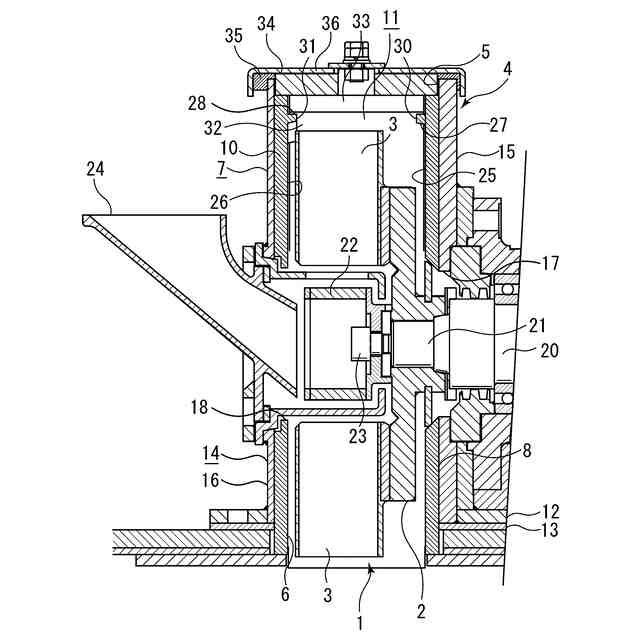
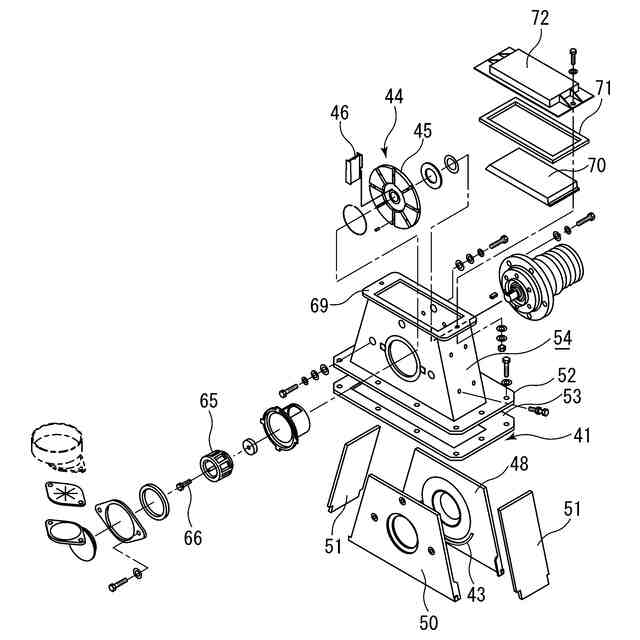
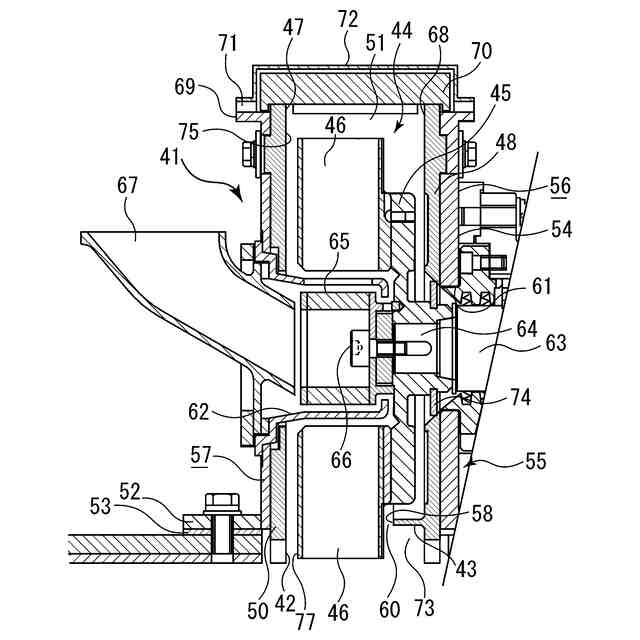
【解決手段】ロータ1と周壁を備えるとともに底部開口及び上部開口を備えたロータカバー4とを有し、ロータにはロータ軸受ユニット20が接続され、ロータを高速で回転させることによりロータに備えたブレード3の遠心力を利用して研削材を被研削体に向けて投射するものであって、周壁の内周には、ロータ軸受ユニット側に備えられた第一面と、第一面の対向位置に備えられた第二面とを有したものにおいて、第一面および/または第二面には、ブレードから底部開口以外の方向に飛散する研削材を遮蔽可能とする第一遮蔽壁および/または第二遮蔽壁を、第一面および/または第二面にそれぞれ突設する。
【選択図】図1
特許請求の範囲
【請求項1】
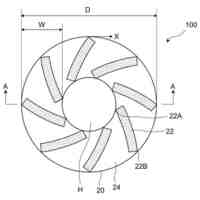
ディスクにブレードを設けてなるロータと、周壁を備えるとともに当該周壁の底部及び当該底部の対向位置に各々底部開口及び上部開口を備えたロータカバーとを有し、当該ロータカバーに収納された前記ロータには、当該ロータに回転動力を伝達するロータ軸受ユニットが接続され、当該ロータを高速で回転させることにより前記ブレードの遠心力を利用して研削材を被研削体に向けて投射するブラスト装置において、
前記周壁の内周には、前記ロータ軸受ユニット側に備えられた第一面と、当該第一面の対向位置に備えられた第二面とを有し、
前記第一面および/または前記第二面には、前記ブレードから前記底部開口以外の方向に飛散する研削材を遮蔽可能とする第一遮蔽壁および/または第二遮蔽壁が、前記第一面および/または前記第二面にそれぞれ突設されたことを特徴とするブラスト装置。
続きを表示(約 360 文字)
【請求項2】
前記第一遮蔽壁および/または前記第二遮蔽壁は、前記第一面および/または前記第二面の前記上部開口側に設けられたことを特徴とする請求項1に記載のブラスト装置。
【請求項3】
前記第一遮蔽壁は、前記第一面の前記底部開口側に設けられたことを特徴とする請求項1、または2に記載のブラスト装置。
【請求項4】
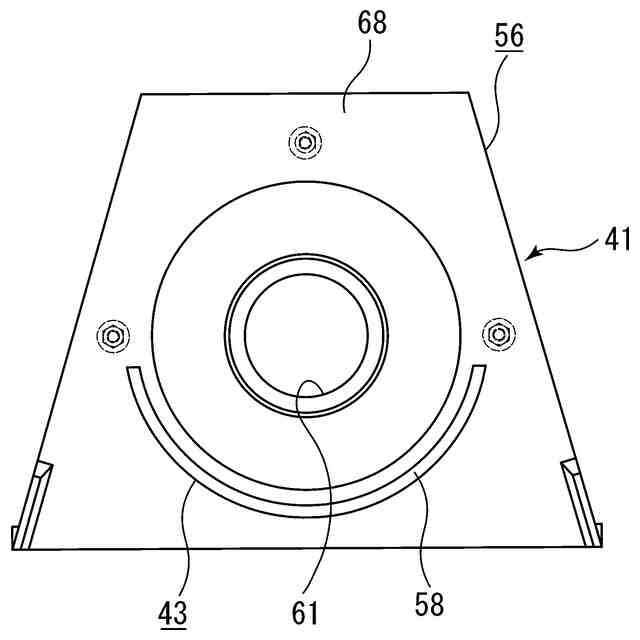
前記第一遮蔽壁および/または前記第二遮蔽壁は、前記ロータの外周側に円弧状に形成されたことを特徴とする請求項1に記載のブラスト装置。
【請求項5】
前記第一遮蔽壁および/または前記第二遮蔽壁は、前記第一遮蔽壁および/または前記第二遮蔽壁の先端と前記ブレードとの配置間隔を3mm以上10mm以下としたことを特徴とする請求項1に記載のブラスト装置。
発明の詳細な説明
【技術分野】
【0001】
本願発明は、ブラスト加工に用いる研削材投射装置に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来から、微小な剛球等からなる研削材を被研削体に向けて投射することによって、被研削体表面の錆、スケール、塗料などを剥離するとともに除去するブラスト加工が行われている。
【0003】
そしてこのようなブラスト加工に用いる研削材の投射装置として、特許文献1に示す如きブラスト装置が一般的に用いられている。このブラスト装置は、ディスクの表面に複数のブレードを立設して成るロータを高速回転させることにより、当該ブレードの回転によって研削材を被研削体に連続的に投射可能となるよう構成されたものである。
【先行技術文献】
【特許文献】
【0004】
特開平10-277941号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
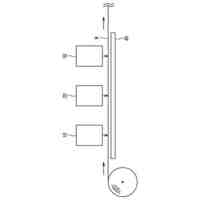
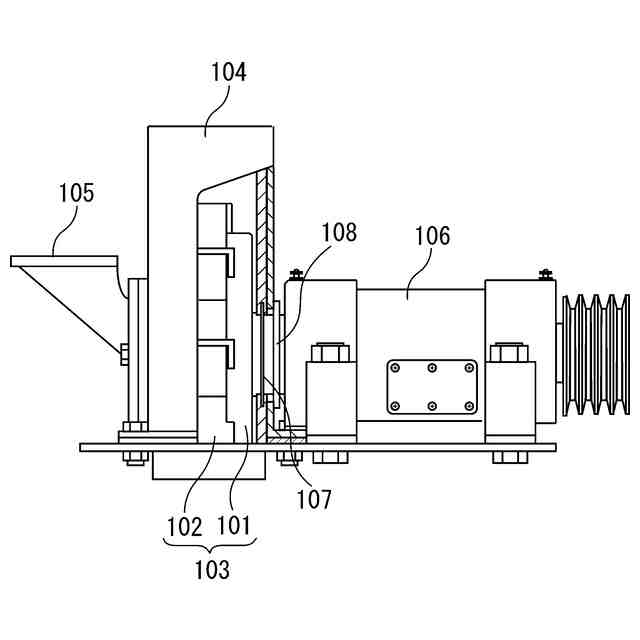
特許文献1に開示されたブラスト装置について図7、図8を用いて説明する。即ち特許文献1に記載のブラスト装置は、図7に示す如くディスク(101)にブレード(102)を立設して成るロータ(103)がロータ軸(図示省略)に接続され、当該ロータ(103)が高速回転するよう構成されている。また上記ロータ(103)は、底部を開口した箱形のロータカバー(104)内に収納された状態で上記ロータ軸を介してロータ軸受ユニット(106)に接続されている。また上記ロータカバー(104)には、研削材を上記ロータ(103)に供給するためのシュート(105)が上記ロータ軸受ユニット(106)の組み付け側とは反対側に突設されている。
【0006】
ところで、上記特許文献1に記載の如きブラスト装置を用いてブラスト加工を行った際に、被研削体に突き当たって跳ね返った研削材は、上記ロータカバー(104)の底部開口からロータカバー(104)の内部に戻る場合があるが、戻った研削材の大半は一般的に、再度上記ブレード(102)に突き当たって跳ね返るか、あるいは上記底部開口から投射された大量の研削材によってロータカバー(104)内への再侵入が阻止される。
【0007】
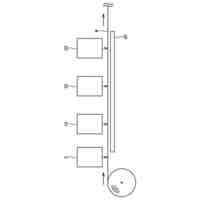
しかし特許文献1に記載のブラスト装置では、図8に示す如く上記ロータ(111)とロータカバー(112)の内面との間には、ロータ軸(113)の組み付け高さ分の広い隙間が生じる。そのため、上記の如く被研削体に突き当たって跳ね返った研削材が、再びロータカバー(112)内に侵入して、この隙間内に入り込む場合がある。また、被研削体の両側にブラスト装置を配置し、当該対向する二台のブラスト装置より上記被研削体への研削材の投射を行う場合も同様に、互いに対向する一方の装置から投射された研削材が、他方の装置のロータカバー(112)の上記隙間に入り込む場合がある。
【0008】
ここで、一般的なブラスト装置には、図7に示す如くロータ軸受ユニット(106)のロータカバー(104)への接続側に、当該ロータ軸受ユニット(106)に組み付けられた駆動機構へのダストの侵入を防ぐ目的で防護ゴム(107)が設けられている。しかし、上記の如く上記隙間に研削材が入り込んだ場合には、当該研削材が上記防護ゴム(107)に衝突して当該防護ゴム(107)を侵食破壊し、結果的には上記駆動機構やパッキン(108)の内部に収容されたロータ軸の周囲に研削材が入り込む場合がある。このような場合には、当該ロータ軸の作動が停止して装置に不具合が生じるおそれがある。
【0009】
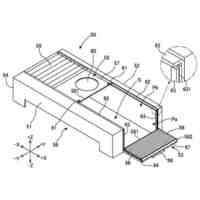
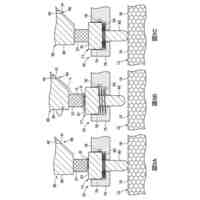
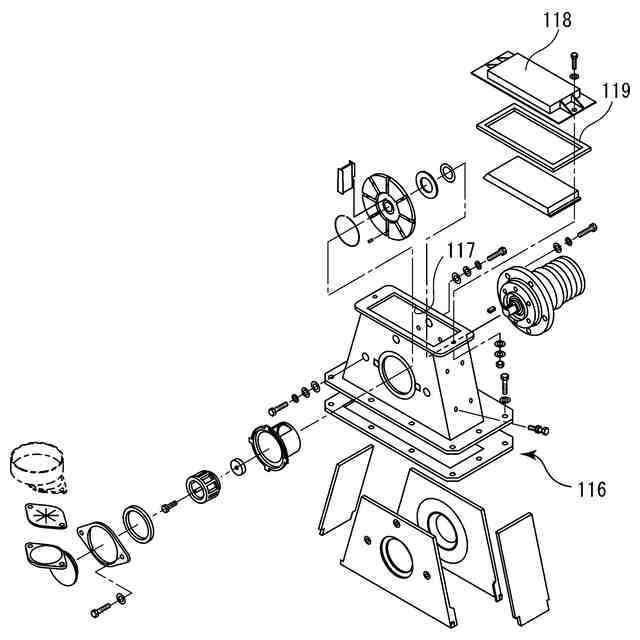
また従来のブラスト装置は一般的に、図9に示す如く上記ロータカバー(116)の上部開口(117)の外周にパッキン(119)を配置した状態で、当該上部開口(117)に蓋体(118)を被覆配置している。しかしながら、上記と同様に研削材を被研削体に向けて投射した際に、研削材が意図せず上記ロータカバー(116)の上部開口(117)方向に飛散する場合もある。このような場合には、上部開口(117)側に飛散した研削材が上記パッキン(119)に衝突することにより当該パッキン(119)が摩耗し破損するため、上記蓋体(118)から外方に研削材が漏れ出てしまうおそれがある。
【課題を解決するための手段】
【0010】
上記の如き課題を解決するため、本願ではロータカバーの内部から底部開口に向かって投射された研削材が、被研削体に突き当たって再びロータカバーの内部に入り込み飛散した場合等であっても、ロータカバー内において底部開口以外の方向に飛散する研削材によって上記ロータカバー内に組み付けられた部品に不具合や破損が生じることを防ぐことができるブラスト装置を得ようとするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
29日前
株式会社東京精密
研削装置
25日前
株式会社クボタ
管研削装置
4か月前
株式会社タカトリ
ウエハの研削装置
12日前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ニッチュー
ブラスト装置
4か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工装置
29日前
株式会社東京精密
加工方法
1か月前
ノリタケ株式会社
超砥粒ホイール
29日前
オークマ株式会社
円筒研削盤
4か月前
株式会社荏原製作所
研磨装置
3日前
トヨタ自動車株式会社
回転砥石の製造方法
3か月前
ノリタケ株式会社
研磨パッド
29日前
株式会社ディスコ
砥石
4か月前
秀和工業株式会社
処理装置および処理方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
25日前
富士紡ホールディングス株式会社
研磨パッド
25日前
株式会社東京精密
研削装置
2か月前
富士紡ホールディングス株式会社
研磨パッド
25日前
株式会社アイドゥス企画
受動変形内面研磨ホイール
3か月前
富士紡ホールディングス株式会社
研磨パッド
25日前
Mipox株式会社
研磨部材の製造方法
2か月前
株式会社東京精密
ダイシング装置
25日前
旭化成株式会社
研磨パッド
2か月前
Mipox株式会社
研磨部材の製造方法
2か月前
Mipox株式会社
研磨部材の製造方法
2か月前
株式会社東京精密
ダイシング装置
29日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
10日前
株式会社ディスコ
研削装置
3か月前
株式会社クラッチ
ブラスト加工用ボックス
22日前
株式会社東京精密
ハブレスブレード
1か月前
株式会社ディスコ
貼り合わせウェーハの加工方法
15日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ