TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025072857
公報種別
公開特許公報(A)
公開日
2025-05-12
出願番号
2023183262
出願日
2023-10-25
発明の名称
疵研削順序決定方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
B24B
27/033 20060101AFI20250501BHJP(研削;研磨)
要約
【課題】矩形疵を含む多様な複数の疵を順次効率的に研削することが可能な疵研削順序決定方法を提供する。
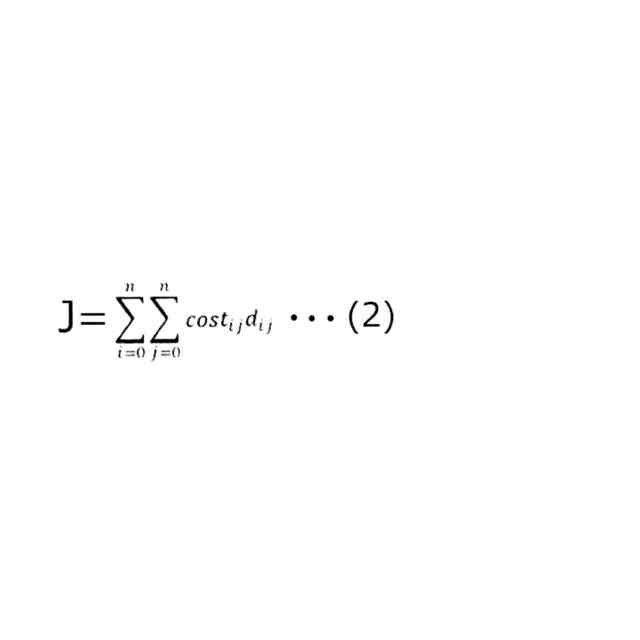
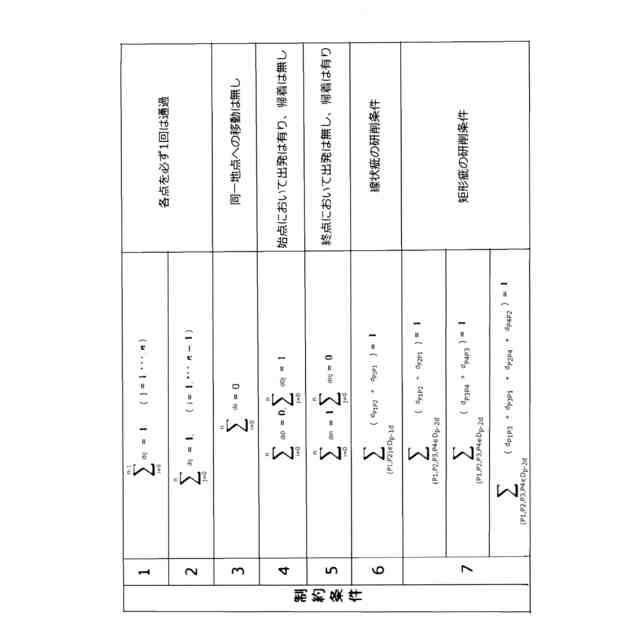
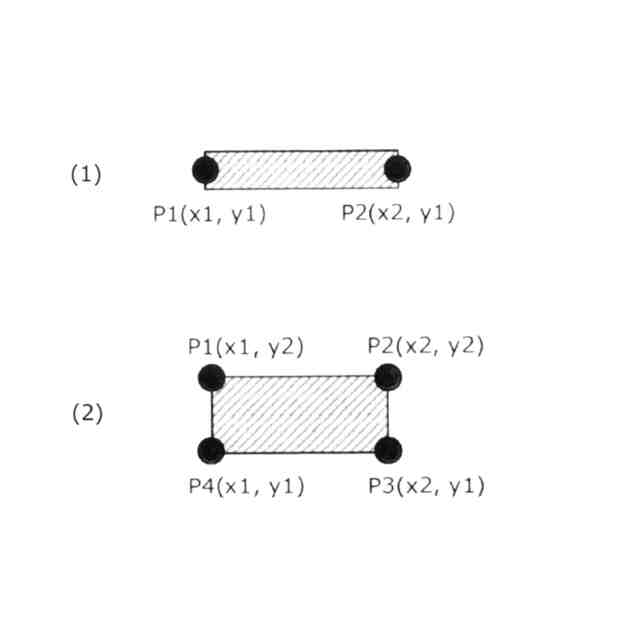
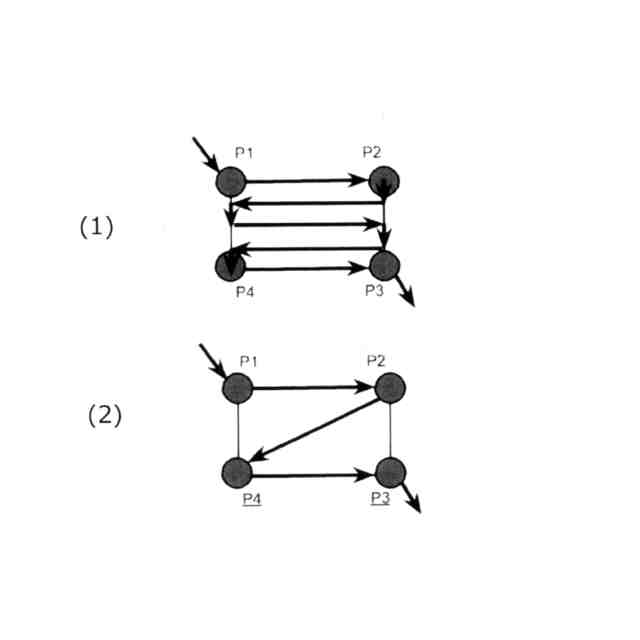
【解決手段】被処理材の表面に生じた複数の疵を研削除去する順序を決定する研削順序決定方法であって、疵の種類を線状疵及び/又は矩形疵に分類し、制約条件を、線状疵については研削具をその一端から他端へと移動させるものとし、矩形疵については研削具を、矩形疵の平行辺の一方に沿ってその一端から他端へ移動させた後、対角線上を平行辺の他方へ向けて移動させ、当該平行辺の他方に沿って一端から他端へ移動させるものとして、整数計画法により研削距離又は研削時間を最も短くするように疵の研削順序を決定する。
【選択図】 なし
特許請求の範囲
【請求項1】
被処理材の表面に生じた複数の疵を研削除去する順序を決定する研削順序決定方法であって、疵の種類を線状疵及び/又は矩形疵に分類し、制約条件を、線状疵については研削具をその一端から他端へと移動させるものとし、矩形疵については研削具を、矩形疵の平行辺の一方に沿ってその一端から他端へ移動させた後、対角線上を平行辺の他方へ向けて移動させ、当該平行辺の他方に沿って一端から他端へ移動させるものとして、整数計画法により研削距離又は研削時間を最も短くするように疵の研削順序を決定することを特徴とする疵研削順序決定方法。
続きを表示(約 290 文字)
【請求項2】
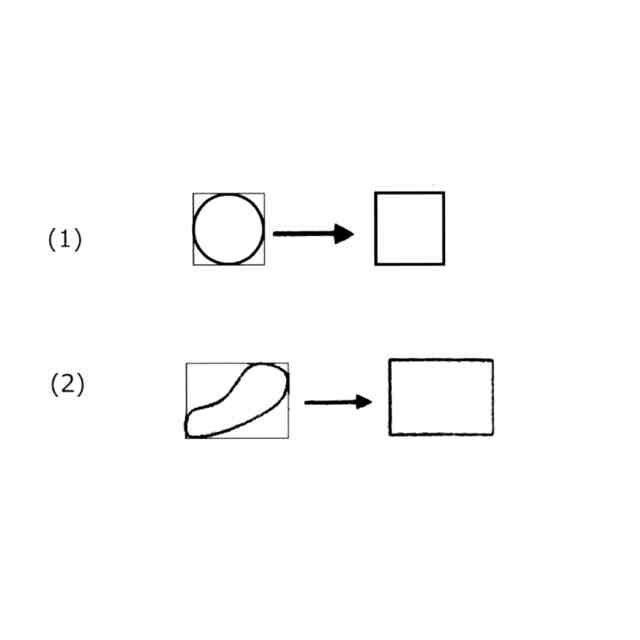
円形や不定形の疵をこれらの外周に接する大きさの前記矩形疵として近似する請求項1に記載の疵研削順序決定方法。
【請求項3】
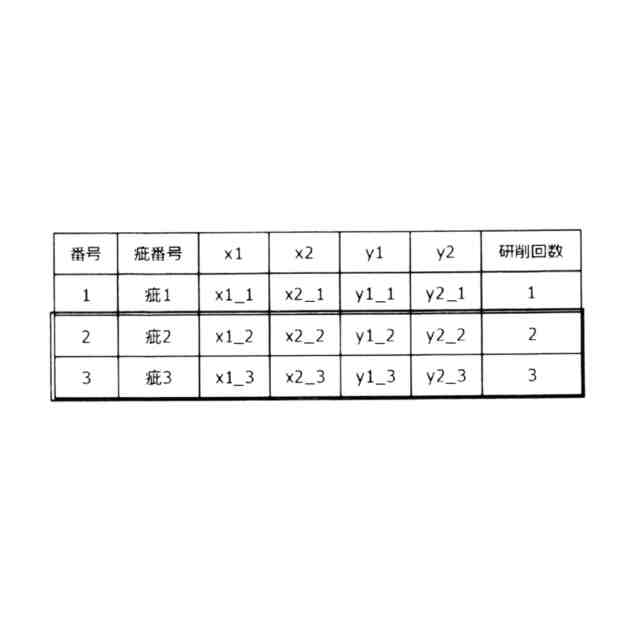
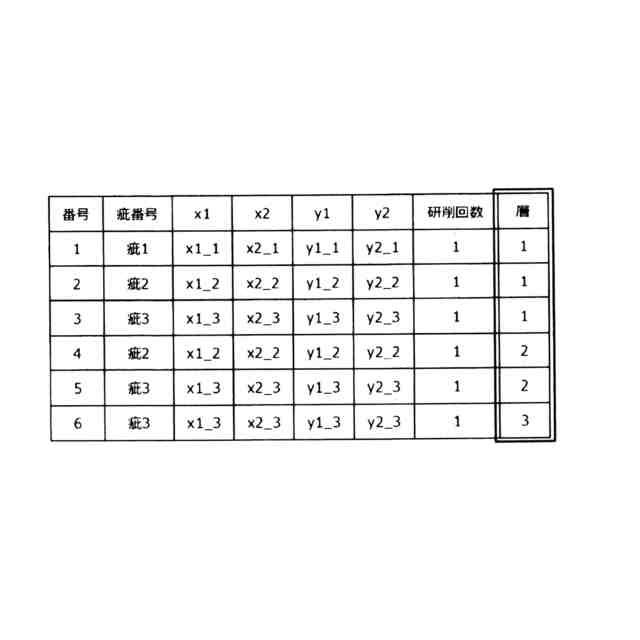
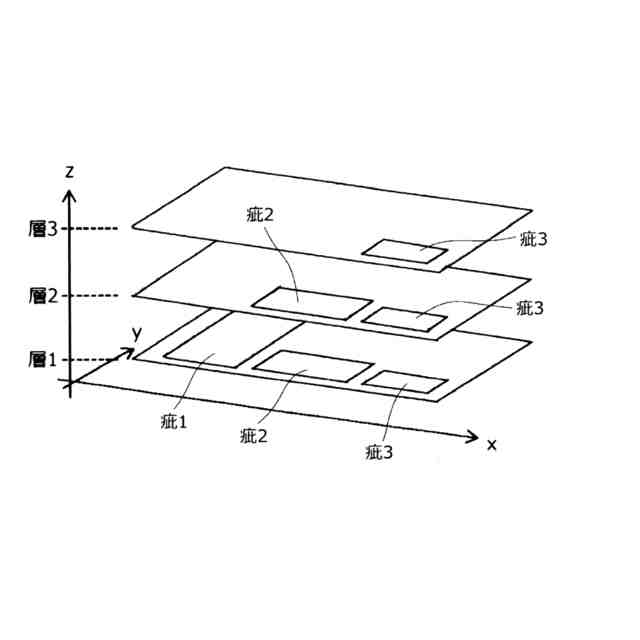
複数回研削する疵をその研削回毎に異なる層に配置して各層毎に疵の研削順序を決定し、層1以外の層で決定された研削順序に対応した研削経路を、層1で決定された研削順序に対応した研削経路に組み込む請求項1に記載の疵研削順序決定方法。
【請求項4】
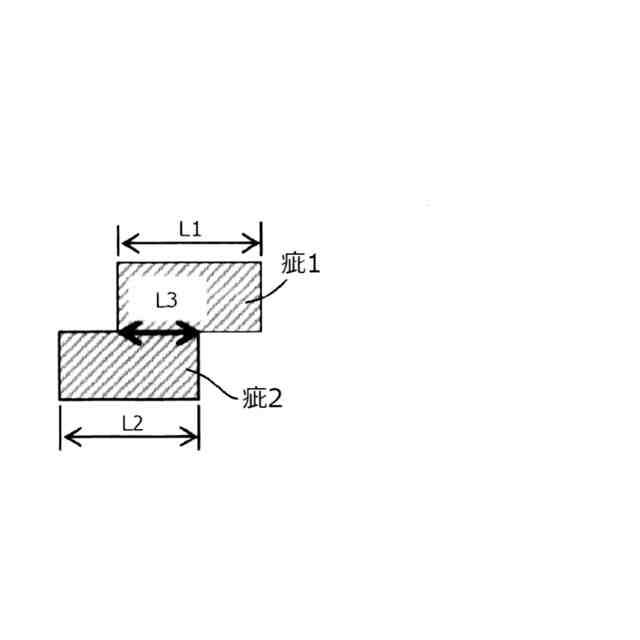
隣接する複数の矩形疵について、互いに接する長さが所定の閾値以上である場合には、これら矩形疵を包含する最小の新たな一つの矩形疵に一体化する請求項1に記載の疵研削順序決定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被処理材の表面に生じた複数の疵を研削除去する効率的な順序を決定する疵研削順序決定方法に関するものである。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
鋼片等の被処理材には製造過程でその表面に疵が生じることがあり、自動化工程ではロボット等にグラインダを支持させて疵を研削除去している。この場合、疵が多く生じていると、グラインダを移動させる順序によって疵の研削に要する時間(又は距離)が大きく変動するため、疵を研削する順番を無駄のない経路で行う必要がある。
【0003】
そこで、特許文献1では、少なくとも疵個数の2乗個の神経モデル群を用意してこれら神経モデルの出力に基づいて疵の研削順序を決定する方法が示されている。
【先行技術文献】
【特許文献】
【0004】
特開平7-182302
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記従来の疵研削順序決定方法では、矩形疵の研削については言及がなく、これを線状疵とみなして演算すると演算量が膨大になるという問題がある。
【0006】
そこで、本発明はこのような課題を解決するもので、矩形疵を含む多様な複数の疵を順次効率的に研削することが可能な疵研削順序決定方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
このような目的を達成するために、本第1発明は、被処理材の表面に生じた複数の疵を研削除去する順序を決定する研削順序決定方法であって、疵の種類を線状疵及び/又は矩形疵に分類し、制約条件を、線状疵については研削具をその一端から他端へと移動させるものとし、矩形疵については研削具を、矩形疵の平行辺の一方に沿ってその一端から他端へ移動させた後、対角線上を平行辺の他方へ向けて移動させ、当該平行辺の他方に沿って一端から他端へ移動させるものとして、整数計画法により研削距離又は研削時間を最も短くするように疵の研削順序を決定する。
【0008】
本第1発明によれば、線状疵に加えて矩形疵についても効率的にその研削順序の決定を行うことができる。
【0009】
本第2発明では、円形や不定形の疵をこれらの外周に接する大きさの前記矩形疵として近似する。
【0010】
本第2発明によれば、線状疵や矩形疵に限らず多様な疵の効率的な研削順序を決定することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
触媒合金
2か月前
大同特殊鋼株式会社
放熱材料
17日前
大同特殊鋼株式会社
疵判定方法
1か月前
大同特殊鋼株式会社
軟磁性合金
25日前
大同特殊鋼株式会社
棒材計数方法
25日前
大同特殊鋼株式会社
介在物評価方法
25日前
大同特殊鋼株式会社
雰囲気熱処理炉
2か月前
大同特殊鋼株式会社
超音波探傷方法
1か月前
大同特殊鋼株式会社
炉蓋の支持構造
1か月前
大同特殊鋼株式会社
電磁攪拌制御方法
12日前
大同特殊鋼株式会社
丸棒体の本数計数方法
20日前
大同特殊鋼株式会社
金属碑及びその製造方法
4日前
大同特殊鋼株式会社
金属粉末の定量評価方法
2か月前
大同特殊鋼株式会社
含クロム溶鋼の精錬方法
7日前
大同特殊鋼株式会社
連続式真空ホットプレス装置
1か月前
大同特殊鋼株式会社
熱処理設備および浸炭焼入れ方法
25日前
大同特殊鋼株式会社
磁性線材および磁性線材の製造方法
2か月前
大同特殊鋼株式会社
磁性線材および磁性線材の製造方法
2か月前
大同特殊鋼株式会社
計測データ入力方法及びそのシステム
11日前
大同特殊鋼株式会社
連続鋳造装置のブレークアウト弁別方法
4日前
大同特殊鋼株式会社
レーザ積層造形用粉末およびその製造方法
25日前
大同特殊鋼株式会社
結晶組織評価方法および結晶組織評価装置
18日前
大同特殊鋼株式会社
浸炭時の粗大粒防止特性に優れた肌焼鋼材
18日前
大同特殊鋼株式会社
変位量測定治具およびピーリングマシンにおける芯出し方法
1か月前
大同特殊鋼株式会社
合金特性予測補助方法、合金特性予測補助装置、合金特性予測補助プログラム
2か月前
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
24日前
個人
研磨体
4か月前
株式会社東京精密
研削装置
20日前
株式会社クボタ
管研削装置
3か月前
株式会社タカトリ
ウエハの研削装置
7日前
株式会社村田製作所
切削装置
4か月前
株式会社ディスコ
被加工物の加工方法
1か月前
不二空機株式会社
可搬型動力工具
4か月前
株式会社ニッチュー
ブラスト装置
3か月前
株式会社東京精密
加工方法
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ