TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130365
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027491
出願日
2024-02-27
発明の名称
連続式真空ホットプレス装置
出願人
大同特殊鋼株式会社
代理人
個人
,
個人
,
個人
主分類
B30B
12/00 20060101AFI20250901BHJP(プレス)
要約
【課題】生産性に優れ且つプレス室内に搬送用ローラが配設されることに起因するプレス機構部材の制約を回避することが可能な連続式真空ホットプレス装置を提供する。
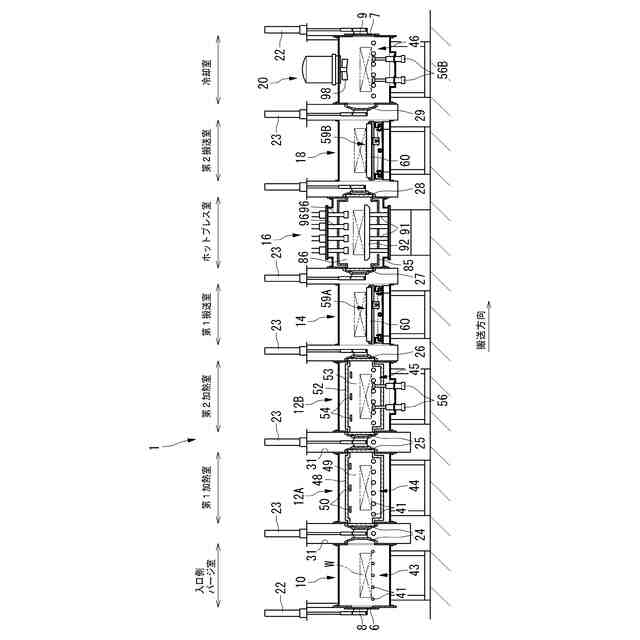
【解決手段】連続式真空ホットプレス装置1は、入口側パージ室10と、真空中で被処理物Wの加熱を行う加熱室12Bと、加熱室12Bに隣接する第1搬送室14と、第1搬送室14に隣接し真空中で被処理物Wのホットプレスを行うホットプレス室16と、ホットプレス室16に隣接する第2搬送室18と、第2搬送室18に隣接し被処理物Wの冷却を行う冷却室20と、を備えている。加熱室12Bおよび冷却室20は被処理物Wを搬送する搬送用ローラ41を有し、第1搬送室14は加熱室12Bからホットプレス室16に被処理物Wを搬送する第1アーム式搬送手段59Aを有し、第2搬送室18はホットプレス室16から冷却室20に被処理物Wを搬送する第2アーム式搬送手段59Bを有する。
【選択図】 図1
特許請求の範囲
【請求項1】
室内の真空パージを行う入口側パージ室と、
真空中で被処理物の加熱を行う加熱室と、
該加熱室に隣接する第1搬送室と、
該第1搬送室に隣接し、真空中で前記被処理物のホットプレスを行うホットプレス室と、
該ホットプレス室に隣接する第2搬送室と、
該第2搬送室に隣接し、前記被処理物の冷却を行う冷却室と、
を備え、
前記加熱室および前記冷却室は、前記被処理物を搬送する搬送用ローラを有し、
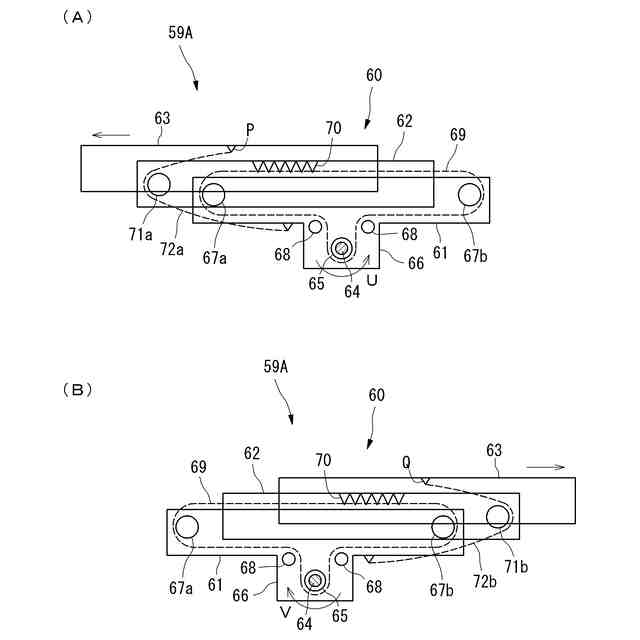
前記第1搬送室は、前記加熱室から前記ホットプレス室に前記被処理物を搬送する第1アーム式搬送手段を有し、
前記第2搬送室は、前記ホットプレス室から前記冷却室に前記被処理物を搬送する第2アーム式搬送手段を有する、連続式真空ホットプレス装置。
続きを表示(約 370 文字)
【請求項2】
前記第1アーム式搬送手段および前記第2アーム式搬送手段は、テレスコピック式の伸縮アームを備えている、請求項1に記載の連続式真空ホットプレス装置。
【請求項3】
前記加熱室および/または前記冷却室は、前記被処理物を昇降させる昇降手段を備えている、請求項1に記載の連続式真空ホットプレス装置。
【請求項4】
前記ホットプレス室は、前記被処理物を昇降させる昇降手段を備えている、請求項1に記載の連続式真空ホットプレス装置。
【請求項5】
前記第1搬送室および/または前記第2搬送室における内面側の放射率を0.30以下として、前記第1搬送室および/または前記第2搬送室における前記被処理物の温度低下を抑制する温度低下抑制手段を備えている、請求項1に記載の連続式真空ホットプレス装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は真空下において加熱された被処理物に対しプレス処理を行なう連続式真空ホットプレス装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
真空下において加熱された被処理物に対しプレス処理を行なうホットプレス装置は、例えばセラミックスの押圧焼結、粉末冶金、各種材料の拡散接合等において用いられている。
【0003】
ここでホットプレス装置としては、バッチ式および連続式のものが知られている。
プレス室単室からなるバッチ式のホットプレス装置は、プレス室内において、被処理物の加熱を低温状態から行なうため処理に要する時間が長く生産性が低い。また1バッチ処理ごとに加熱冷却を繰り返すためエネルギー効率が悪い。
一方、複数の処理室を連結し、搬送用ローラを使用して被処理物を移動させながら加熱、プレス、冷却を順次実行する多室型連続式のホットプレス装置は、バッチ式のホットプレス装置に比べ、生産効率やエネルギー効率の点で有利であるが、プレス室内において、搬送用ローラを炉床とした場合プレス時の加圧力を受け止めることは難しく、またプレス室内に別途プレス機構部材(加圧力に抗して被処理物を支持する部材)を配置する場合においても、搬送用ローラとの干渉を回避しつつ十分な強度を確保することが難しい。このためプレス処理される被処理物のサイズ等が制限されてしまい生産性を十分に高められない場合があった。
なお、本発明に関連する技術を開示する文献としては下記特許文献等を参照されたい。
【先行技術文献】
【特許文献】
【0004】
特表2021-504912号公報
特開平6-297198号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は以上のような事情を背景とし、生産性に優れ、且つ、プレス室内に搬送用ローラが配設されることに起因するプレス機構部材の制約を回避することが可能な連続式真空ホットプレス装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
而してこの発明の第1の局面の連続式真空ホットプレス装置は次のように規定される。即ち、
室内の真空パージを行う入口側パージ室と、
真空中で被処理物の加熱を行う加熱室と、
該加熱室に隣接する第1搬送室と、
該第1搬送室に隣接し、真空中で前記被処理物のホットプレスを行うホットプレス室と、
該ホットプレス室に隣接する第2搬送室と、
該第2搬送室に隣接し、前記被処理物の冷却を行う冷却室と、
を備え、
前記加熱室および前記冷却室は、前記被処理物を搬送する搬送用ローラを有し、
前記第1搬送室は、前記加熱室から前記ホットプレス室に前記被処理物を搬送する第1アーム式搬送手段を有し、
前記第2搬送室は、前記ホットプレス室から前記冷却室に前記被処理物を搬送する第2アーム式搬送手段を有する。
【0007】
このように規定された第1の局面の連続式真空ホットプレス装置によれば、加熱室、ホットプレス室、冷却室を備え、被処理物を移動させながら連続的に一連の処理を行なうことで、ホットプレスの生産性を高めることができる。
また、加熱室とホットプレス室との間での被処理物の搬送、および、ホットプレス室と冷却室との間での被処理物の搬送は、アーム式搬送手段により行われるため、ホットプレス室内に搬送用ローラを設ける必要なく、搬送用ローラが配設されることに起因するプレス機構部材の制約を回避することができる。
【0008】
ここで、前記第1アーム式搬送手段および前記第2アーム式搬送手段が、テレスコピック式の伸縮アームを備えるように構成することができる(第2の局面)。このようにすれば、非伸縮アームを採用した場合に比べて第1搬送室および第2搬送室のサイズをコンパクトにすることができる(第2の局面)。
【0009】
またこの発明では、前記加熱室および前記冷却室が、前記被処理物を昇降させる昇降手段を備えるように構成することができる(第3の局面)。このようにすれば、被処理物と搬送用ローラとの間に搬送用のアームを差し込むためのスペースを確保することができる。
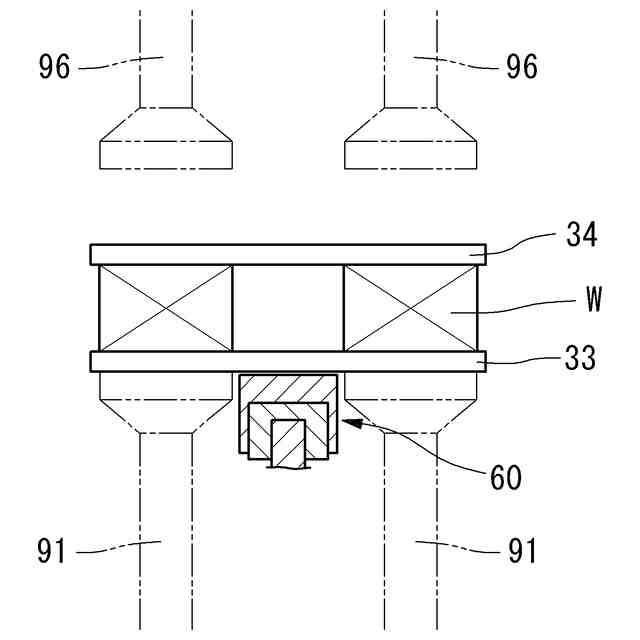
またこの発明では、前記ホットプレス室が、前記被処理物を昇降させる昇降手段を備えるように構成することができる(第4の局面)。このようにすれば、被処理物と、ホットプレス室内において被処理物を支持するプレス機構部材との間に搬送用のアームを差し込むためのスペースを確保することができる。
【0010】
またこの発明では、前記第1搬送室および/または前記第2搬送室における内面側の放射率を0.30以下とする温度低下抑制手段を備えるように構成することができる(第5の局面)。このようにすれば、第1搬送室および/または第2搬送室の中を移動する被処理物の温度低下を抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
パナソニックIPマネジメント株式会社
プレス成形金型
1日前
日本精工株式会社
サーボプレス機構、プレス加工方法、軸受の製造方法、機械装置の製造方法、及び車両の製造方法
8日前
トヨタ自動車株式会社
車両および車両制御インターフェース
6日前
シプルメット・ゲーエムベーハー
治療用ペプチド及び治療用タンパク質の経粘膜送達のための薬学的組成物
2日前
他の特許を見る




 特許ウォッチ
特許ウォッチ