TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025081817
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023194836
出願日
2023-11-16
発明の名称
ボード切断装置
出願人
シンクス株式会社
代理人
個人
,
個人
主分類
B24C
1/00 20060101AFI20250521BHJP(研削;研磨)
要約
【課題】 設置スペースを抑え、ワークの歩留りが良く、加工効率も優れ、作業環境の悪化をもたらさず、ワークに対し直線・曲線いずれの切断加工も可能な、新規なボード切断装置の開発を技術課題とした。
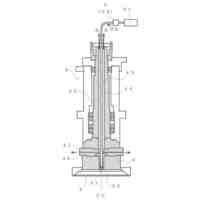
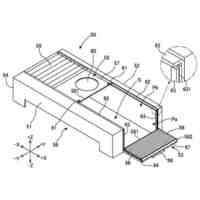
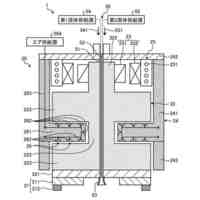
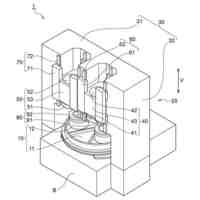
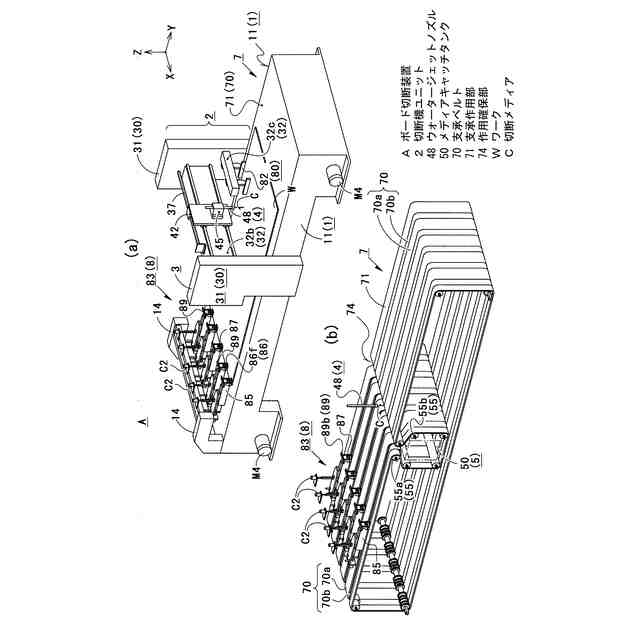
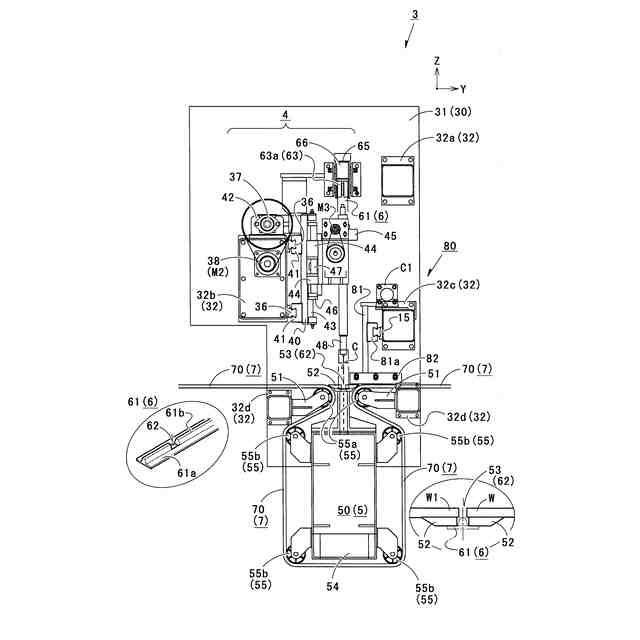
【解決手段】 本発明のボード切断装置Aは、支承ベルト70の支承作用部71が、切断機ユニット2のウォータージェットノズル48に臨む位置において不連続の搬送経路として構成され、この不連続部位を、ウォータージェットノズル48から噴出される切断メディアCの通過を許容する作用確保部74とし、支承作用部71に載置したボード状のワークWに対し、切断機ユニット2のウォータージェットノズル48を移動させながら、ここから噴出される切断メディアCによって、ワークWを目的とする形状に切断する一方、切断メディアCは、ウォータージェットノズル48の移動とともに移動するメディアキャッチタンク50に受容されることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
切断ヘッドを具えた切断機ユニットと、
ワークを支承する支承ベルトを具えた支承ユニットと、
これら切断機ユニットと支承ユニットとを支持する適宜形状のフレームとを具え、
切断ヘッドによりワークたるボードを任意の形状に切断するボード切断装置であって、
前記切断機ユニットは、切断ヘッドが平面視、縦・横の二次元方向において移動自在に構成されるとともに、切断メディアを噴出するウォータージェットノズルを具え、且つウォータージェットノズルの下方には、切断作用を終えた切断メディアを受容するメディアキャッチタンクを具えるものであり、
一方、支承ユニットにおける支承ベルトは、
ワークを実質的に支承する支承作用部と、
前記切断機ユニットにおけるメディアキャッチタンクを迂回する従動回避部とを構成して成り、
支承作用部は、前記切断機ユニットのウォータージェットノズルに臨む位置において不連続の搬送経路として構成され、
この不連続な部位を、ウォータージェットノズルから噴出される切断メディアの通過を許容する作用確保部とするものであり、
更に、前記支承ベルトは、この作用確保部を前後方向から挟むように構成される一方の縁部から従動回避部に至り、更にこの従動回避部から作用確保部を挟むように構成され他の縁部に至るように、連続して形成されるものであり、
且つ当該従動回避部は、前記切断機ユニットの支承ベルト張設方向への移動に従動して変位するように構成され、
前記支承ベルトにおける支承作用部に載置したボード状のワークに対し、切断機ユニットのウォータージェットノズルを移動させながら、ここから噴出される切断メディアによって、ワークを目的とする形状に切断し、
一方、前記切断メディアは、ウォータージェットノズルの移動とともに移動するメディアキャッチタンクに受容されることを特徴とするボード切断装置。
続きを表示(約 2,000 文字)
【請求項2】
前記切断機ユニットにおけるメディアキャッチタンクの上方には、ウォータージェットノズルの直下位置に、切断メディアの通過間隙を確保した刃口プレートが前後一対で対向状態に設けられ、
当該刃口プレートにおける切断メディアの通過間隙には、ウォータージェットノズルの移動に従動し、且つウォータージェットノズルの直下位置でのみ切断メディアの通過を許容するジェット通過孔を具えた刃口閉鎖ベルトが設けられることを特徴とする請求項1記載のボード切断装置。
【請求項3】
前記切断機ユニットの切断ヘッドは、フレーム上を前後動する門形の移動フレームに支持されるとともに、当該移動フレーム上を、クロス方向に沿って移動自在に支持されるものであり、
支承ベルトの張設方向については、切断ヘッドが移動フレームの前後動に伴い移動し、更にクロス方向については、切断ヘッドが移動フレーム上を、当該クロス方向に沿って移動することにより、ウォータージェットノズルを、平面視、縦・横の二次元方向において任意の位置に移動自在とする構成であることを特徴とする請求項1または2記載のボード切断装置。
【請求項4】
前記支承ユニットにおける支承ベルトは、無端状の搬送軌道を描くように構成され、切断加工が終了したワークを取り出す際には、支承ベルトを張設方向に移動するように駆動させて、ワークを取り出す構成であることを特徴とする請求項1または2記載のボード切断装置。
【請求項5】
前記支承ベルトは、前記従動回避部が変位することに応じて支承作用部の支承範囲も変わるものであり、この支承作用部は、下方から均等に支持する等配支承杆によって支持されるものであり、
また当該等配支承杆は、パンタグラフ状の等配支承リンクが連続状に接続されて成り、この等配支承リンクの上部に支承ベルトが支持される構成であることを特徴とする請求項1または2記載のボード切断装置。
【請求項6】
前記メディアキャッチタンクは、切断作用後の切断メディアを受容するにあたり、切断メディアの残存エネルギーをメディアキャッチタンク内の空中で分散させて吸収するエアキャッチ方式であることを特徴とする請求項1または2記載のボード切断装置。
【請求項7】
前記刃口閉鎖ベルトは、無端状の走行軌道を描くように構成され、刃口閉鎖作用部を除いて周回する部位は、上方に巻回され、刃口閉鎖作用部と並行するように張設されて上部駆動受け部が形成されるものであり、
一方、刃口閉鎖ベルトの上側に、刃口閉鎖ベルトの上部駆動受け部に接する接触駆動ベルトが設けられるものであり、この接触駆動ベルトも無端状の走行軌道を描くように、一対の接触ターンプーリ間に巻回され、
且つ接触駆動ベルトにおいて刃口閉鎖ベルトに接触する走行軌道が、接触駆動ベルトの駆動を刃口閉鎖ベルトに伝達する接触駆動部を構成し、
また接触駆動ベルトにおいて刃口閉鎖ベルトに接触しない走行軌道で、切断ヘッドが固定され、切断ヘッドのクロス方向への移動に従動して、刃口閉鎖ベルトを切断ヘッドと同一方向・同一距離、移動させ、刃口閉鎖ベルトにおけるジェット通過孔が、常時、ウォータージェットノズルの下方に位置するように構成されることを特徴とする請求項2記載のボード切断装置。
【請求項8】
前記刃口閉鎖ベルトは、正面視で偏平な「8」の字状の走行軌道を描くように構成され、この「8」の字状の走行軌道における交差ゾーンより上側の走行軌道において切断ヘッドが固定される一方、前記交差ゾーンより下側の走行軌道においてジェット通過孔が形成され、切断ヘッドのクロス方向への移動に従動して、刃口閉鎖ベルトを切断ヘッドと同一方向・同一距離、移動させ、刃口閉鎖ベルトにおけるジェット通過孔が、常時、ウォータージェットノズルの下方に位置するように構成されることを特徴とする請求項2記載のボード切断装置。
【請求項9】
前記支承ユニットにおける支承ベルトには、支承作用部の少なくとも一方の端部に、ワークを保持するワークチャッキング装置が設けられることを特徴とする請求項1または2記載のボード切断装置。
【請求項10】
前記ワークチャッキング装置は、上下一対のチャックフィンガーによって、ワーク端部を上下方向から挟み込んで保持するものであり、
また支承ベルトは、メインベルトと、前記チャックフィンガーのうち下方のチャックフィンガーとの干渉を回避するチャックフィンガー回避ベルトとを具えて成り、
下方のチャックフィンガーは、メインベルトの支承面より下方に配置され、
前記支承ベルトは、ともに搬送方向に沿って形成されるメインベルトと、チャックフィンガー回避ベルトとが、クロス方向において交互に配設される構成であることを特徴とする請求項9記載のボード切断装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば建材として多用される石膏ボードの切断装置に関するものであって、特に直線・曲線のどちらでも任意の形状に切断することができるようにしたウォータージェット切断手法を採用した新規なボード切断装置に係るものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
建造物の内外装パネルや木工家具として、石膏ボードや合板等が多用されている。これを所望の形状に切断加工する場合、多くはパネルソーやランニングソー等が用いられている。しかしながら、これらは切断作用を担う部材として丸鋸が用いられており、その手法に因み直線加工しかできないものであった。このため曲線状に切断を行う場合には、例えば直線状の切断を終えたボードを、改めて糸鋸盤やハンドソー(回し引き鋸)等により加工する必要があった。
【0003】
また要求される切断線が直線であっても、切断方向が交差する場合には、例えば二基以上のランニングソーを切断線の向きごとに直交状に連続配置するとともに、それらの間に何らかの移載用コンベヤを配置しなければならず、極めて大きな設置スペースが必要となっていた。
また丸鋸刃を用いた切断手法にあっては、ワークにバリやナイフマークが発生し易く、これを防ぐためには、切断加工速度を例えば4~5m/分と抑えざるを得ず、加工に多大な時間を要していた。
【0004】
また、丸鋸刃は、その刃幅(刃厚)いわゆるアサリ幅が、例えば3~5mm程度であり、その分、ワークが切削粉として発生するため、ワークのロス(材料ロス)が比較的大量に発生することは否めないものであった。
また丸鋸刃による切断では、ワークから生じる切削粉は、バキュームダクト等から回収されるとはいえ、完全に回収することはできないから、浮遊塵が発生することは不可避であり、作業環境を悪化させる要因となっていた。
【先行技術文献】
【特許文献】
【0005】
特開2002-96301号公報
特開平9-1501号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明はこのような背景を考慮してなされたものであって、装置の設置スペースを抑え、ワークの歩留りが良く、加工効率に優れ、作業環境の悪化をもたらさず、ワークに対し直線・曲線いずれの切断加工も可能な、新規なボード切断装置を開発することを技術課題とした。
【課題を解決するための手段】
【0007】
すなわち請求項1記載のボード切断装置は、
切断ヘッドを具えた切断機ユニットと、
ワークを支承する支承ベルトを具えた支承ユニットと、
これら切断機ユニットと支承ユニットとを支持する適宜形状のフレームとを具え、
切断ヘッドによりワークたるボードを任意の形状に切断するボード切断装置であって、
前記切断機ユニットは、切断ヘッドが平面視、縦・横の二次元方向において移動自在に構成されるとともに、切断メディアを噴出するウォータージェットノズルを具え、且つウォータージェットノズルの下方には、切断作用を終えた切断メディアを受容するメディアキャッチタンクを具えるものであり、
一方、支承ユニットにおける支承ベルトは、
ワークを実質的に支承する支承作用部と、
前記切断機ユニットにおけるメディアキャッチタンクを迂回する従動回避部とを構成して成り、
支承作用部は、前記切断機ユニットのウォータージェットノズルに臨む位置において不連続の搬送経路として構成され、
この不連続な部位を、ウォータージェットノズルから噴出される切断メディアの通過を許容する作用確保部とするものであり、
更に、前記支承ベルトは、この作用確保部を前後方向から挟むように構成される一方の縁部から従動回避部に至り、更にこの従動回避部から作用確保部を挟むように構成され他の縁部に至るように、連続して形成されるものであり、
且つ当該従動回避部は、前記切断機ユニットの支承ベルト張設方向への移動に従動して変位するように構成され、
前記支承ベルトにおける支承作用部に載置したボード状のワークに対し、切断機ユニットのウォータージェットノズルを移動させながら、ここから噴出される切断メディアによって、ワークを目的とする形状に切断し、
一方、前記切断メディアは、ウォータージェットノズルの移動とともに移動するメディアキャッチタンクに受容されることを特徴として成るものである。
【0008】
また請求項2記載のボード切断装置は、前記請求項1記載の要件に加え、
前記切断機ユニットにおけるメディアキャッチタンクの上方には、ウォータージェットノズルの直下位置に、切断メディアの通過間隙を確保した刃口プレートが前後一対で対向状態に設けられ、
当該刃口プレートにおける切断メディアの通過間隙には、ウォータージェットノズルの移動に従動し、且つウォータージェットノズルの直下位置でのみ切断メディアの通過を許容するジェット通過孔を具えた刃口閉鎖ベルトが設けられることを特徴として成るものである。
【0009】
また請求項3記載のボード切断装置は、前記請求項1または2記載の要件に加え、
前記切断機ユニットの切断ヘッドは、フレーム上を前後動する門形の移動フレームに支持されるとともに、当該移動フレーム上を、クロス方向に沿って移動自在に支持されるものであり、
支承ベルトの張設方向については、切断ヘッドが移動フレームの前後動に伴い移動し、更にクロス方向については、切断ヘッドが移動フレーム上を、当該クロス方向に沿って移動することにより、ウォータージェットノズルを、平面視、縦・横の二次元方向において任意の位置に移動自在とする構成であることを特徴として成るものである。
【0010】
また請求項4記載のボード切断装置は、前記請求項1または2記載の要件に加え、
前記支承ユニットにおける支承ベルトは、無端状の搬送軌道を描くように構成され、切断加工が終了したワークを取り出す際には、支承ベルトを張設方向に移動するように駆動させて、ワークを取り出す構成であることを特徴として成るものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社松風
研磨用ゴム砥石
24日前
株式会社東京精密
研削装置
20日前
株式会社タカトリ
ウエハの研削装置
7日前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社東京精密
加工装置
26日前
ノリタケ株式会社
超砥粒ホイール
24日前
株式会社東京精密
加工装置
24日前
株式会社東京精密
加工方法
26日前
秀和工業株式会社
処理装置および処理方法
1か月前
ノリタケ株式会社
研磨パッド
24日前
富士紡ホールディングス株式会社
研磨パッド
20日前
富士紡ホールディングス株式会社
研磨パッド
20日前
富士紡ホールディングス株式会社
研磨パッド
20日前
富士紡ホールディングス株式会社
研磨パッド
20日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
5日前
株式会社東京精密
ダイシング装置
24日前
株式会社東京精密
ダイシング装置
20日前
株式会社ディスコ
貼り合わせウェーハの加工方法
10日前
株式会社クラッチ
ブラスト加工用ボックス
17日前
株式会社東京精密
ハブレスブレード
26日前
株式会社和井田製作所
エッジライン生成装置
13日前
株式会社東京精密
研削装置
24日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
19日前
株式会社東京精密
スラリー供給装置
1か月前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
加工装置
19日前
ノリタケ株式会社
平面研削用レジンボンド砥石
24日前
ノリタケ株式会社
砥材及びその製造方法
25日前
株式会社東京精密
加工装置
1か月前
株式会社ディスコ
加工装置
4日前
ノリタケ株式会社
砥粒内包型高強度研磨パッド
1か月前
株式会社ディスコ
切削装置
1か月前
信越半導体株式会社
ウェーハの加工方法
1か月前
信越半導体株式会社
ウェーハの加工方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ