TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025054578
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023163698
出願日
2023-09-26
発明の名称
焼結磁石の製造方法
出願人
株式会社プロテリアル
代理人
個人
,
個人
主分類
B24B
5/04 20060101AFI20250331BHJP(研削;研磨)
要約
【課題】リング形状の外径が厚さに比べて大きい焼結磁石の外周面を高い寸法精度で加工することが可能な焼結磁石の製造方法を提供する。
【解決手段】本発明の焼結磁石の製造方法は、リング形状を有する複数の焼結磁石ワークを用意する工程と、焼結磁石ワークのそれぞれの開口孔が研削装置の回転軸を通るように焼結磁石ワークを回転軸に固定する工程と、回転軸とともに焼結磁石ワークを回転させながら焼結磁石ワークの外周面を砥石で研削する工程とを含む。更に中空円筒形状を有するスペーサを回転軸の長軸方向における中央を囲むように配置し、かつ、長軸方向におけるスペーサの両側のそれぞれに焼結磁石ワークを配置する工程と、焼結磁石ワークの両端に対して押圧部材によって力を印加し、焼結磁石ワークを回転軸に固定する工程を含む。
【選択図】図9
特許請求の範囲
【請求項1】
それぞれが厚さ、内径および外径によって規定されるリング形状を有する複数の焼結磁石ワークを用意する工程と、
前記複数の焼結磁石ワークのそれぞれの開口孔が研削装置の回転軸を通るように前記焼結磁石ワークを前記回転軸に固定する工程と、
前記回転軸とともに前記焼結磁石ワークを回転させながら、前記焼結磁石ワークの外周面を砥石で研削する工程と、
を含み、
前記焼結磁石ワークを前記回転軸に固定する工程は、
中空円筒形状を有するスペーサを前記回転軸の長軸方向における中央を囲むように配置し、かつ、前記長軸方向における前記スペーサの両側に前記焼結磁石ワークを配置する工程と、
配置された前記焼結磁石ワークの両端に対して押圧部材によって前記長軸方向に力を印加し、前記焼結磁石ワークを前記回転軸に固定する工程と、
を含み、
前記スペーサの前記長軸方向におけるサイズは、前記焼結磁石ワークの厚さの2倍以上である、焼結磁石の製造方法。
続きを表示(約 590 文字)
【請求項2】
前記押圧部材は、前記回転軸に固定された固定部と、前記回転軸にねじ止めされる可動部とを含み、前記スペーサおよび前記焼結磁石ワークは、前記固定部と前記可動部との間に挟まれている、請求項1に記載の焼結磁石の製造方法。
【請求項3】
前記スペーサの前記長軸方向におけるサイズは、前記スペーサおよび前記焼結磁石が前記回転軸に固定された状態において、前記固定部と前記可動部との間隔の20%以上の大きさを有している、請求項1に記載の焼結磁石の製造方法。
【請求項4】
前記焼結磁石ワークの外径は45mm以上であり、前記焼結磁石ワークの厚さは30mm以下である、請求項1に記載の焼結磁石の製造方法。
【請求項5】
前記焼結磁石ワークの外径は、前記焼結磁石ワークの厚さの3倍以上である、請求項4に記載の焼結磁石の製造方法。
【請求項6】
前記スペーサの外径は、前記焼結磁石ワークの外径よりも小さい、請求項1に記載の焼結磁石の製造方法。
【請求項7】
前記スペーサは、金属材料から形成されている、請求項1から6のいずれか1項に記載の焼結磁石の製造方法。
【請求項8】
前記スペーサは、前記砥石を研ぐための外周面領域を有している、請求項1から6のいずれか1項に記載の焼結磁石の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、焼結磁石の製造方法製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
R-T-B系焼結磁石(Rは希土類元素であり、TはFe又はFeとCoであり、Bはホウ素である)およびフェライト磁石などの焼結磁石は、一般に、原料合金粉末をプレス機で圧縮して粉末成形体を作製する工程と、粉末成形体を焼結して焼結体を作製する工程と、焼結体を機械的に加工する工程とを含む。
【0003】
焼結磁石の形状には様々な態様がある。リング形状を有する焼結磁石(中空円筒形状を有する磁石またはリング磁石)を製造する場合、焼結体の内周面および外周面のそれぞれを砥石で研削する工程が実行される。
【0004】
特許文献1は、中空円筒状の焼結磁石の内周面を研削する技術を開示している。
【先行技術文献】
【特許文献】
【0005】
特開2023-046877号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
リング形状を有する焼結磁石の外周面を加工するとき、外径の真円度が低下する場合がある。本開示の実施形態は、リング形状を有する焼結磁石の外周面を高い寸法精度(高真円度)で加工することが可能な焼結磁石の製造方法を提供する。
【課題を解決するための手段】
【0007】
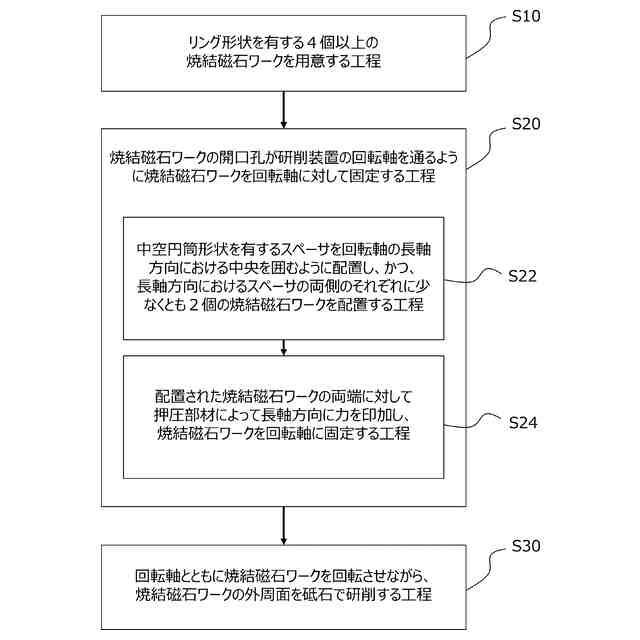
本開示の、焼結磁石の製造方法は、ある例示的な実施形態において、それぞれが厚さ、内径および外径によって規定されるリング形状を有する複数の焼結磁石ワークを用意する工程と、前記複数の焼結磁石ワークのそれぞれの開口孔が研削装置の回転軸を通るように前記焼結磁石ワークを前記回転軸に固定する工程と、前記回転軸とともに前記焼結磁石ワークを回転させながら、前記焼結磁石ワークの外周面を砥石で研削する工程と、を含む。前記焼結磁石ワークを前記回転軸に固定する工程は、中空円筒形状を有するスペーサを前記回転軸の長軸方向における中央を囲むように配置し、かつ、前記長軸方向における前記スペーサの両側に前記焼結磁石ワークを配置する工程と、配置された前記焼結磁石ワークの両端に対して押圧部材によって前記長軸方向に力を印加し、前記焼結磁石ワークを前記回転軸に固定する工程と、を含む。前記スペーサの前記長軸方向におけるサイズは、前記焼結磁石ワークの前記厚さの2倍以上である。
【発明の効果】
【0008】
本開示の実施形態によれば、リング形状を有する焼結磁石ワークを回転軸に固定して外周面を研削するときに、スペーサを回転軸に配置し、スペーサの両側に焼結磁石ワークを配置する。そして、スペーサの長軸方向におけるサイズを、焼結磁石ワークの厚さの2倍以上にすることにより、焼結磁石の外周面を高い寸法精度(高真円度)で加工することが可能になる。
【図面の簡単な説明】
【0009】
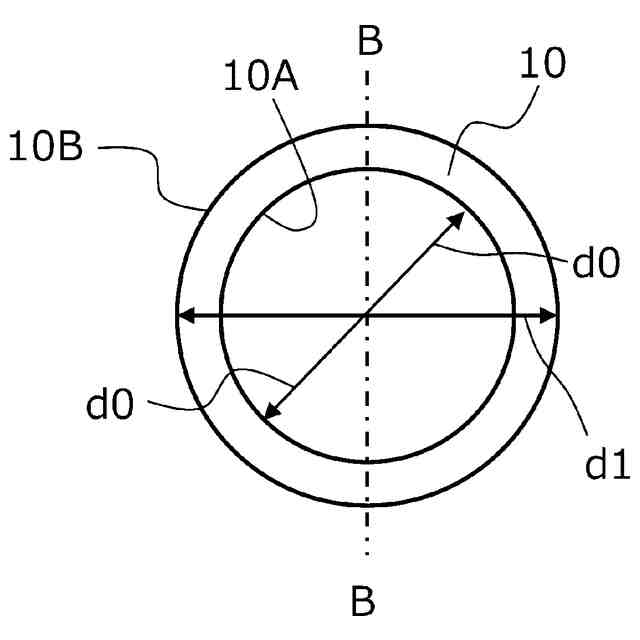
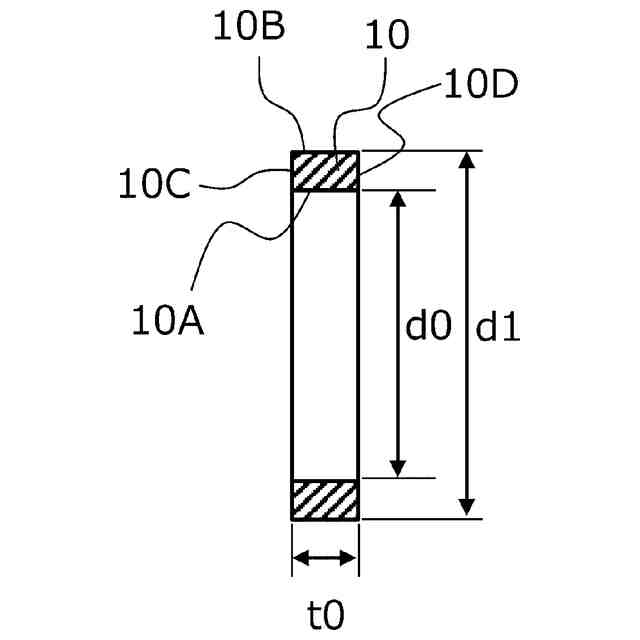
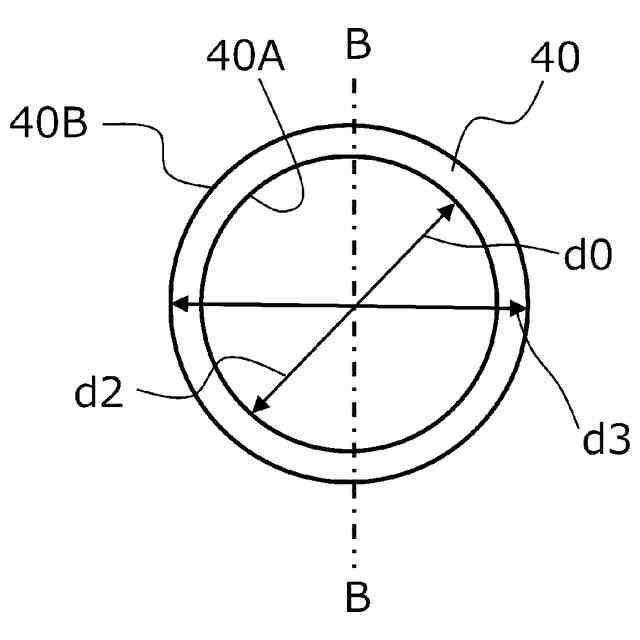
リング形状を有する焼結磁石ワークの正面図である。
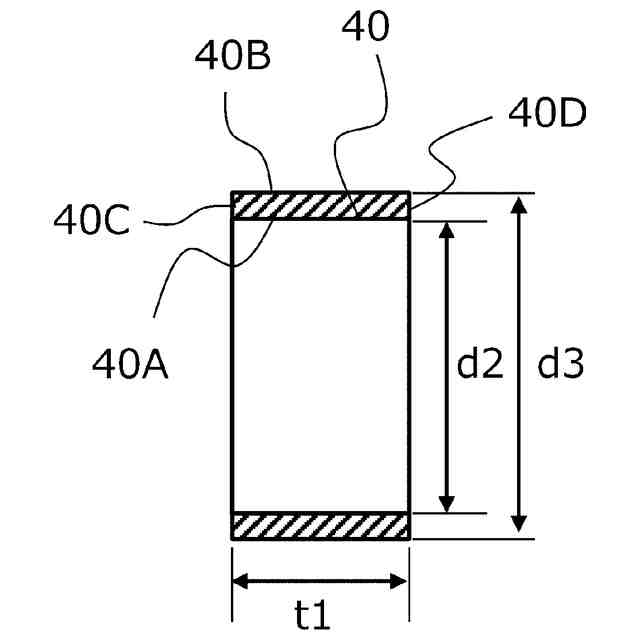
図1Aにおける焼結磁石ワークのB-B線断面図である。
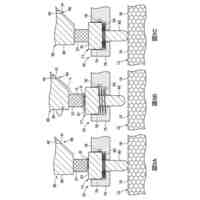
従来技術において、研削装置の回転軸に固定された状態にある複数の焼結磁石ワークを砥石で研削する模式的に示す上面図である。
焼結磁石ワークの開口孔が通る研削装置の回転軸を示す図である。
本開示の実施形態における焼結磁石の製造方法を示すフローチャートである。
本開示の実施形態において使用される中空円筒形状を有するスペーサの正面図である。
図5AにおけるスペーサのB-B線断面図である。
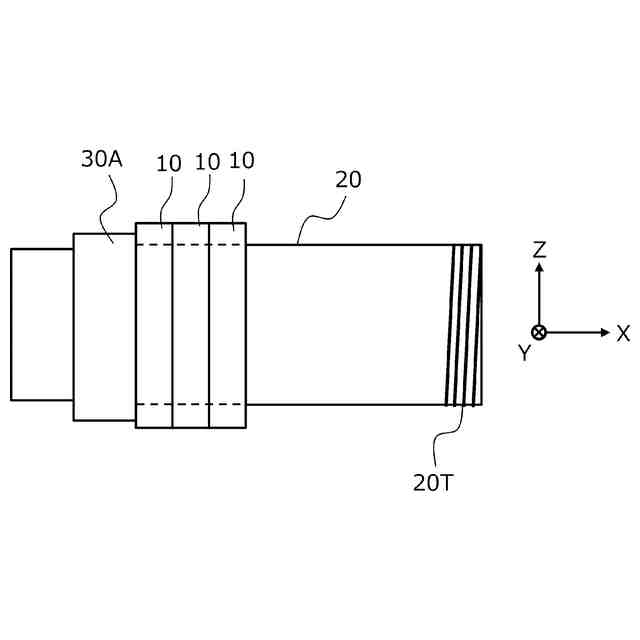
本開示の実施形態において、研削装置の回転軸に幾つかの焼結磁石ワークを装填した状態を模式的に示す側面図である。
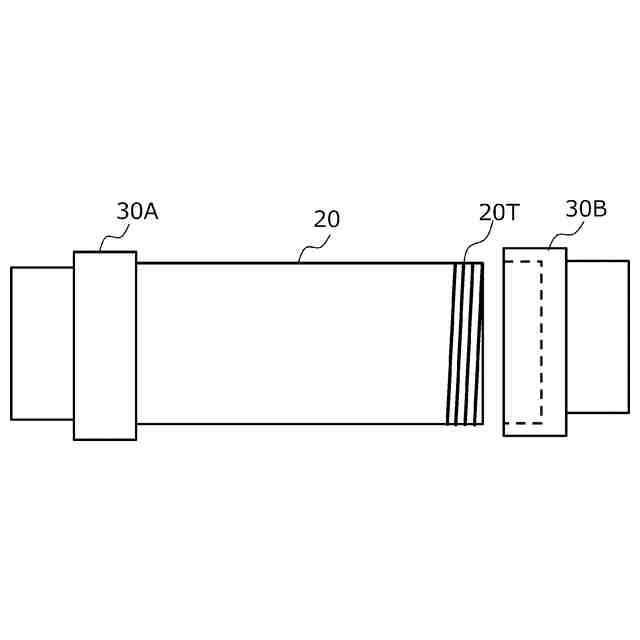
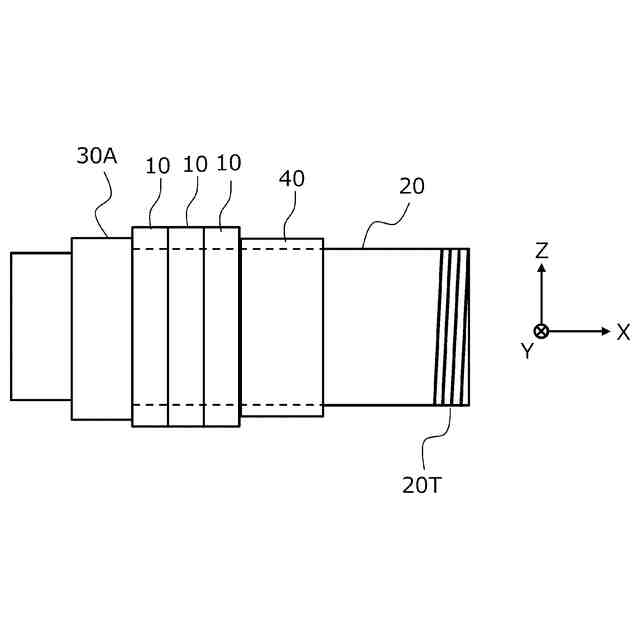
本開示の実施形態において、研削装置の回転軸にスペーサを装填した状態を模式的に示す側面図である。
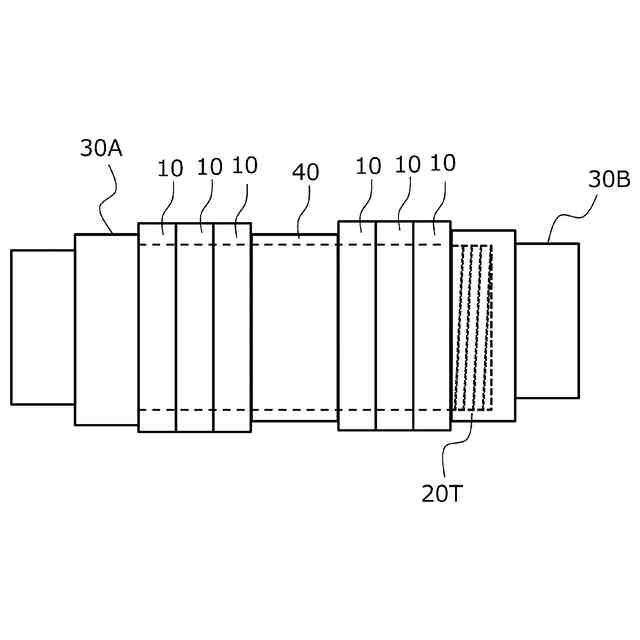
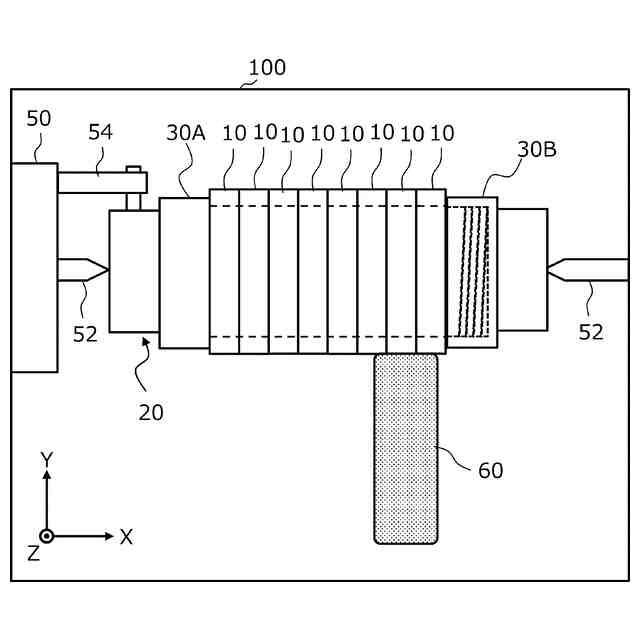
本開示の実施形態において、研削装置の回転軸に複数の焼結磁石ワークとスペーサとを装填した状態を模式的に示す側面図である。
本開示の実施形態において、研削装置の回転軸に複数の焼結磁石ワークを固定した状態を模式的に示す側面図である。
本開示の実施形態において、研削装置の回転軸に固定された状態にある複数の焼結磁石ワークを砥石で研削する様子を模式的に示す上面図である。
本開示の実施形態において、研削装置の回転軸に固定された状態にあるスペーサで砥石と研ぐ様子を模式的に示す上面図である。
比較例における焼結磁石ワークの位置と真円度との関係を示すグラフである。
比較例における焼結磁石ワークの位置と真円度との関係を示すグラフである。
【発明を実施するための形態】
【0010】
まず、図1Aおよび図1Bを参照して、リング形状を有する焼結磁石ワークの形状の例を説明する。図1Aは、リング形状を有する焼結磁石ワーク10の正面図であり、図1Bは、そのB-B線断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
包丁研ぎ器具
7日前
個人
研磨体
1か月前
個人
バレル研磨用メディア材
4か月前
株式会社サンポー
ブラスト装置
2か月前
株式会社クボタ
管研削装置
27日前
株式会社村田製作所
切削装置
1か月前
不二空機株式会社
可搬型動力工具
1か月前
シンクス株式会社
ボード切断装置
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
2か月前
株式会社リブラ
ブラスト加工装置
3か月前
株式会社ニッチュー
ブラスト装置
26日前
オークマ株式会社
円筒研削盤
1か月前
株式会社ディスコ
砥石
1か月前
株式会社精工技研
研磨装置および研磨方法
3か月前
トヨタ自動車株式会社
回転砥石の製造方法
今日
キヤノン電子株式会社
加工工具、及び、加工装置
4か月前
株式会社IHI
ブラストガン
5か月前
トヨタ自動車株式会社
バリ取り装置
4か月前
株式会社ディスコ
加工方法、及び、切削装置
3か月前
株式会社東京精密
ワーク加工装置
2か月前
NTN株式会社
加工装置
4か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社ディスコ
研削装置
6日前
嘉澤端子工業股分有限公司
グラインダー
2か月前
中村留精密工業株式会社
レンズ保持装置
2か月前
日本特殊研砥株式会社
超弾性砥石
3か月前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
加工装置
5か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
2か月前
株式会社プロテリアル
焼結磁石の製造方法
3か月前
セイコーインスツル株式会社
研削盤
2か月前
トヨタ紡織株式会社
プレス金型の研磨方法
3か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社マキタ
サンダ
4か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
富士紡ホールディングス株式会社
研磨パッド
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ