TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068896
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023179001
出願日
2023-10-17
発明の名称
プレス金型の研磨方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B24B
7/16 20060101AFI20250422BHJP(研削;研磨)
要約
【課題】複数のパンチ及び複数のダイの研磨を効率よく行うことができるプレス金型の研磨方法を提供する。
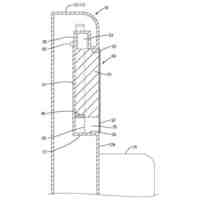
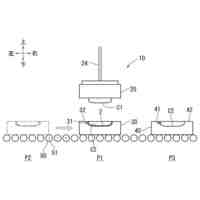
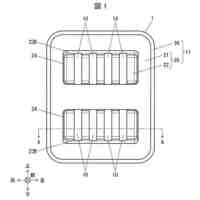
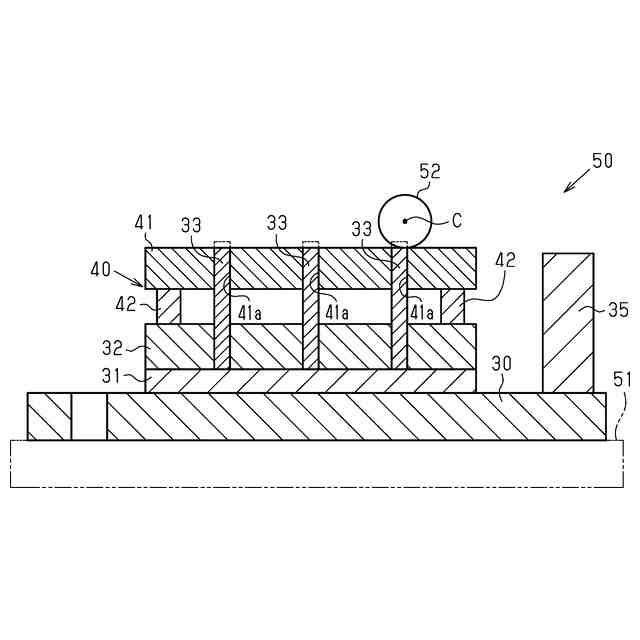
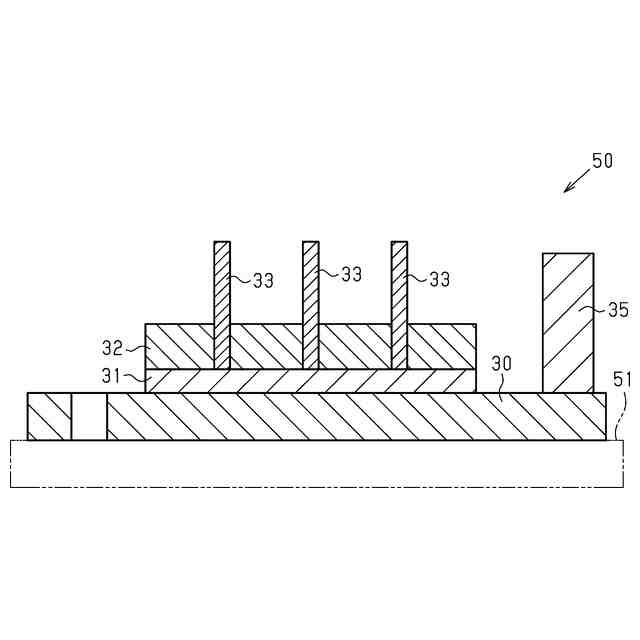
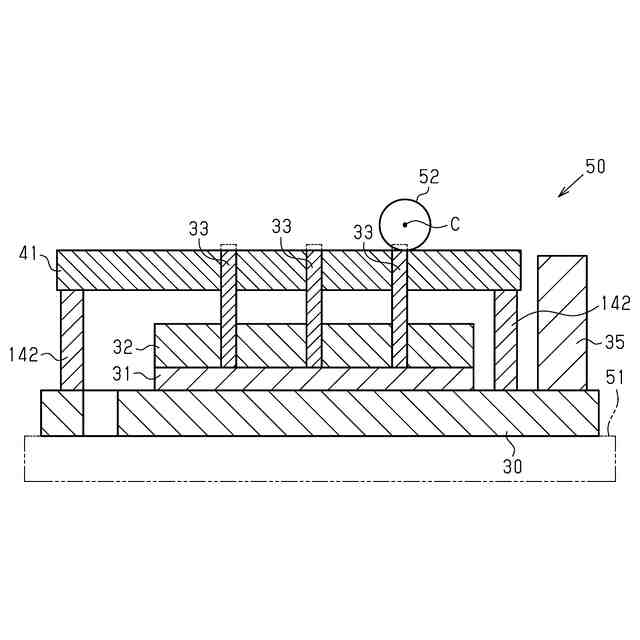
【解決手段】プレス金型の研磨方法は、パンチ搬送工程とパンチ研磨工程とを備えている。パンチ搬送工程では、複数のパンチ33が固定された状態のパンチプレート32を、研磨装置50へ搬送する。パンチ研磨工程では、パンチプレート32に複数のパンチ33が固定された状態で、複数のパンチ33の先端を同一平面上に位置するように研磨装置50によって研磨する。
【選択図】図3
特許請求の範囲
【請求項1】
ダイ孔を有する複数のダイが固定されるダイプレートと、前記ダイとの協働によりワークを打ち抜く複数のパンチが固定されるとともに、前記ダイプレートに対して進退可能であるパンチプレートとを備えるプレス金型に適用され、前記パンチを研磨するプレス金型の研磨方法であって、
複数の前記パンチが固定された状態の前記パンチプレートを、研磨装置へ搬送する搬送工程と、
前記パンチプレートに複数の前記パンチが固定された状態で、複数の前記パンチの先端を同一平面上に位置するように前記研磨装置によって研磨する研磨工程と、を備える、
プレス金型の研磨方法。
続きを表示(約 700 文字)
【請求項2】
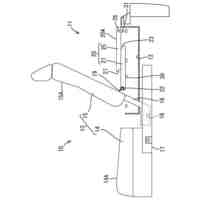
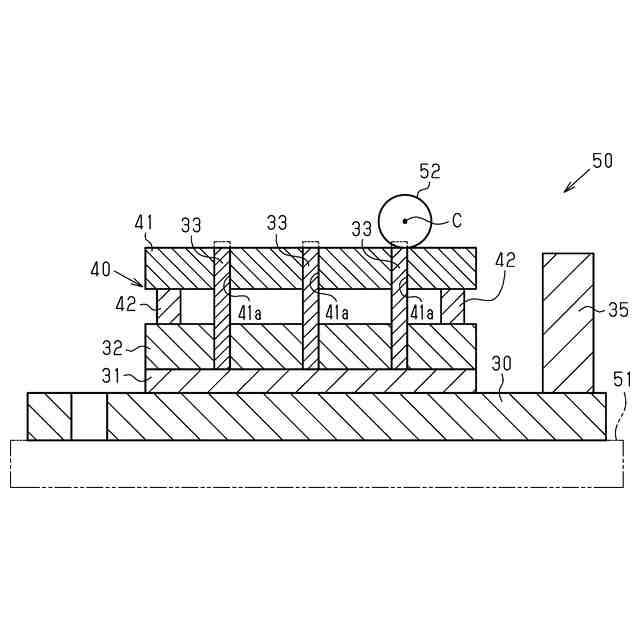
前記研磨工程の前に、複数の前記パンチの軸線方向に直交する直交方向への前記パンチの変位を規制する規制プレートを複数の前記パンチに取り付ける取付工程を備え、
前記規制プレートは、複数のパンチがそれぞれ挿通される規制孔を有し、
前記研磨工程では、複数の前記パンチにおいて前記規制孔よりも突出した部分を同一平面上に位置するように前記研磨装置によって研磨する、
請求項1に記載のプレス金型の研磨方法。
【請求項3】
前記プレス金型は、前記ダイプレートが固定される固定側ダイセットと、前記パンチの基端側に位置し、前記パンチプレートが固定される可動側ダイセットと、を備え、
前記取付工程では、前記パンチプレート及び前記可動側ダイセットの少なくとも一方と前記規制プレートとの間にスペーサを配置する、
請求項2に記載のプレス金型の研磨方法。
【請求項4】
ダイ孔を有する複数のダイが固定されるダイプレートと、前記ダイとの協働によりワークを打ち抜く複数のパンチが固定されるとともに、前記ダイプレートに対して進退可能であるパンチプレートとを備えるプレス金型に適用され、前記ダイを研磨するプレス金型の研磨方法であって、
複数の前記ダイが固定された状態の前記ダイプレートを、研磨装置へ搬送する搬送工程と、
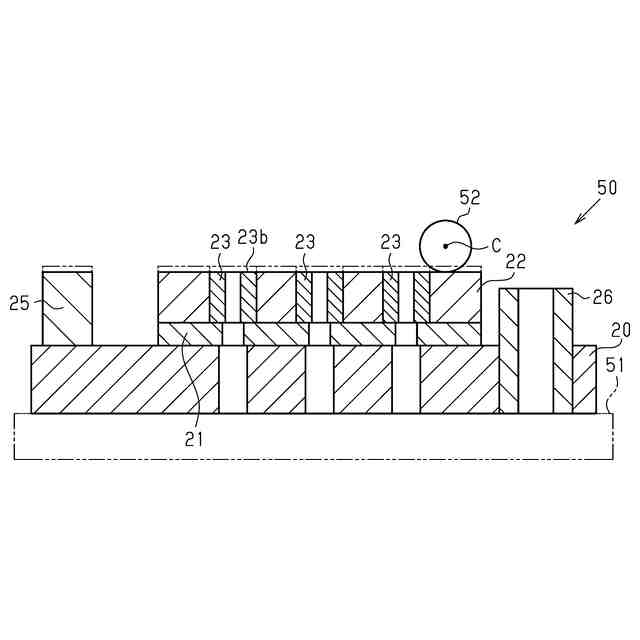
前記ダイプレートに複数の前記ダイが固定された状態で、複数の前記ダイの先端面と前記ダイプレートとを同一平面上に位置するように前記研磨装置によって研磨する研磨工程と、を備える、
プレス金型の研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス金型の研磨方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、積層鉄心の製造装置が記載されている。
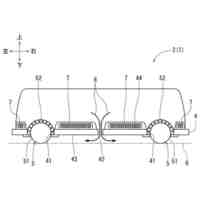
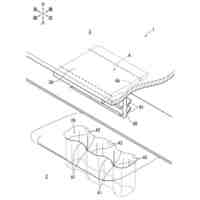
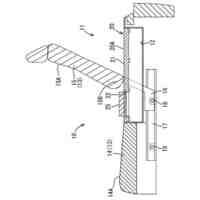
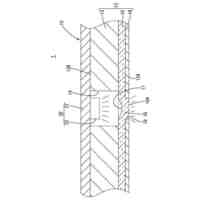
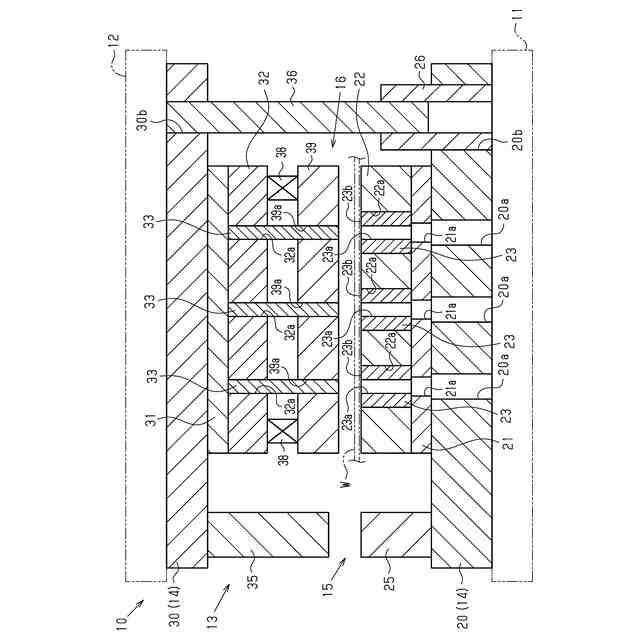
特許文献1に記載の製造装置は、下側ホルダ、下側ホルダの上方に位置するとともに、昇降可能に構成された上側ホルダ、及び下側ホルダと上側ホルダとの間に設けられたプレス金型を備える。プレス金型は、下側ホルダの上面に固定されたダイプレート、ダイプレートに固定された複数のダイ、上側ホルダの下面に固定されたパンチプレート、及びパンチプレートに固定され、ダイ孔と対応した位置に設けられる複数のパンチを備える。ダイには、ダイを上下方向に貫通するダイ孔が設けられている。ダイプレートの上面に帯状薄鋼板が載置された状態において、上側ホルダの降下に伴ってパンチの先端がダイ孔の内部に進入することで帯状薄鋼板から鉄心薄板が打ち抜かれる。
【0003】
また、こうしたプレス金型では、ワークとの摩擦によりダイ孔の開口縁及びパンチの先端が摩耗することで、ダイ及びパンチの切れ味が悪くなる。そこで、ダイの上面及びパンチの先端が定期的に研磨される。
【0004】
また従来、例えば順送プレス装置のプレス金型においては、複数のダイが1つのダイプレートに固定されるものがある。また、順送プレス装置のプレス金型においては、複数のパンチが1つのパンチプレートに固定されるものがある。
【先行技術文献】
【特許文献】
【0005】
特開2023-083475号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、プレス金型では、複数のダイをダイプレートから取り外した状態で、各ダイの上面が研磨される。また、複数のパンチをパンチプレートから取り外した状態で、各パンチの先端が研磨される。このため、ダイとパンチとを研磨する際に、ダイプレート及びパンチプレートからダイ及びパンチをそれぞれ取り外す手間や、ダイプレート及びパンチプレートへダイ及びパンチをそれぞれ取り付ける手間がかかる。
【課題を解決するための手段】
【0007】
上記課題を解決するためのプレス金型の研磨方法は、ダイ孔を有する複数のダイが固定されるダイプレートと、前記ダイとの協働によりワークを打ち抜く複数のパンチが固定されるとともに、前記ダイプレートに対して進退可能であるパンチプレートとを備えるプレス金型に適用され、前記パンチを研磨するプレス金型の研磨方法であって、複数の前記パンチが固定された状態の前記パンチプレートを、研磨装置へ搬送する搬送工程と、前記パンチプレートに複数の前記パンチが固定された状態で、複数の前記パンチの先端を同一平面上に位置するように前記研磨装置によって研磨する研磨工程と、を備える。
【0008】
同方法によれば、複数のパンチがパンチプレートに固定された状態で研磨装置へ搬送される。また、複数のパンチがパンチプレートに固定された状態で、複数のパンチの先端が同一平面上に位置するように研磨装置によって研磨される。このため、パンチプレートからパンチを取り外す手間や、パンチプレートへパンチを取り付ける手間を省略できる。したがって、複数のパンチの研磨を効率よく行うことができる。
【0009】
また、上記課題を解決するためのプレス金型の研磨方法は、ダイ孔を有する複数のダイが固定されるダイプレートと、前記ダイとの協働によりワークを打ち抜く複数のパンチが固定されるとともに、前記ダイプレートに対して進退可能であるパンチプレートとを備えるプレス金型に適用され、前記ダイを研磨するプレス金型の研磨方法であって、複数の前記ダイが固定された状態の前記ダイプレートを、研磨装置へ搬送する搬送工程と、前記ダイプレートに複数の前記ダイが固定された状態で、複数の前記ダイの先端面と前記ダイプレートとを同一平面上に位置するように前記研磨装置によって研磨する研磨工程と、を備える。
【0010】
同方法によれば、複数のダイがダイプレートに固定された状態で研磨装置へ搬送される。また、複数のダイがダイプレートに固定された状態で、複数のダイの先端面とダイプレートとが同一平面上に位置するように研磨装置によって研磨される。このため、ダイプレートからダイを取り外す手間や、ダイプレートへダイを取り付ける手間を省略できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
車両
26日前
トヨタ紡織株式会社
シート
今日
トヨタ紡織株式会社
アイロン
5日前
トヨタ紡織株式会社
送風装置
21日前
トヨタ紡織株式会社
プレス金型
12日前
トヨタ紡織株式会社
クッション体
12日前
トヨタ紡織株式会社
乗物用内装材
20日前
トヨタ紡織株式会社
乗物用シート
今日
トヨタ紡織株式会社
デッキボード
12日前
トヨタ紡織株式会社
デッキボード
5日前
トヨタ紡織株式会社
乗物用シート
29日前
トヨタ紡織株式会社
乗物用照明装置
14日前
豊田合成株式会社
着座装置
14日前
トヨタ紡織株式会社
剥離装置及び積層体の剥離方法
2日前
トヨタ紡織株式会社
乗物用シートのシートカバー構造
23日前
トヨタ紡織株式会社
繊維強化樹脂の成形方法及び成形装置
22日前
トヨタ紡織株式会社
クッション体およびタッチセラピー装置
12日前
トヨタ紡織株式会社
乗物用内装材の照明構造および乗物用内装材の製造方法
26日前
トヨタ紡織株式会社
情報処理装置、コンテンツ提供方法、車両およびプログラム
12日前
トヨタ紡織株式会社
情報処理装置、コンテンツ提供方法、車両およびプログラム
12日前
トヨタ紡織株式会社
情報処理装置、コンテンツ切替方法、車両およびプログラム
12日前
トヨタ紡織株式会社
プレス方法
6日前
トヨタ紡織株式会社
燃料電池用セパレータ・ガス拡散層複合体、燃料電池用セパレータ・ガス拡散層複合体の製造方法、燃料電池用ガス拡散層、及び燃料電池用ガス拡散層の製造方法
12日前
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
12日前
不二空機株式会社
可搬型動力工具
3か月前
シンクス株式会社
ボード切断装置
4か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
株式会社ニッチュー
ブラスト装置
2か月前
株式会社リブラ
ブラスト加工装置
5か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
オークマ株式会社
円筒研削盤
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ