TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095750
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023212025
出願日
2023-12-15
発明の名称
円筒研削盤
出願人
オークマ株式会社
代理人
個人
,
個人
,
個人
主分類
B24B
5/04 20060101AFI20250619BHJP(研削;研磨)
要約
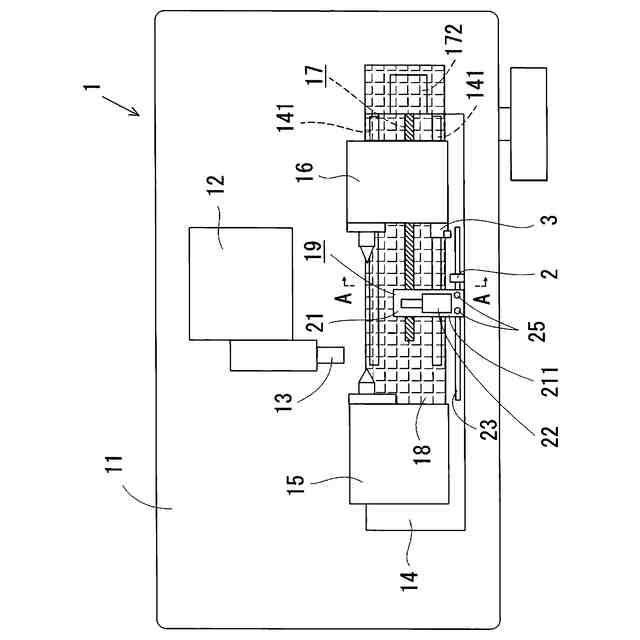
【課題】加工するワークの種類の変更によってツーリング装置の移動、変更、配置の入れ替えを行った場合でも、NC心押台とツーリング装置の衝突を容易に防止することができるテーブルツーリング方式の円筒研削盤を提供する。
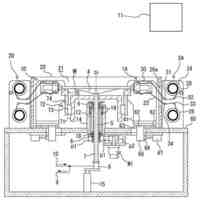
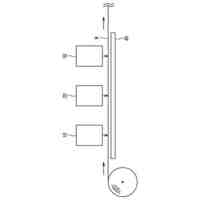
【解決手段】NC円筒研削盤1は、テーブル14、主軸台15、NC心押台16、主軸台15およびNC心押台16のうちの少なくともいずれか一方をZ軸方向に移動させる移動機構17、ならびに主軸台15とNC心押台16との間の位置に配置されたツーリング装置19を備えている。テーブル14上におけるツーリング装置19と心押台16との間の位置に、ドッグ2がZ軸方向に移動自在になるとともに所要の位置で固定しうるように配置され、ドッグ2により作動させられる検出スイッチ3がNC心押台16に取り付けられている。
【選択図】図1
特許請求の範囲
【請求項1】
ベッド上に設けられたテーブルと、前記テーブル上に配置されてワークの一端を回転可能に支持する主軸台と、前記テーブル上に配置されて前記ワークの他端を回転可能に支持する心押台と、前記テーブルに設けられて前記主軸台および前記心押台のうちの少なくともいずれか一方を前記ワークの軸線方向であるZ軸方向に移動させる移動機構と、前記テーブル上における前記主軸台と前記心押台との間の位置に、前記Z軸方向に移動自在になるとともに所要の位置で固定しうるように配置されたツーリング装置とを備えており、
前記テーブル上における前記ツーリング装置と前記心押台との間の位置に、検出スイッチおよび前記検出スイッチを作動させるドッグのうちのいずれか一方が前記Z軸方向に移動自在になるとともに所要の位置で固定しうるように配置され、検出スイッチおよび前記ドッグのうちのいずれか他方が前記心押台に取り付けられている円筒研削盤。
続きを表示(約 570 文字)
【請求項2】
前記ドッグが、前記テーブル上に設けられたドッグ用ガイド機構により前記Z軸方向に案内されるとともに前記テーブルに対して所要の位置で固定されるようになっており、前記ドッグ用ガイド機構が、前記ベースの上面に形成されて前記Z軸方向に延びるガイド溝と、前記ガイド溝内に前記Z軸方向に移動自在に嵌め入れられたドッグ固定用クランプコマと、前記ドッグに設けられかつ前記ドッグ固定用クランプコマを前記ガイド溝内の所要の位置で固定して前記ドッグを前記テーブルに対して固定するドッグ固定用クランプボルトとを備えている請求項1記載の円筒研削盤。
【請求項3】
前記ツーリング装置が、前記テーブル上に設けられたツーリング装置用ガイド機構により前記Z軸方向に案内されるとともに前記テーブルに対して所要の位置で固定されるようになっており、前記ツーリング装置用ガイド機構が、前記ドッグ用ガイド機構の前記ガイド溝と、前記ガイド溝内に前記Z軸方向に移動自在に嵌め入れられたツーリング装置固定用クランプコマと、前記ツーリング装置に設けられかつ前記ツーリング装置固定用クランプコマを前記ガイド溝内の所要の位置で固定して前記ツーリング装置を前記テーブルに対して固定するツーリング装置固定用クランプボルトとを備えている請求項2記載の円筒研削盤。
発明の詳細な説明
【技術分野】
【0001】
この発明は、ツーリング装置を備えた円筒研削盤に関する。
続きを表示(約 2,400 文字)
【0002】
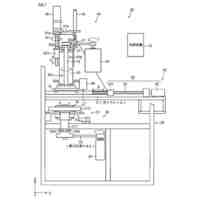
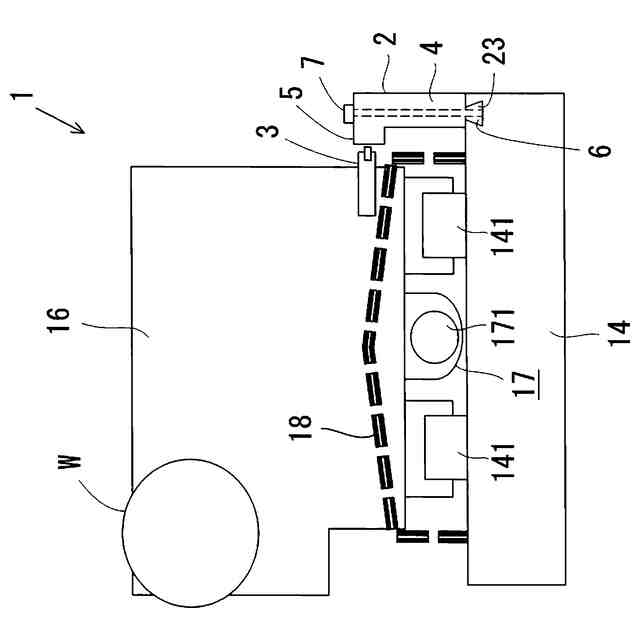
以下の説明において、図1、図3および図4の下側を前、これと反対側を後といい、同図の左右を左右というものとする。また、図2および図5の上下を上下というものとする。
【背景技術】
【0003】
円筒研削盤は、たとえば定寸装置やワークレストなどツーリング装置を備えているのが一般的である。ツーリング装置を備えた円筒研削盤には、ツーリング装置がテーブルに設けられた所謂テーブルツーリング方式の円筒研削盤と、ツーリング装置がベッドに設けられた所謂ベッドツーリング方式の円筒研削盤とが知られている。
【0004】
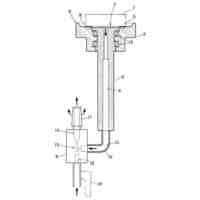
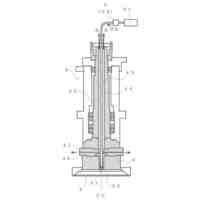
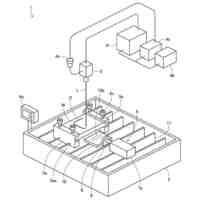
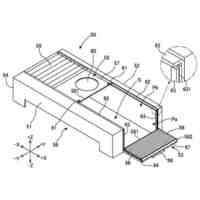
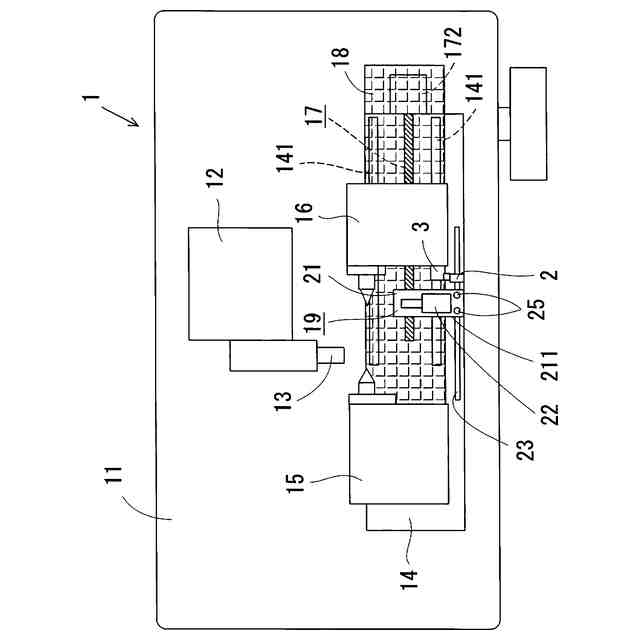
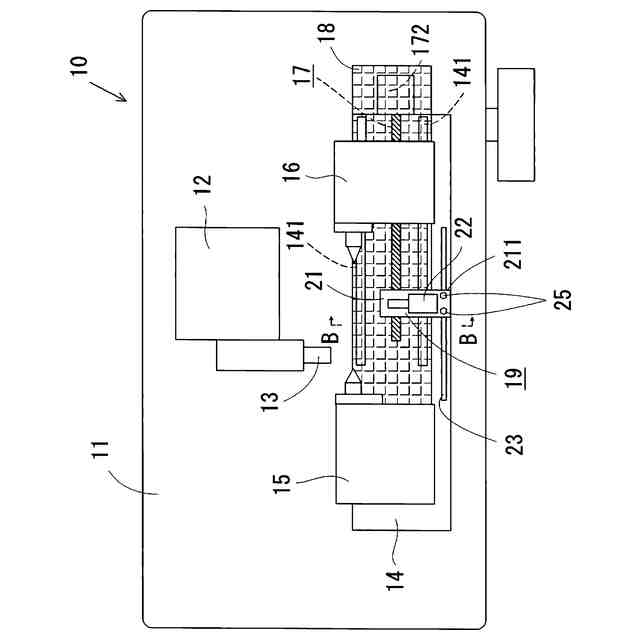
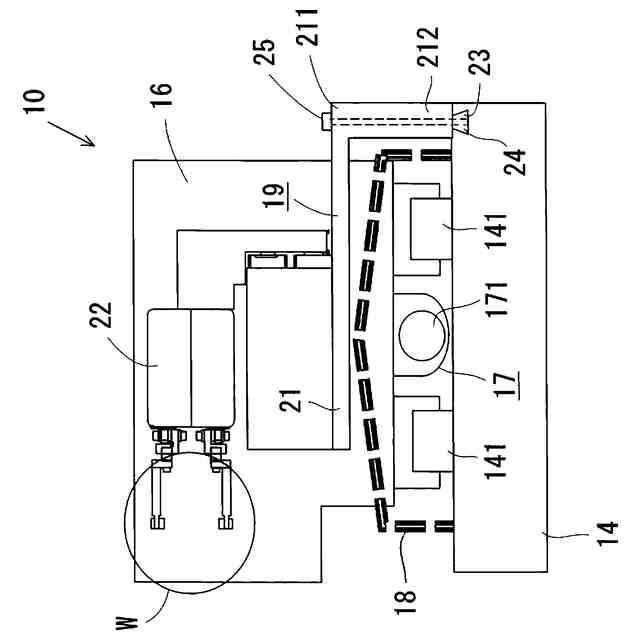
図4および図5は、数値制御されるNC心押台を備えており、加工するワークの長さに合わせてワークの軸線方向であるZ軸方向にNC心押台が自動的に移動させられるテーブルツーリング方式のNC円筒研削盤の一例を示す。図4および図5において、NC円筒研削盤10は、ベッド11と、ベッド11上にワークWの軸線方向であるZ軸方向(左右方向)と直交するX軸方向(前後方向)に移動可能に配置された砥石台12と、砥石台12に設けられかつ先端に砥石13を保持する回転自在な砥石軸(図示略)と、砥石軸を回転させる砥石軸モータと、砥石台12の前側(作業者側)においてベッド11上にZ軸方向に移動可能に配置されたテーブル14と、テーブル14上に配置されかつワークWの一端を保持する主軸台15と、テーブル14上にZ軸方向に移動可能に配置されかつワークWにおける主軸台15に保持された側とは反対側の端部を保持するNC心押台16と、数値制御によりNC心押台16をZ軸方向に移動させる移動機構17と、移動機構17をクーラントなどから保護する保護カバー18と、テーブル14上における主軸台15とNC心押台16との間の位置に、Z軸方向に移動自在になるとともに所要の位置で固定しうるように配置されたツーリング装置19とを備えている。
【0005】
テーブル14上の前端寄りの部分および後端寄りの部分には、それぞれZ軸方向に延びるガイドレール141が設けられており、NC心押台16が両ガイドレール141に跨がって取り付けられて両ガイドレール141に沿ってZ軸方向に移動するようになっている。移動機構17は、両ガイドレール141間に配置されたZ軸方向に延びるボールねじ軸およびボールねじ軸に複数のボールを介してねじ嵌められたボールナットからなるボールねじ171と、NC心押台16の右側に配置されかつボールねじ171のボールねじ軸を回転させるモータ172とよりなり、モータ172が図示しない制御装置により数値制御されるようになっている。保護カバー18は、両ガイドレール141、ボールねじ171およびモータ172を覆っている。
【0006】
ツーリング装置19は、保護カバー18の上方にZ軸方向に移動自在に配置された装置ベース21と、装置ベース21上に設けられたツーリング機器などの装置本体22とよりなる。装置ベース21には、保護カバー18よりも前側(作業者側)に突出した部分および後側(反作業者側)に突出した部分のうちの少なくともいずれか一方、ここでは前側に突出した前方突出部211が設けられ、前方突出部211に下方突出状の脚部212が一体に設けられている。
【0007】
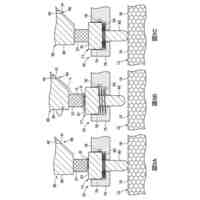
ツーリング装置19をZ軸方向に案内するとともに所要の位置でテーブル14に対して固定しうるツーリング装置用ガイド機構は、テーブル14の上面における保護カバー18の前側および後側のうちの少なくともいずれか一方、図示の例では前側に形成されてZ軸方向に延びるあり溝状のガイド溝23と、ガイド溝23内にZ軸方向に移動自在に嵌め入れられたツーリング装置用クランプコマ24と、装置ベース21の前方突出部211および脚部212を上下方向に貫通しかつ装置ベース用クランプコマ24をガイド溝23内の所要の位置で固定してツーリング装置19の装置ベース21をテーブル14に対して固定するテーブル装置用クランプボルト25とを備えている。
【0008】
図4および図5に示す円筒研削盤10において、NC心押台16は、加工されるワークWの長さに合わせて、移動機構17によりガイドレール141に沿ってZ軸方向に移動させられ、所要の位置で固定される。保護カバー18は、NC心押台16の移動に伴って伸縮する場合と、NC心押台16の移動に伴って主軸台15の下側に設けられた空間に入り込む場合とがある。装置ベース19は、クランプボルト25が緩められてクランプコマ24がガイド溝23内を摺動しうる状態で、Z軸方向に移動させられるようになっており、加工されるワークWの長さに合わせた所要の位置で、クランプボルト25を締めることによりクランプコマ24がガイド溝23内で固定されることによって、テーブル14に対して固定される。
【0009】
図4および図5に示す円筒研削盤10は、ツーリング装置19がテーブル14上に配置されたテーブルツーリング方式であり、NC心押台16をワークWの長さに合わせて自動的にZ軸方向に移動させて固定することができるという大きな利点があるが、NC心押台16がツーリング装置19と衝突し、ツーリング装置19が故障するおそれがある。また、ツーリング装置19は加工するワークWの種類によって移動、変更、配置の入れ替えが行われるため、衝突を防止するための検知が容易ではない。
【0010】
一方、ツーリング装置がベッド上に配置されたベッドツーリング方式の円筒研削盤においては、心押台のツーリング装置への衝突を防止しうるものが知られている(特許文献1参照)。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
オークマ株式会社
主軸旋回装置
1か月前
オークマ株式会社
切粉回収装置
1か月前
オークマ株式会社
イナーシャ推定方法およびイナーシャ推定装置
16日前
オークマ株式会社
工場の温度環境診断装置及び温度環境診断方法
1か月前
オークマ株式会社
タッチプローブの補正値検査システム及び補正値検査方法
18日前
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
1か月前
株式会社SUS
ワーク保持治具
11日前
株式会社クボタ
管研削装置
4か月前
株式会社東京精密
研削装置
1か月前
株式会社タカトリ
ウエハの研削装置
27日前
株式会社ディスコ
被加工物の加工方法
2か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
加工方法
1か月前
株式会社ニッチュー
ブラスト装置
4か月前
株式会社東京精密
加工装置
1か月前
ノリタケ株式会社
超砥粒ホイール
1か月前
株式会社荏原製作所
研磨装置
18日前
秀和工業株式会社
処理装置および処理方法
2か月前
トヨタ自動車株式会社
回転砥石の製造方法
3か月前
オークマ株式会社
円筒研削盤
5か月前
ノリタケ株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
研削装置
2か月前
株式会社スギノマシン
ウォータージェット切断装置
3日前
株式会社アイドゥス企画
受動変形内面研磨ホイール
3か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
Mipox株式会社
研磨部材の製造方法
2か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社ディスコ
研削装置
3か月前
株式会社東京精密
ダイシング装置
1か月前
株式会社ディスコ
加工装置
19日前
株式会社ディスコ
加工装置
2か月前
旭化成株式会社
研磨パッド
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ