TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025165707
公報種別
公開特許公報(A)
公開日
2025-11-05
出願番号
2024069957
出願日
2024-04-23
発明の名称
タッチプローブの補正値検査システム及び補正値検査方法
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23Q
23/00 20060101AFI20251028BHJP(工作機械;他に分類されない金属加工)
要約
【課題】タッチプローブの補正値を再設定するための校正に係る作業の実施頻度を最低限に抑えるとともにタッチプローブによる位置の計測精度を常に確保するため、タッチプローブの補正値を簡易的に検査することができるタッチプローブの補正値検査システム及び補正値検査方法を提供する。
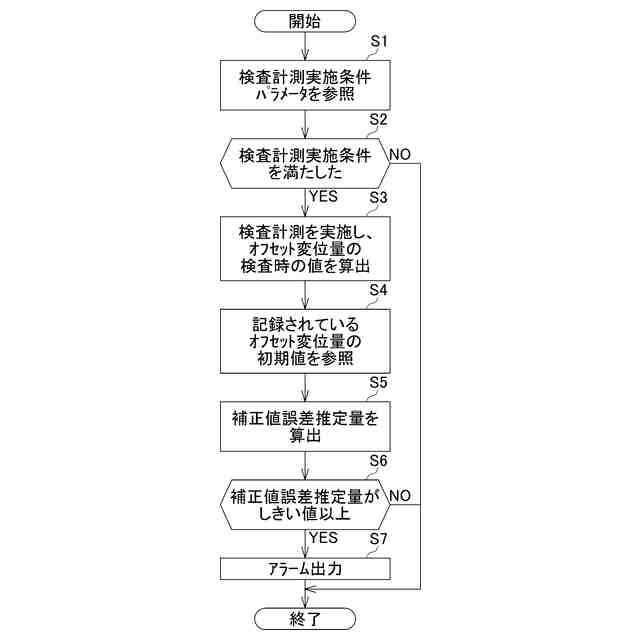
【解決手段】オフセット変位量の初期値と、オフセット変位量の検査時の値とにもとづいて、タッチプローブの補正値の誤差である補正値誤差推定量を算出する。したがって、算出した補正値誤差推定量に応じて、必要な場合にのみタッチプローブを校正するということが可能となり、精度を損なうことなくタッチプローブの校正作業の実施頻度を最低限に抑えることができる。
【選択図】図7
特許請求の範囲
【請求項1】
3軸以上の並進軸と、工具を装着して回転可能な主軸とを有する工作機械において、前記主軸に装着したタッチプローブの補正値の誤差を検査する補正値検査システムであって、
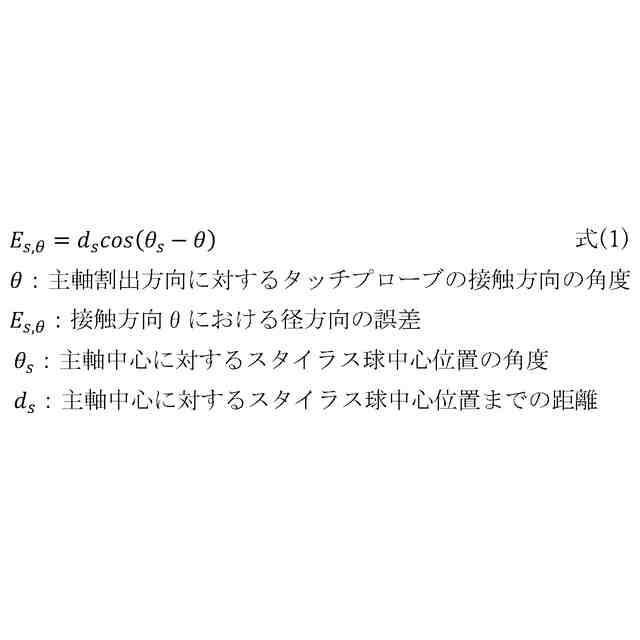
前記タッチプローブが装着された前記主軸の割出方向と、前記主軸を前記主軸の軸線に直交する平面内で移動させて前記タッチプローブを所定の被測定物に接触させる接触方向との間の角度を計測角度とすると、複数の前記計測角度において前記タッチプローブにより前記被測定物を計測可能となっており、
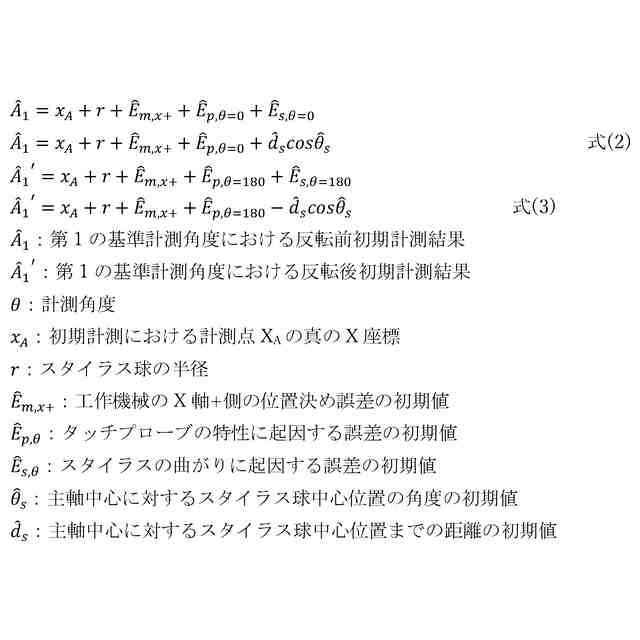
所定の前記計測角度を第1の基準計測角度とし、当該第1の基準計測角度で初期被測定物を計測した反転前初期計測結果と、前記第1の基準計測角度から180°異ならせた前記計測角度で前記初期被測定物を計測した反転後初期計測結果とにもとづいて、前記主軸の中心に対する前記タッチプローブのスタイラス球中心の位置のずれであるオフセット変位量の初期値を算出する初期オフセット値推定手段と、
前記第1の基準計測角度で検査時被測定物を計測した反転前検査計測結果と、前記第1の基準計測角度から180°異ならせた前記計測角度で前記検査時被測定物を計測した反転後検査計測結果とにもとづいて、前記オフセット変位量の検査時の値を算出する検査時オフセット値推定手段と、
前記オフセット変位量の初期値と、前記オフセット変位量の検査時の値とにもとづいて、前記タッチプローブの補正値の誤差を推定する補正値誤差推定手段とを備えていることを特徴とするタッチプローブの補正値検査システム。
続きを表示(約 1,200 文字)
【請求項2】
前記初期オフセット値推定手段では、前記反転前初期計測結果の取得時と前記接触方向は同じのまま、前記主軸の割出方向を180°異ならせることによって前記反転後初期計測結果を得ることを特徴とする請求項1に記載のタッチプローブの補正値検査システム。
【請求項3】
前記初期被測定物は、リング状、球状、或いは円柱状の校正基準であり、
前記初期オフセット値推定手段では、前記反転前初期計測結果の取得時と前記主軸の割出方向は同じのまま、前記接触方向を180°異ならせることによって前記反転後初期計測結果を得ることを特徴とする請求項1に記載のタッチプローブの補正値検査システム。
【請求項4】
前記第1の基準計測角度に直交する計測角度を第2の基準計測角度とし、
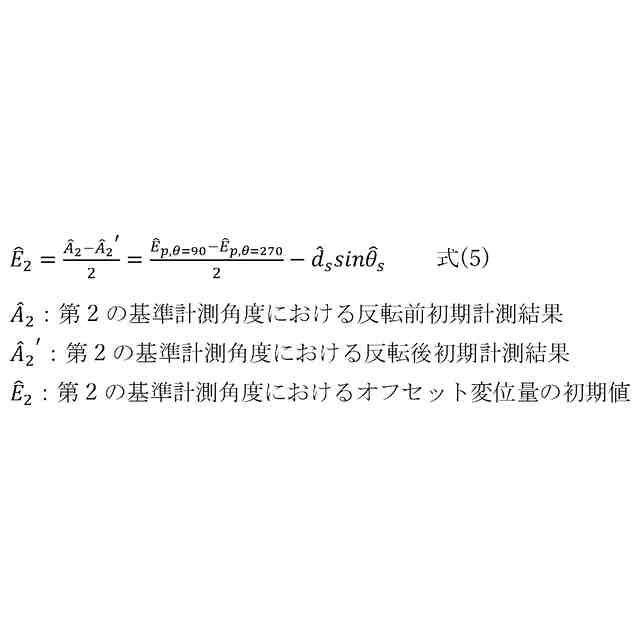
前記初期オフセット値推定手段は、前記第2の基準計測角度及び前記第2の基準計測角度から180°異ならせた前記計測角度での計測結果にもとづいた前記オフセット変位量の初期値を算出し、
前記検査時オフセット値推定手段は、前記第2の基準計測角度及び前記第2の基準計測角度から180°異ならせた前記計測角度での計測結果にもとづいた前記オフセット変位量の検査時の値を算出することを特徴とする請求項1~3の何れかに記載のタッチプローブの補正値検査システム。
【請求項5】
3軸以上の並進軸と、工具を装着して回転可能な主軸とを有し、タッチプローブが装着された前記主軸の割出方向と、前記主軸を前記主軸の軸線に直交する平面内で移動させて前記タッチプローブを所定の被測定物に接触させる接触方向との間の角度を計測角度とすると、複数の前記計測角度において前記タッチプローブにより前記被測定物を計測可能な工作機械において、前記タッチプローブの補正値の誤差を検査する補正値検査方法であって、
所定の前記計測角度を第1の基準計測角度とし、当該第1の基準計測角度で初期被測定物を計測した反転前初期計測結果と、前記第1の基準計測角度から180°異ならせた前記計測角度で前記初期被測定物を計測した反転後初期計測結果とにもとづいて、前記主軸の中心に対する前記タッチプローブのスタイラス球中心の位置のずれであるオフセット変位量の初期値を算出する第1のステップと、
前記第1の基準計測角度で検査時被測定物を計測した反転前検査計測結果と、前記第1の基準計測角度から180°異ならせた前記計測角度で前記検査時被測定物を計測した反転後検査計測結果とにもとづいて、前記オフセット変位量の検査時の値を算出する第2のステップと、
前記オフセット変位量の初期値と、前記オフセット変位量の検査時の値とにもとづいて、前記タッチプローブの補正値の誤差を推定する第3のステップとを実行することを特徴とするタッチプローブの補正値検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークの原点位置の計測等に使用するタッチプローブの補正値を検査するための補正値検査システム及び補正値検査方法に関するものである。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
従来、主軸にタッチプローブを装着し、そのタッチプローブを複数の回転角度に割り出しながらワークや基準球に接触させることによって、ワークの原点位置を計測したり、加工後のワーク寸法を計測したり、機械精度を校正したりしている。また、そのようなタッチプローブには、主軸の基準点から計測点までの距離、例えばスタイラス球の半径やタッチプローブの長さ分のずれを補正するための補正値が設定されている。しかしながら、使用環境の温度変化の影響によりタッチプローブが熱変形する等のようにタッチプローブに経時変化が生じると、設定されている補正値と実際の誤差との間にずれが生じ、このずれが計測誤差となってしまう。
【0003】
上述したようなタッチプローブの経時変化による計測誤差を防ぐための方法としては、定期的に補正値を再設定するための校正作業を行うという方法がある。たとえば特許文献1には、タッチプローブを用いて校正基準となる基準球を計測することにより、タッチプローブ先端部の径方向での補正値を校正する方法が開示されている。
【0004】
また、タッチプローブの経時変化による計測誤差を防ぐための別の方法としては、計測方法を工夫することで計測誤差による影響をキャンセルするという方法がある。たとえば特許文献2には、計測対象に応じてタッチプローブが装着された主軸の割出角度を変更することにより、タッチプローブ先端部の径方向での計測誤差による影響をキャンセルする方法が開示されている。具体的に述べると、所定の計測点の座標を計測する際に主軸を反転させて2回計測し、反転前後の計測結果を平均することで計測誤差による影響をキャンセルする。
【先行技術文献】
【特許文献】
【0005】
特開2016-83729号公報
特開2020-196051号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の方法では、タッチプローブの校正作業を必要以上に実施してしまいがちで、校正作業が煩わしいという問題がある。また、校正基準を工作機械の機内に常時設置する場合、ワークを設置するためのスペースが狭くなるという問題や、切粉や切削液の影響等により校正精度が悪化するという問題が生じるため、校正基準の機内への常時設置は難しいことがある。そこで、校正基準を着脱可能とし、校正作業を行う際に都度校正基準を設置するという対応が考えられるが、校正作業する度に校正基準を着脱するとなると、校正作業の実施頻度によっては作業者の負担が増大するという問題が生じてしまう。
一方、特許文献2に記載の方法では、タッチプローブの校正作業の実施頻度を低くすることはできるものの、所定の計測点の座標計測に係り毎回主軸を反転させて2回計測する必要があるため、座標計測に時間がかかり、機械精度の校正作業の作業時間が長くなってしまうという問題がある。
【0007】
そこで、本発明は、上記問題に鑑みなされたものであって、タッチプローブの補正値を再設定するための校正に係る作業の実施頻度を最低限に抑えるとともにタッチプローブによる位置の計測精度を常に確保するため、タッチプローブの補正値を簡易的に検査することができるタッチプローブの補正値検査システム及び補正値検査方法を提供しようとするものである。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明のうち請求項1に記載の発明は、3軸以上の並進軸と、工具を装着して回転可能な主軸とを有する工作機械において、前記主軸に装着したタッチプローブの補正値の誤差を検査する補正値検査システムであって、前記タッチプローブが装着された前記主軸の割出方向と、前記主軸を前記主軸の軸線に直交する平面内で移動させて前記タッチプローブを所定の被測定物に接触させる接触方向との間の角度を計測角度とすると、複数の前記計測角度において前記タッチプローブにより前記被測定物を計測可能となっており、所定の前記計測角度を第1の基準計測角度とし、当該第1の基準計測角度で初期被測定物を計測した反転前初期計測結果と、前記第1の基準計測角度から180°異ならせた前記計測角度で前記初期被測定物を計測した反転後初期計測結果とにもとづいて、前記主軸の中心に対する前記タッチプローブのスタイラス球中心の位置のずれであるオフセット変位量の初期値を算出する初期オフセット値推定手段と、前記第1の基準計測角度で検査被測定物を計測した反転前検査計測結果と、前記第1の基準計測角度から180°異ならせた前記計測角度で前記検査被測定物を計測した反転後検査計測結果とにもとづいて、前記オフセット変位量の検査時の値を算出する検査時オフセット値推定手段と、前記オフセット変位量の初期値と、前記オフセット変位量の検査時の値とにもとづいて、前記タッチプローブの補正値の誤差を推定する補正値誤差推定手段とを備えていることを特徴とする。
【0009】
請求項2に記載の発明は、請求項1に記載の発明において、前記初期オフセット値推定手段では、前記反転前初期計測結果の取得時と前記接触方向は同じのまま、前記主軸の割出方向を180°異ならせることによって前記反転後初期計測結果を得ることを特徴とする。
請求項3に記載の発明は、請求項1に記載の発明において、前記初期被測定物は、リング状、球状、或いは円柱状の校正基準であり、前記初期オフセット値推定手段では、前記反転前初期計測結果の取得時と前記主軸の割出方向は同じのまま、前記接触方向を180°異ならせることによって前記反転後初期計測結果を得ることを特徴とする。
請求項4に記載の発明は、請求項1~3の何れかに記載の発明において、前記第1の基準計測角度に直交する計測角度を第2の基準計測角度とし、前記初期オフセット値推定手段は、前記第2の基準計測角度及び前記第2の基準計測角度から180°異ならせた前記計測角度での計測結果にもとづいた前記オフセット変位量の初期値を算出し、前記検査時オフセット値推定手段は、前記第2の基準計測角度及び前記第2の基準計測角度から180°異ならせた前記計測角度での計測結果にもとづいた前記オフセット変位量の検査時の値を算出することを特徴とする。
【0010】
また、上記目的を達成するために、本発明のうち請求項5に記載の発明は、3軸以上の並進軸と、工具を装着して回転可能な主軸とを有し、タッチプローブが装着された前記主軸の割出方向と、前記主軸を前記主軸の軸線に直交する平面内で移動させて前記タッチプローブを所定の被測定物に接触させる接触方向との間の角度を計測角度とすると、複数の前記計測角度において前記タッチプローブにより前記被測定物を計測可能な工作機械において、前記タッチプローブの補正値の誤差を検査する補正値検査方法であって、所定の前記計測角度を第1の基準計測角度とし、当該第1の基準計測角度で初期被測定物を計測した反転前初期計測結果と、前記第1の基準計測角度から180°異ならせた前記計測角度で前記初期被測定物を計測した反転後初期計測結果とにもとづいて、前記主軸の中心に対する前記タッチプローブのスタイラス球中心の位置のずれであるオフセット変位量の初期値を算出する第1のステップと、前記第1の基準計測角度で検査被測定物を計測した反転前検査計測結果と、前記第1の基準計測角度から180°異ならせた前記計測角度で前記検査被測定物を計測した反転後検査計測結果とにもとづいて、前記オフセット変位量の検査時の値を算出する第2のステップと、前記オフセット変位量の初期値と、前記オフセット変位量の検査時の値とにもとづいて、前記タッチプローブの補正値の誤差を推定する第3のステップとを実行することを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
オークマ株式会社
主軸旋回装置
1か月前
オークマ株式会社
切粉回収装置
1か月前
オークマ株式会社
イナーシャ推定方法およびイナーシャ推定装置
16日前
オークマ株式会社
工場の温度環境診断装置及び温度環境診断方法
1か月前
オークマ株式会社
タッチプローブの補正値検査システム及び補正値検査方法
18日前
個人
フライス盤
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
3か月前
ダイニチ工業株式会社
配膳治具
19日前
株式会社ダイヘン
溶接電源装置
4か月前
キヤノン電子株式会社
加工装置
16日前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
5か月前
日東精工株式会社
ねじ整列トレー
11日前
個人
切削油供給装置
3か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社富田製作所
支持構造
24日前
個人
型枠製造装置のフレーム
1か月前
中国電力株式会社
養生シート
1か月前
株式会社アンド
半田付け方法
2か月前
睦月電機株式会社
金属表面処理方法
16日前
村田機械株式会社
レーザ加工機
5か月前
株式会社向洋技研
スタッドの製造方法
18日前
株式会社トヨコー
被膜除去方法
6か月前
大見工業株式会社
ドリル
3か月前
村田機械株式会社
レーザ加工機
5か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ