TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025053437
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023162464
出願日
2023-09-26
発明の名称
ブラスト加工装置
出願人
株式会社リブラ
代理人
個人
,
個人
主分類
B24C
9/00 20060101AFI20250331BHJP(研削;研磨)
要約
【課題】作業環境の悪化を招くことがなく、コストの低減を図ることが可能なブラスト加工装置を提供する。
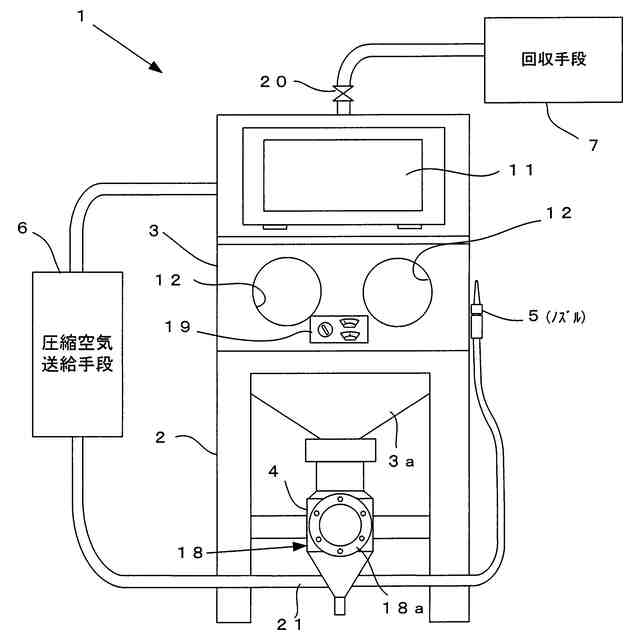
【解決手段】圧縮空気送給手段6からの圧縮空気の送給により流通パイプ21内に負圧が生じ、混合手段の包被体の空間内に溜まった研磨材タンク4からの研磨材が、流通パイプ21の透孔を介して流通パイプ21内に吸引され、研磨材と圧縮空気とが流通パイプ21内で混合された状態で噴射ノズル5に供給され、作業室3内において被加工物に噴射されて被加工物表面が研磨され、ブラスト加工により、被加工物表面に所定の文字や図柄等のデザインが施される。このとき、圧縮空気が作業室3や研磨材タンク4の外部に排出されることがない。
【選択図】図3
特許請求の範囲
【請求項1】
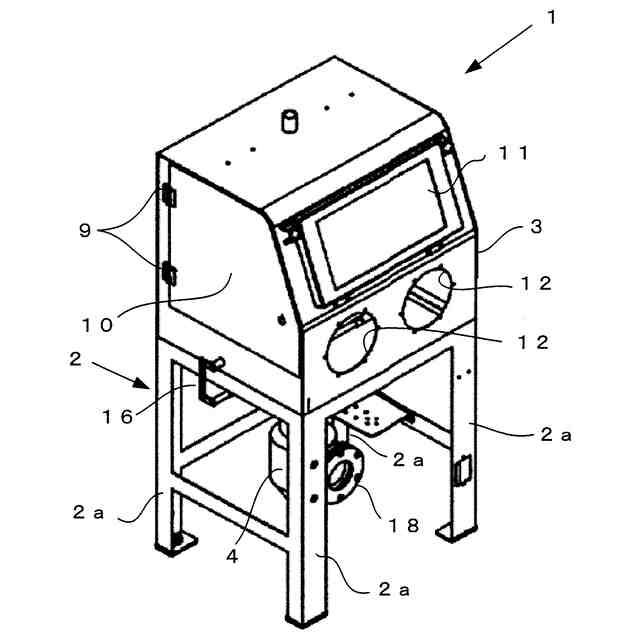
筐体状の作業室内で噴射ノズルから圧縮空気とともに研磨材を噴射して被加工物の表面をブラスト加工するブラスト加工装置であって、
前記作業室内及び前記噴射ノズルに圧縮空気を送給する圧縮空気送給手段と、
作業者が前記作業室内に腕を挿入して前記被加工物及び前記噴射ノズルを把持可能に前記作業室に開口された挿入口と、
前記作業室に接続され、前記作業室内で前記噴射ノズルから前記被加工物表面に噴射される前記研磨材、及び、前記研磨材の噴射による前記被加工物表面が研磨されて生じる粉塵の混合物から、前記圧縮空気送給手段による圧縮空気によって吹き飛ばされる前記粉塵を回収する回収手段と、
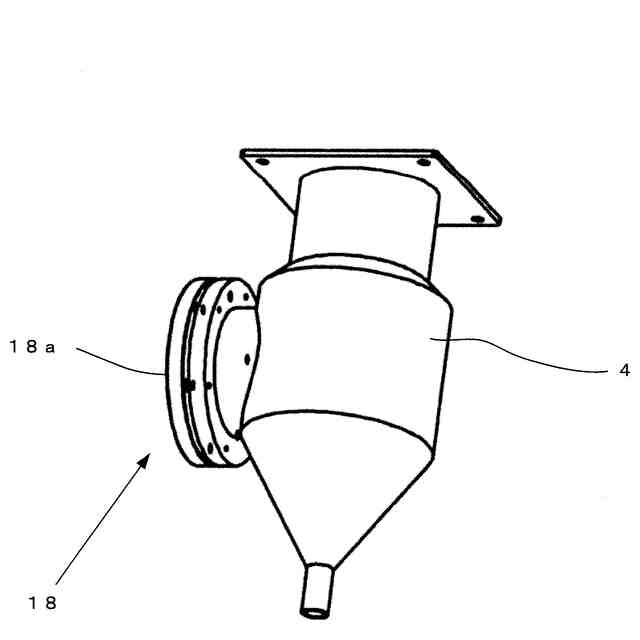
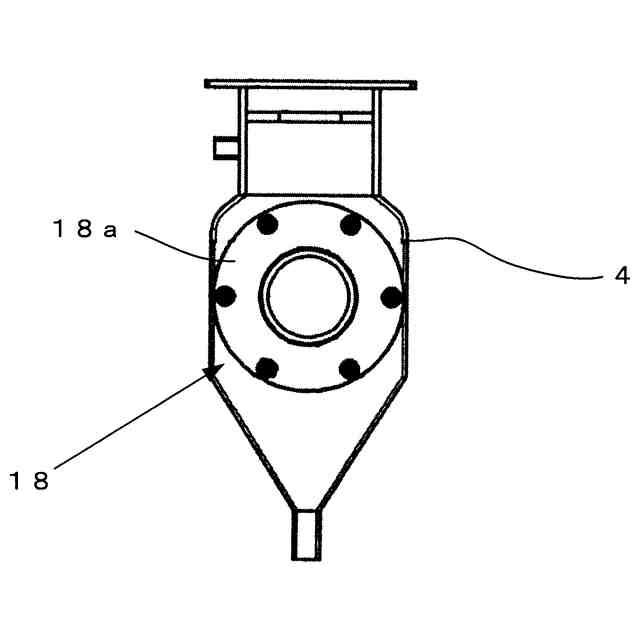
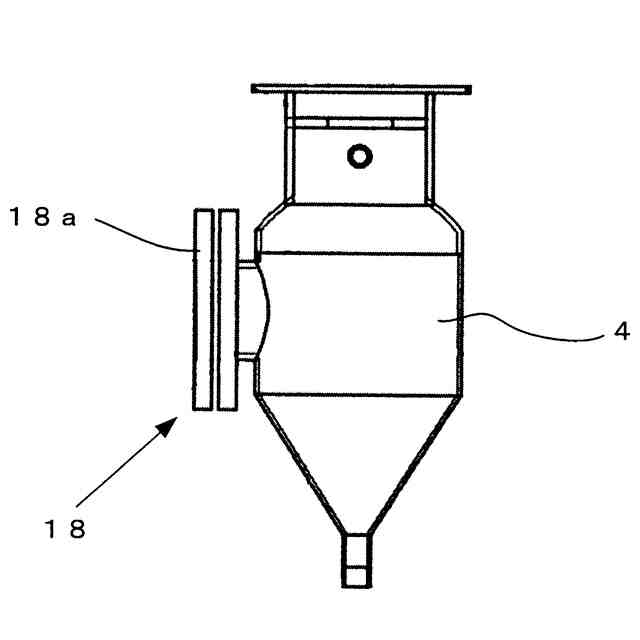
前記作業室の下部に接続され前記噴射ノズルから前記被加工物に噴射されたあとに落下する前記研磨材を収容する研磨材タンクと、
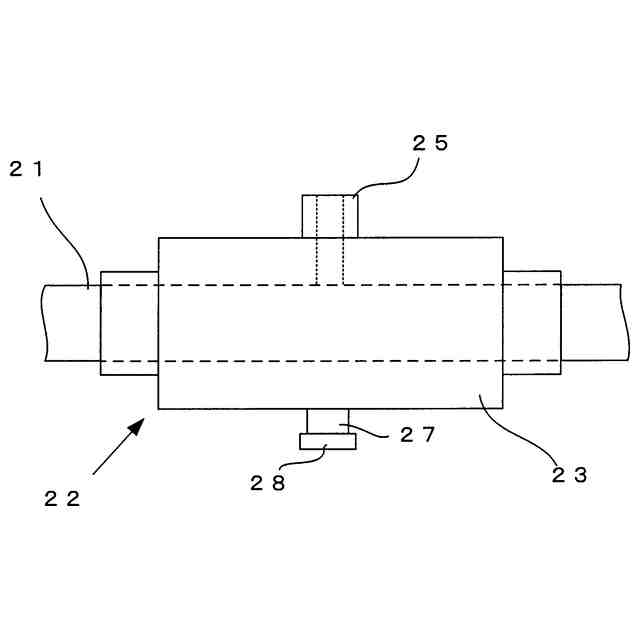
前記研磨材タンク内の下部であって前記圧縮空気送給手段から前記噴射ノズルまでの圧縮空気の流通パイプの途中に設けられ、前記研磨材タンク内に収容された前記研磨材を前記流通パイプ内に供給して混合する混合手段とを備え、
前記混合手段は、
前記流通パイプの一部を包被して配置され内面と前記流通パイプの外面との間に空間を有し、前記研磨材タンクとの連通部を介して前記研磨材タンク内の前記研磨材が前記空間に落下して溜まる包被体と、
前記包被体内部において、前記流通パイプ内部と前記包被体内部の前記空間とを連通すべく前記流通パイプに透設された透孔とを有し、
前記圧縮空気送給手段からの圧縮空気の送給により前記流通パイプ内に生じる負圧によって、前記包被体の前記空間内に溜まった前記研磨材が前記透孔を介して前記流通パイプ内に吸引され、前記研磨材と圧縮空気とが混合された状態で前記噴射ノズルに供給される
ことを特徴とするブラスト加工装置。
続きを表示(約 700 文字)
【請求項2】
前記混合手段の前記透孔は、前記流通パイプに着脱自在に螺合されるボルトに透設されて成り、
径の異なる前記透孔が透設された複数種類の前記ボルトが交換用に準備されている
ことを特徴とする請求項1に記載のブラスト加工装置。
【請求項3】
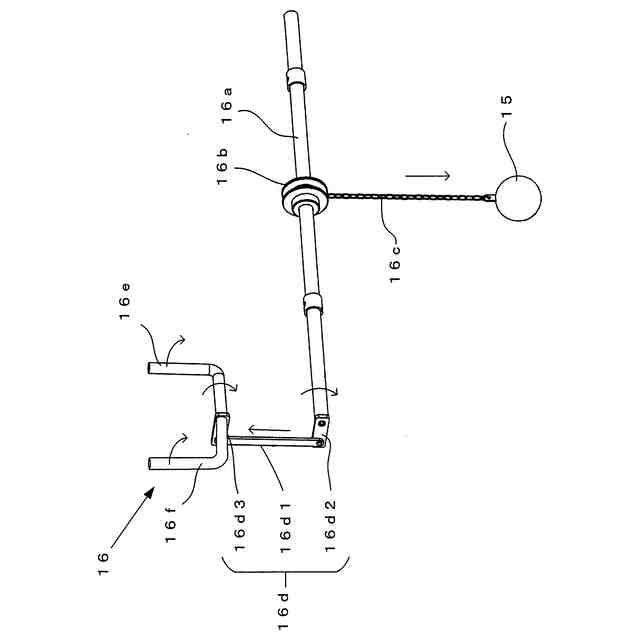
前記作業室内部と前記研磨材タンク内部とを連結する連結部と、
前記連結部の前記研磨材タンク側出口を開閉自在に閉塞する閉塞体と、
前記作業室内、外で操作可能に設けられ、閉塞状態の前記閉塞体を下動させて前記連結部の前記研磨材タンク側出口を開放する操作手段と、
前記研磨材タンク内部を目視可能に前記研磨材タンクに設けられ、ガラス窓を有する取り外し可能な閉鎖蓋により閉塞された覗き窓部と
を備えることを特徴とする請求項1または請求項2に記載のブラスト加工装置。
【請求項4】
前記閉塞体は、前記操作手段で接続された索状体の下端に着脱自在に取り付けられていることを特徴とする請求項3に記載のブラスト加工装置。
【請求項5】
前記作業室の外面であって前記挿入口近辺に、前記圧縮空気送給手段による圧縮空気の圧力メータ及び圧力調整用絞り弁が配設されている
ことを特徴とする請求項4に記載のブラスト加工装置。
【請求項6】
前記挿入口には、前記作業室内の前記研磨材や前記粉塵の外部への漏れを防止する可撓性カバー部材が設けられ、
前記作業者は前記カバー部材を通して前記作業室内に腕を挿入することを特徴とする請求項5に記載のブラスト加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、筐体状の作業室内で噴射ノズルから圧縮空気とともに研磨材を噴射して被加工物の表面をブラスト加工するブラスト加工装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、ガラス製品や金属製品などの被加工物の表面をブラスト加工する装置として、例えば特許文献1に記載のものがある。この装置は、筐体状の本体内のテーブル上に載置された被加工物に、本体内に導入された噴射ノズルから圧縮空気とともに研磨材を噴射し、被加工物表面を研磨してブラスト加工するようになっている。
【0003】
このとき、研磨材は本体内上部の貯留部から噴射ノズルに供給されて圧縮空気と混合されて噴射され、噴射ノズルから被加工物に噴射されたあとの圧縮空気と研磨材は、テーブルに形成された多数の貫通孔を介して落下して本体下部の回収部に集められ、ある程度溜まった研磨材は回収部下面の蓋を開くことで回収される一方、圧縮空気は回収部の側面に接続された戻り配管を経て本体上部の貯留部に戻されて本体に設けられたフィルタを経て外部に排気される。
【先行技術文献】
【特許文献】
【0004】
特開平7-223165号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記した従来装置では、噴射された圧縮空気は本体の外部に排気されるため、ロスが大きく圧縮空気用のコンプレッサーとして大出力のものが必要になりコストがかかるという問題がある。
【0006】
また、圧縮空気が本体の外部に排気される構成であるため、排気による作業環境の悪化を招くおそれがある。
【0007】
さらに、被加工物表面を研磨して発生する粉塵が、研磨材とともに本体下部の回収部に落下するため、回収部に溜まった研磨材を再利用することができず、新たな研磨材を準備する必要が生じてコスト上昇を招き、回収部に溜まった研磨材をそのまま循環させることによってコストの低下を図れるようにすることが望まれている。
【0008】
この発明は、上記した課題に鑑みてなされたものであり、作業環境の悪化を招くことがなく、コストの低減を図ることが可能なブラスト加工装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記した課題を解決するために、本発明に係るブラスト加工装置は、筐体状の作業室内で噴射ノズルから圧縮空気とともに研磨材を噴射して被加工物の表面をブラスト加工するブラスト加工装置であって、前記作業室内及び前記噴射ノズルに圧縮空気を送給する圧縮空気送給手段と、作業者が前記作業室内に腕を挿入して前記被加工物及び前記噴射ノズルを把持可能に前記作業室に開口された挿入口と、前記作業室に接続され、前記作業室内で前記噴射ノズルから前記被加工物表面に噴射される前記研磨材、及び、前記研磨材の噴射による前記被加工物表面が研磨されて生じる粉塵の混合物から、前記圧縮空気送給手段による圧縮空気によって吹き飛ばされる前記粉塵を回収する回収手段と、前記作業室の下部に接続され前記噴射ノズルから前記被加工物に噴射されたあとに落下する前記研磨材を収容する研磨材タンクと、前記研磨材タンク内の下部であって前記圧縮空気送給手段から前記噴射ノズルまでの圧縮空気の流通パイプの途中に設けられ、前記研磨材タンク内に収容された前記研磨材を前記流通パイプ内に供給して混合する混合手段とを備え、前記混合手段は、前記流通パイプの一部を包被して配置され内面と前記流通パイプの外面との間に空間を有し、前記研磨材タンクとの連通部を介して前記研磨材タンク内の前記研磨材が前記空間に落下して溜まる包被体と、前記包被体内部において、前記流通パイプ内部と前記包被体内部の前記空間とを連通すべく前記流通パイプに透設された透孔とを有し、前記圧縮空気送給手段からの圧縮空気の送給により前記流通パイプ内に生じる負圧によって、前記包被体の前記空間内に溜まった前記研磨材が前記透孔を介して前記流通パイプ内に吸引され、前記研磨材と圧縮空気とが混合された状態で前記噴射ノズルに供給されることを特徴としている。
【0010】
このような構成によれば、圧縮空気送給手段からの圧縮空気の送給により流通パイプ内に負圧が生じ、混合手段の包被体の空間内に溜まった研磨材タンクからの研磨材が、流通パイプの透孔を介して流通パイプ内に吸引され、研磨材と圧縮空気とが流通パイプ内で混合された状態で噴射ノズルに供給されて被加工物に噴射され、被加工物表面が研磨され、被加工物表面に所定の文字や図柄等のデザインの彫刻や、不要な付着物の除去などのブラスト加工が施される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
個人
バレル研磨用メディア材
6か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
12日前
株式会社リブラ
ブラスト加工装置
5か月前
株式会社ニッチュー
ブラスト装置
2か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
不二空機株式会社
可搬型動力工具
3か月前
シンクス株式会社
ボード切断装置
4か月前
トヨタ自動車株式会社
回転砥石の製造方法
1か月前
秀和工業株式会社
処理装置および処理方法
14日前
オークマ株式会社
円筒研削盤
3か月前
トヨタ自動車株式会社
バリ取り装置
6か月前
株式会社IHI
ブラストガン
7か月前
キヤノン電子株式会社
加工工具、及び、加工装置
6か月前
株式会社精工技研
研磨装置および研磨方法
5か月前
株式会社ディスコ
砥石
3か月前
株式会社東京精密
研削装置
29日前
株式会社アイドゥス企画
受動変形内面研磨ホイール
1か月前
株式会社ディスコ
加工方法、及び、切削装置
5か月前
株式会社東京精密
ワーク加工装置
4か月前
リックス株式会社
ドライアイス噴射装置
7か月前
信越半導体株式会社
洗浄処理装置
7か月前
NTN株式会社
加工装置
6か月前
中村留精密工業株式会社
レンズ保持装置
4か月前
株式会社ディスコ
加工装置
21日前
日本特殊研砥株式会社
超弾性砥石
5か月前
嘉澤端子工業股分有限公司
グラインダー
4か月前
株式会社ディスコ
加工方法
4か月前
Mipox株式会社
研磨部材の製造方法
1か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
4か月前
株式会社ディスコ
加工装置
7か月前
旭化成株式会社
研磨パッド
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ