TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025052716
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023161566
出願日
2023-09-25
発明の名称
研磨パッド
出願人
富士紡ホールディングス株式会社
代理人
個人
,
個人
主分類
B24B
37/26 20120101AFI20250328BHJP(研削;研磨)
要約
【課題】透明な終点検出用窓Wに研磨屑が滞留するのを防止し、終点検出用窓Wによる研磨加工の終点検出の精度低下を防止する。
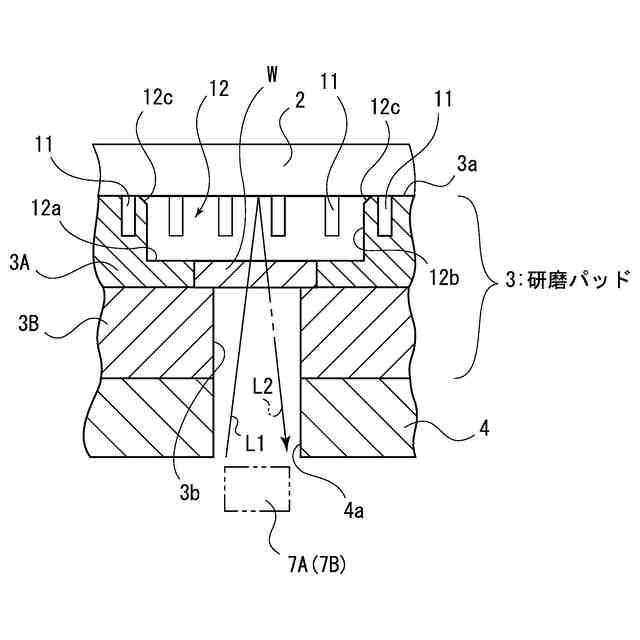
【解決手段】 被研磨物2を研磨する研磨面3aを有する樹脂からなる研磨層3Aと、当該研磨層3Aに設けられた透明な樹脂からなる終点検出用窓Wとを備えた研磨パッド3に関する。
上記研磨層3Aの内部には複数の空隙が形成されており、上記終点検出用窓Wの上面は上記研磨面3aよりも低い位置に設けられ、上記研磨面3aには凹部12が形成されている。
上記凹部12は、上記終点検出用窓Wの外側に隣接した位置に、上記研磨層3Aによって構成された平坦部12aを有する。
【選択図】図3
特許請求の範囲
【請求項1】
被研磨物を研磨する研磨面を有する樹脂からなる研磨層と、当該研磨層に設けられた透明な樹脂からなる終点検出用窓とを備え、
上記終点検出用窓の上面を上記研磨面よりも低い位置に設けて、上記研磨面に凹部が形成されるようにした研磨パッドにおいて、
上記研磨層の内部には複数の空隙が形成されており、
上記凹部は、上記終点検出用窓の外側に隣接した位置に、上記研磨層によって構成された平坦部を有することを特徴とする研磨パッド。
続きを表示(約 250 文字)
【請求項2】
上記終点検出用窓の上面と上記平坦部とが同じ高さであることを特徴とする請求項1に記載の研磨パッド。
【請求項3】
上記研磨面に同心円状の環状溝を形成し、上記平坦部の高さを上記環状溝の底部よりも低くしたことを特徴とする請求項1に記載の研磨パッド。
【請求項4】
上記凹部の開口縁を面取り形状またはR形状としたことを特徴とする請求項1に記載の研磨パッド。
【請求項5】
上記凹部の側面を傾斜させたことを特徴とする請求項1に記載の研磨パッド。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッドに関し、詳しくは、被研磨物を研磨する研磨面を有する樹脂からなる研磨層と、当該研磨層に設けられた透明な樹脂からなる終点検出用窓とを備えた研磨パッドに関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
従来、半導体ウェハの製造工程において、絶縁膜成膜後の平坦化や金属配線を形成する目的で、半導体ウェハの表面を研磨パッドおよびスラリーによって研磨する化学機械研磨(CMP:Chemical Mechanical Polishing)が行われている。
ここで、被研磨物の過研磨や研磨不足は製品不良に直結することから、研磨量を厳しく管理する必要があり、研磨パッドに透明な終点検出用窓を設けて、当該終点検出用窓に光を透過させて研磨終点を検出することが行われている(特許文献1)。
特許文献1で使用される研磨パッドは、終点検出用窓を研磨面よりも低い位置に形成することで、被研磨物と終点検出用窓との接触による傷の発生を抑えて終点検出精度の低下を防止している。
一方、終点検出用窓を研磨面よりも低くしたことによって、研磨面には凹部が形成されることとなるが、当該凹部にスラリーとともに研磨屑が入り込むと、研磨屑によって光が遮られてしまい、終点検出精度が低下する恐れがあった。
そこで特許文献1では、研磨面に上記凹部と研磨パッドの外方とを連通させる排出溝を形成して、スラリーおよび研磨屑を上記排出溝によって研磨面の外方へ排出するようにしていた。
【先行技術文献】
【特許文献】
【0003】
特開2022-152665号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら特許文献1の研磨パッドの場合、終点検出用窓が上記研磨面に形成された凹部と同径であるため、上記排出溝によって研磨屑が外部に排出されるまでの間、研磨屑が終点検出用窓の上部に滞留してしまうことから、終点検出精度が低下する恐れが依然として存在していた。
このような問題に鑑み、本発明は研磨屑による終点検出精度の低下を防止することが可能な研磨パッドを提供するものである。
【課題を解決するための手段】
【0005】
すなわち請求項1の発明にかかる研磨パッドは、被研磨物を研磨する研磨面を有する樹脂からなる研磨層と、当該研磨層に設けられた透明な樹脂からなる終点検出用窓とを備え、
上記終点検出用窓の上面を上記研磨面よりも低い位置に設けて、上記研磨面に凹部が形成されるようにした研磨パッドにおいて、
上記研磨層の内部には複数の空隙が形成されており、
上記凹部は、上記終点検出用窓の外側に隣接した位置に、上記研磨層によって構成された平坦部を有することを特徴とするものである。
【発明の効果】
【0006】
上記請求項1の発明にかかる研磨パッドによれば、終点検出用窓と被研磨物との間に入り込んだ研磨屑は、終点検出用窓の上面が平滑であることから、研磨パッドの回転による遠心力により、終点検出用窓に隣接して形成された上記平坦部に速やかに移動する。
一方、研磨層の内部に形成された無数の空隙により、当該研磨層によって形成された平坦部の上面には微小な開口部が無数に形成されているため、終点検出用窓から移動した研磨屑を微小な開口部に収容することができる。
以上のことから、本発明にかかる研磨パッドによれば、終点検出用窓と被研磨物との間に入り込んだ研磨屑を速やかに終点検出用窓の上部から排除することが可能であり、終点検出精度の低下を防止することができる。
【図面の簡単な説明】
【0007】
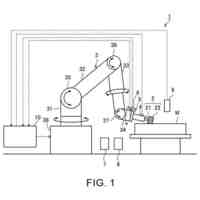
本発明の一実施形態を示す研磨装置の斜視図。
研磨パッドの平面図における要部の拡大図。
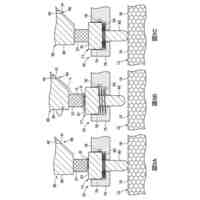
図2のIII―III部の断面図。
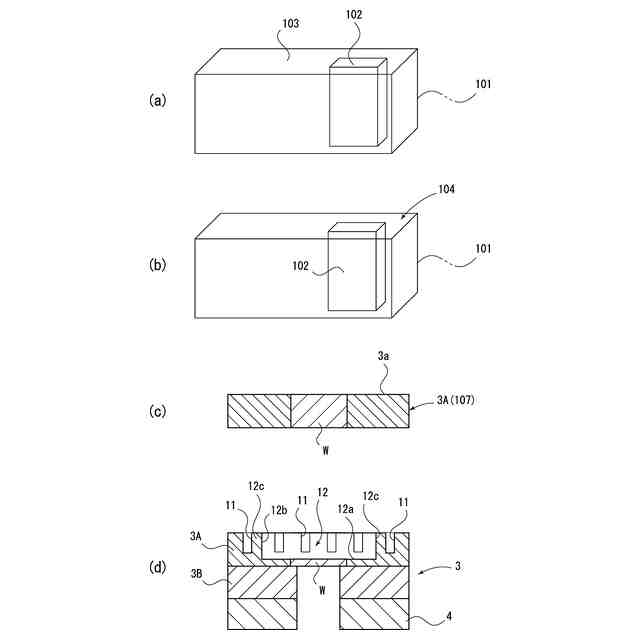
研磨パッドの製造工程を示す図。
【発明を実施するための形態】
【0008】
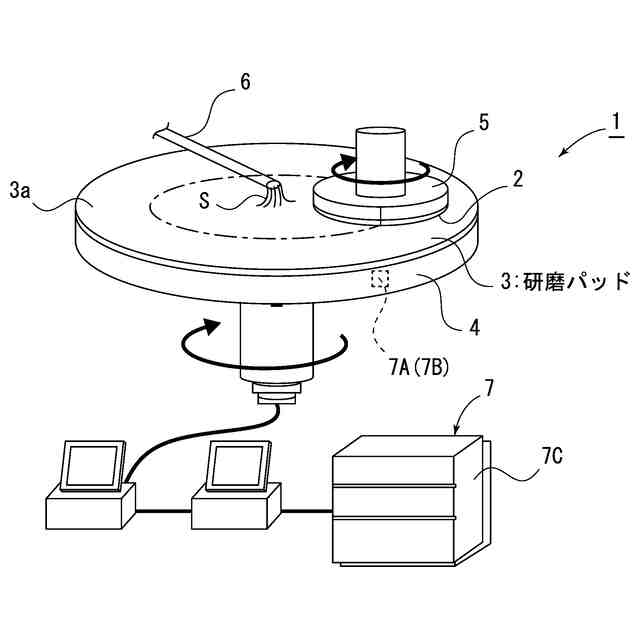
以下、図示実施形態について本発明を説明すると、図1は研磨装置1の構成図を示しており、当該研磨装置1は、薄板状の被研磨物2を本発明にかかる研磨パッド3によって研磨するものとなっている。
研磨装置1は、下方側に位置して上面に研磨パッド3が固定される研磨定盤4と、上方側に位置して下面に被研磨物2を保持する保持定盤5と、被研磨物2と研磨パッド3との間にスラリーSを供給するスラリー供給手段6と、研磨加工の進捗状況を検出する検出手段7とを備えている。
上記被研磨物2としては、半導体ウェハ、光学材料、シリコンウェハ、液晶用ガラス基板、半導体基板などを研磨することが可能であるが、本実施形態の研磨装置1は特に半導体ウェハの表面に形成された絶縁膜成膜後の平坦化や、金属配線の形成に好適なものとなっている。
このような半導体ウェハの表面に形成された絶縁膜成膜後の平坦化や、金属配線を形成する際には、過研磨や研磨不足が製品不良に直結することから、上記検出手段7を用いて被研磨物2の研磨加工の進捗状況を検出する必要がある。
そこで、上記研磨パッド3に透明な終点検出用窓Wを設けて、上記検出手段7が照射する検査光L1を透過させることにより、研磨加工の進捗状況や加工終点を検出するようになっている。
【0009】
上記研磨定盤4および保持定盤5はそれぞれ略円盤状となっており、それぞれ図示しない駆動機構によって矢印方向に回転するようになっている。また、上記保持定盤5は昇降可能に設けられている。
被研磨物2に研磨加工を行う際には、保持定盤5によって被研磨物2を研磨パッド3の上面の研磨面3aに設定圧力で押し当てながら回転させ、その状態でスラリー供給手段6がスラリーSを被研磨物2と研磨パッド3との間に供給するようになっている。
【0010】
図2は研磨パッド3の平面拡大図を示し、図3は図2におけるIII-III部の断面図を示している。
上記研磨パッド3は円盤状を有しており、上方側に位置する樹脂からなる研磨層3Aと、研磨層3Aの下面に接着剤や両面テープで接着された樹脂からなる支持層3B(クッション層)とを備え、上記支持層3Bは上記研磨定盤4に両面テープなどの手段によって接着固定されるようになっている。
また図3に示すように、研磨パッド3の研磨面3aには同心円状に環状溝11が所要のピッチで形成されており、また研磨パッド3の所定位置には上記検出手段7が照射した検査光L1を透過させる、透明な樹脂からなる終点検出用窓Wが設けられている。
上記各環状溝11は、例えば、幅0.4mm、深さ0.8mmにそれぞれ設定され、また隣り合う環状溝11のピッチは1.7mmに設定されている。
なお、本実施形態では上記研磨面3aに上記環状溝11のみを形成したものとなっているが、環状溝11の他、直線溝、格子溝、放射溝、螺旋溝を形成してもよく、又はこれらを組み合わせてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
包丁研ぎ器具
16日前
個人
研磨体
2か月前
個人
バレル研磨用メディア材
4か月前
株式会社サンポー
ブラスト装置
3か月前
株式会社クボタ
管研削装置
1か月前
株式会社村田製作所
切削装置
1か月前
株式会社リブラ
ブラスト加工装置
4か月前
株式会社ニッチュー
ブラスト装置
1か月前
不二空機株式会社
可搬型動力工具
1か月前
大同特殊鋼株式会社
疵研削順序決定方法
3か月前
シンクス株式会社
ボード切断装置
2か月前
トヨタ自動車株式会社
バリ取り装置
4か月前
キヤノン電子株式会社
加工工具、及び、加工装置
4か月前
オークマ株式会社
円筒研削盤
1か月前
株式会社ディスコ
砥石
1か月前
トヨタ自動車株式会社
回転砥石の製造方法
9日前
株式会社精工技研
研磨装置および研磨方法
4か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
8日前
株式会社ディスコ
加工方法、及び、切削装置
3か月前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
研削装置
15日前
株式会社東京精密
ワーク加工装置
3か月前
株式会社東京精密
ワーク加工装置
3か月前
中村留精密工業株式会社
レンズ保持装置
2か月前
NTN株式会社
加工装置
5か月前
嘉澤端子工業股分有限公司
グラインダー
2か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
3か月前
日本特殊研砥株式会社
超弾性砥石
4か月前
株式会社プロテリアル
焼結磁石の製造方法
4か月前
株式会社マキタ
サンダ
5か月前
トヨタ紡織株式会社
プレス金型の研磨方法
3か月前
セイコーインスツル株式会社
研削盤
2か月前
株式会社荏原製作所
研磨装置
3か月前
株式会社シロハチ
回転機械およびこれを用いた装置
2か月前
株式会社IHI
加工方法
2か月前
富士紡ホールディングス株式会社
研磨パッド
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ