TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025051045
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159936
出願日
2023-09-25
発明の名称
バレル研磨用メディア材
出願人
個人
代理人
個人
主分類
B24B
31/14 20060101AFI20250328BHJP(研削;研磨)
要約
【課題】本発明は、バレル研磨後の排水処理が簡易であり、かつ、メディア材の製造コストも安価なバレル研磨用メディア材の提供。
【解決手段】バレル研磨用メディア材であって、ワークを構成する被研磨金属と同質の金属を主成分とした材料から形成され、所定長さの多角形パイプ状、もしくは、板材を折り曲げて形成された周面を閉塞された中空の多角形体状に形成されたバレル研磨用メディア材である。メディア材は、被研磨金属と同質の金属を主成分とした材料から形成された多角形パイプ状、もしくは、周面を閉塞された中空の多角形体状であるから、排水処理が簡易であり、かつ、メディア材の製造コストも安価である。
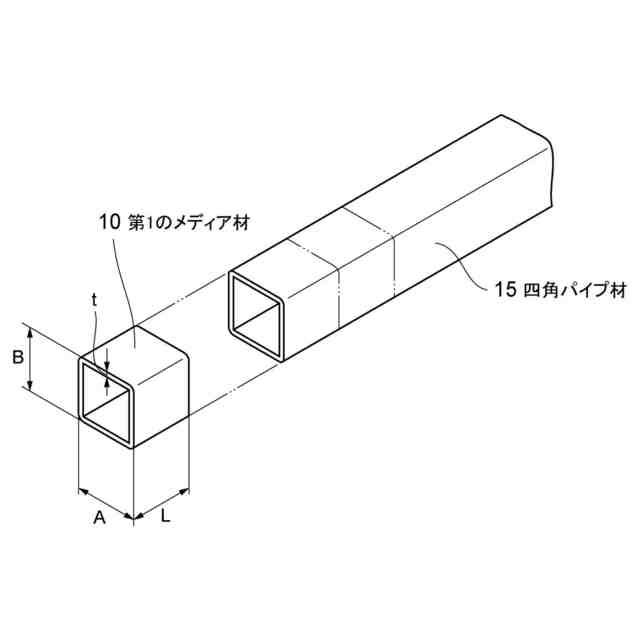
【選択図】図1
特許請求の範囲
【請求項1】
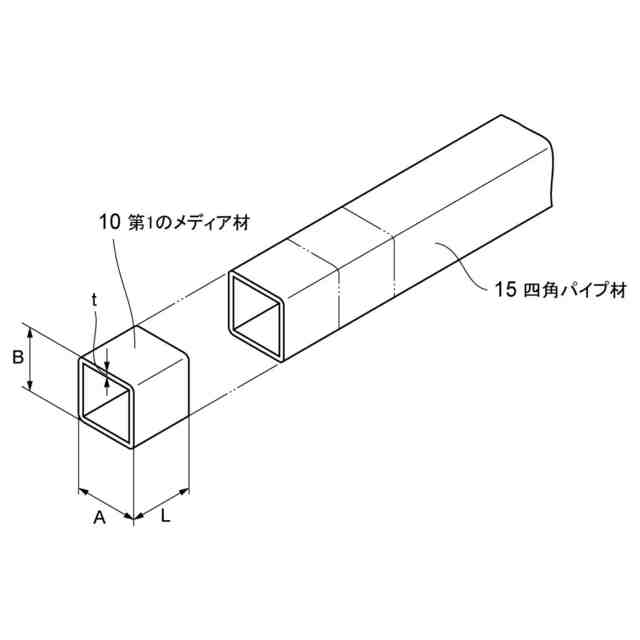
バレル研磨用メディア材であって、ワークを構成する被研磨金属と同質の金属を主成分とした材料から形成され、所定長さの多角形パイプ状に形成されたバレル研磨用メディア材。
続きを表示(約 830 文字)
【請求項2】
前記請求項1に記載のバレル研磨用メディア材であって、前記多角形パイプ状に形成されたバレル研磨用メディア材は、多角形パイプ材を所定長さに切断して形成されたバレル研磨用メディア材。
【請求項3】
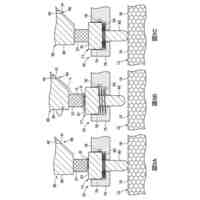
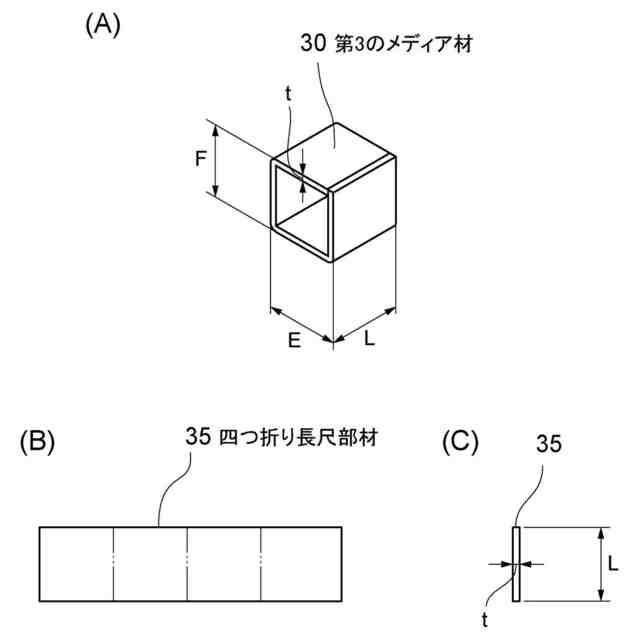
前記請求項1に記載のバレル研磨用メディア材であって、前記多角形パイプ状に形成されたバレル研磨用メディア材は、所定形状に切断された板材を折り曲げて形成されたバレル研磨用メディア材。
【請求項4】
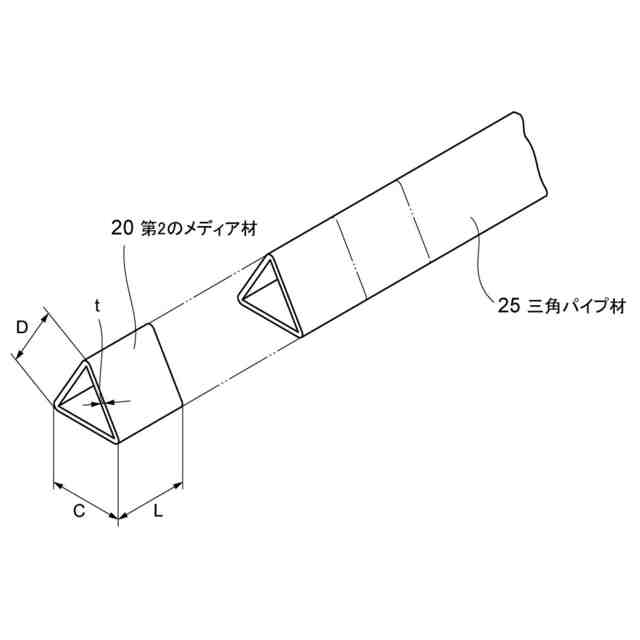
前記請求項1に記載のバレル研磨用メディア材であって、前記多角形パイプ状に形成されたバレル研磨用メディア材の多角形は、四角形、もしくは、三角形であるバレル研磨用メディア材。
【請求項5】
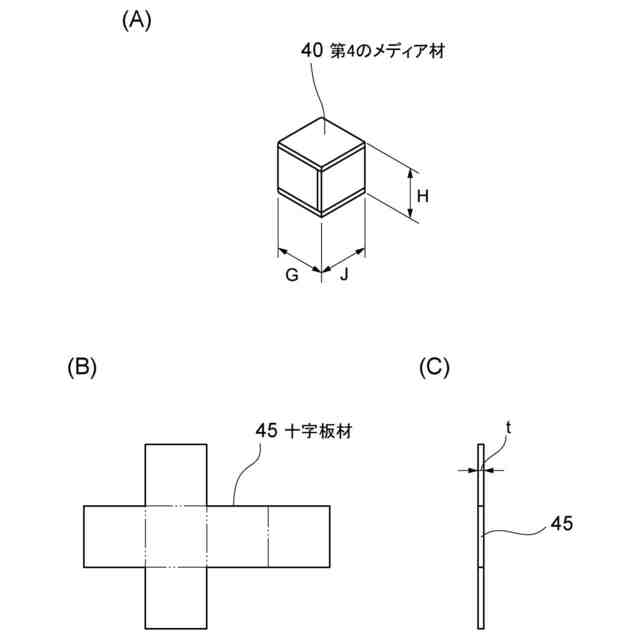
バレル研磨用メディア材であって、ワークを構成する被研磨金属と同質の金属を主成分とした板材から折り曲げて形成され、周面を閉塞された中空の多角形体状に形成されたバレル研磨用メディア材。
【請求項6】
前記請求項5に記載のバレル研磨用メディア材であって、前記中空の多角形体は、ワークを構成する被研磨金属と同質の金属を主成分とした三角形状の板材から折り曲げて形成され、周面を閉塞された中空の有底三角錐形状に形成されたバレル研磨用メディア材。
【請求項7】
前記請求項1ないし請求項6のいずれかに記載のバレル研磨用メディア材であって、メディア材の外形各部の寸法は、5~30mmの範囲内に構成されたバレル研磨用メディア材。
【請求項8】
前記請求項1ないし請求項6のいずれかに記載のバレル研磨用メディア材であって、メディア材の板厚寸法は、1~5mmの範囲内に構成されたバレル研磨用メディア材。
【請求項9】
前記請求項1ないし請求項6のいずれかに記載のバレル研磨用メディア材であって、メディア材の材質は、鉄またはアルミニウムで構成されたバレル研磨用メディア材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄、アルミ、その他の金属から形成された製品(ワーク)のバリ取り、研磨などに用いられるバレル研磨用のメディア材に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
一般に、湿式のバレル研磨は、ドラム状のバレル容器に製品(ワーク)、メディア材(研磨石)、研磨材、研磨助剤(コンパウンド)、および、水を入れ、バレル容器に回転運動や振動を与えて研磨する加工法である。バレル容器が回転運動や振動をすることで、製品と研磨石が擦れ合って、製品全体を摩擦によって研磨する。
【0003】
湿式バレル研磨に用いられるメディア材には、セラミックメディアと樹脂メディアとがある。セラミックメディアは、アランダム等の砥粒を粘土質結合材とともに混練、成形、焼成させて製造されるものであり、研削力が高く、バリ取りやR付け等の粗仕上げ用として主に使用されている。また、樹脂メディアは、前記砥粒を樹脂質結合材と混合、成形、硬化させて製造されるものであつて、研磨力は前記セラミックメディアより低いものの、軟らかくてワ一クに疵を付けることが少ないため、平滑化等の中仕上げ用として主に使用されている。
【0004】
メディア材の形状は、球形、円錐形、端面を斜切した円柱形、板厚のある扇形、不定形など、各種のものが多用されている。
メディア材の形状として、例えば、特許文献1および特許文献2などが知られている。
特許文献1には、中実の略三角柱形状で、その側面が内側に窪み、三角形を構成する各頂角部分が円弧形状であるメディア材が示されている。
特許文献2には、ポリアミド樹脂系の樹脂結合材に、小さな正三角柱に形成させたセラミックメディアを50重量%程度、内部に分散含有させて正三角柱形に形成させたメディア材が示されている。
しかし、これらのメディアは、あくまで、セラミックや樹脂を用いているため、研磨の過程で、メディア材が摩耗し、研磨材、研磨助剤(コンパウンド)などともに、水に混入して排出される。このため、そのスラッジや排水の処理設備と処理に多額の費用を必要とする問題点がある。
【0005】
特許文献3には、Fe系金属粉末を主成分とする原料を円筒形状に圧粉成形したものを焼結した後、浸炭焼き入れして形成されたFe系焼結金属製のバレル研磨用メディア材が示されている。
このメディア材は、Fe系焼結金属製であるので、表面に砥粒を結合した従来のメディア材のように、バレル研磨中に、砥粒が剥離し、研磨対象となる部材に付着することが少ないため、研磨後の洗浄を簡略化して、短時間での洗浄処理が可能となるとされている。
しかし、このメディア材は、Fe系金属粉末を焼結して形成されるため、製造コストが嵩むという問題点がある。
【先行技術文献】
【特許文献】
【0006】
特開2003-231053号公報
特開平10―244456号公報
特開2008―127539号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、バレル研磨における研磨後の排水処理が簡易であり、かつ、メディア材の製造コストも安価なバレル研磨用メディア材を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、バレル研磨用メディア材であって、ワークを構成する被研磨金属と同質の金属を主成分とした材料から形成され、所定長さの多角形パイプ状に形成されたバレル研磨用メディア材である。
【0009】
本発明において、前記多角形パイプ状に形成されたバレル研磨用メディア材は、多角形パイプ材を所定長さに切断して形成されることが好ましい。
【0010】
本発明において、前記多角形パイプ状に形成されたバレル研磨用メディア材は、所定形状に切断された板材を折り曲げて形成されることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
2か月前
個人
研磨体
3か月前
株式会社サンポー
ブラスト装置
4か月前
株式会社クボタ
管研削装置
2か月前
株式会社村田製作所
切削装置
3か月前
株式会社ディスコ
被加工物の加工方法
16日前
株式会社ニッチュー
ブラスト装置
2か月前
不二空機株式会社
可搬型動力工具
3か月前
大同特殊鋼株式会社
疵研削順序決定方法
4か月前
シンクス株式会社
ボード切断装置
4か月前
トヨタ自動車株式会社
回転砥石の製造方法
2か月前
オークマ株式会社
円筒研削盤
3か月前
秀和工業株式会社
処理装置および処理方法
18日前
株式会社ディスコ
砥石
3か月前
株式会社東京精密
研削装置
1か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
2か月前
株式会社ディスコ
加工装置
25日前
JFEスチール株式会社
鋼帯のブラシ研削方法
4か月前
株式会社東京精密
ワーク加工装置
4か月前
嘉澤端子工業股分有限公司
グラインダー
4か月前
株式会社東京精密
ワーク加工装置
4か月前
Mipox株式会社
研磨部材の製造方法
1か月前
中村留精密工業株式会社
レンズ保持装置
4か月前
旭化成株式会社
研磨パッド
1か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
加工方法
4か月前
Mipox株式会社
研磨部材の製造方法
1か月前
株式会社ディスコ
研削装置
2か月前
セイコーインスツル株式会社
研削盤
4か月前
株式会社荏原製作所
研磨装置
5か月前
株式会社不二越
スルーフィード式の加工装置
4か月前
株式会社シロハチ
回転機械およびこれを用いた装置
4か月前
株式会社IHI
加工方法
4か月前
株式会社東京精密
スラリー供給装置
17日前
株式会社ディスコ
処理装置
3か月前
株式会社ディスコ
切削装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ