TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025058774
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168914
出願日
2023-09-28
発明の名称
研磨パッド
出願人
富士紡ホールディングス株式会社
代理人
個人
,
個人
主分類
B24B
37/22 20120101AFI20250402BHJP(研削;研磨)
要約
【課題】 被研磨面の外周に形成されるエッジ跳ねの発生を可及的に防止する。
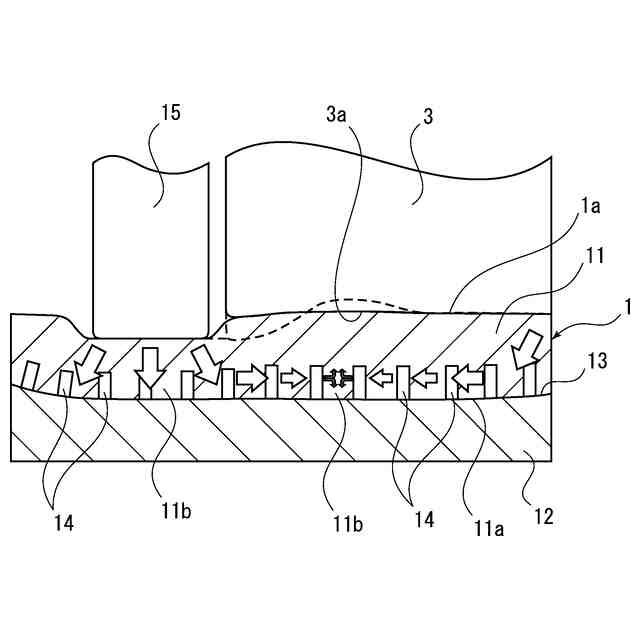
【解決手段】 表面に被研磨物3が密着する研磨面1aが形成された研磨層11と、当該研磨層11の当該研磨面1aとは反対側の面に設けられた支持層12と、上記研磨層11と支持層12とを接着する接着層13とを備えた研磨パッド1において、
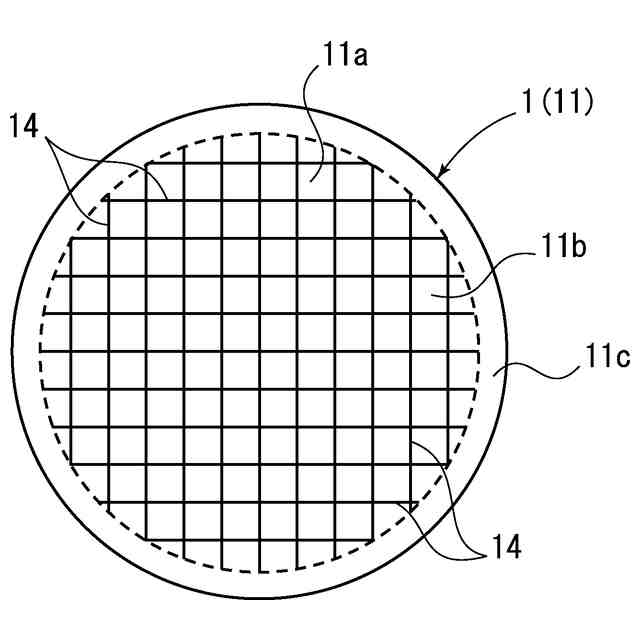
上記研磨層11における上記支持層12側の接着面11aに、複数の凹部14を設け、凹部14と凹部14との間に研磨層11からなるランド部11bを形成した。
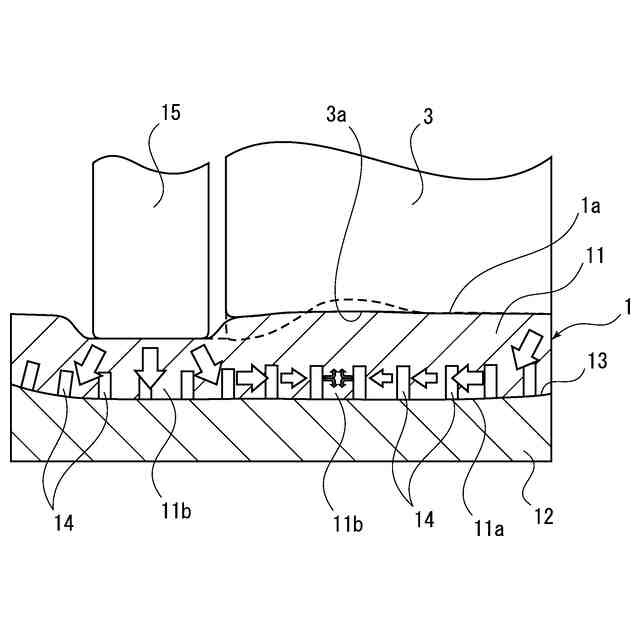
被研磨物3およびリテーナリング15によって研磨パッド1が押圧され、被研磨物3およびリテーナリング15からの応力がリテーナリング15の内側に隣接した位置に作用しても、上記ランド部11bによって応力を分散させて、被研磨面3aの外周縁にエッジ跳ねを生じさせないようにすることができる。
【選択図】 図4
特許請求の範囲
【請求項1】
被研磨物を研磨する研磨面が形成された研磨層と、当該研磨層の研磨面とは反対側に設けられた支持層と、上記研磨層と支持層とを接着する接着層とを備えた研磨パッドにおいて、
上記研磨層における上記支持層側の接着面に複数の凹部を設け、凹部と凹部との間に研磨層からなるランド部を形成したことを特徴とする研磨パッド。
続きを表示(約 760 文字)
【請求項2】
上記研磨層の接着面の面積に対する、当該研磨層のランド部の面積の面積率を50.0~95.0%としたことを特徴とする請求項1に記載の研磨パッド。
【請求項3】
上記研磨層のD硬度が30.0~50.0であることを特徴とする請求項1に記載の研磨パッド。
【請求項4】
上記研磨層の接着面に形成した凹部を、同心円状、格子状、放射状のいずれかの態様で配置したことを特徴とする請求項1に記載の研磨パッド。
【請求項5】
上記凹部を、同心円状と格子状との組み合わせ、もしくは同心円状と放射状との組み合わせのいずれかの態様で配置したことを特徴とする請求項4に記載の研磨パッド。
【請求項6】
上記研磨層の研磨面に溝を形成し、
上記凹部の深さを、上記溝の深さと同じ、もしくは当該の深さより浅くしたことを特徴とする請求項1に記載の研磨パッド。
【請求項7】
上記凹部は上記研磨層の接着面における外周縁まで形成されておらず、接着面の外周縁に無端状の外周部を備えることを特徴とする請求項1に記載の研磨パッド。
【請求項8】
上記支持層における研磨層側の接着面に複数の凹部を形成し、凹部と凹部との間に支持層からなるランド部を形成したたことを特徴とする請求項1に記載の研磨パッド。
【請求項9】
上記支持層の接着面に形成した凹部の深さを、支持層の厚みに対して30.0~70.0%としたことを特徴とする請求項8に記載の研磨パッド。
【請求項10】
上記支持層の接着面の面積に対する、当該接着面のランド部の面積の面積率を50.0~95.0%としたことを特徴とする請求項8に記載の研磨パッド。
発明の詳細な説明
【技術分野】
【0001】
本発明は研磨パッドに関し、詳しくは被研磨物を研磨する研磨面が形成された研磨層と、当該研磨層の研磨面とは反対側に設けられた支持層とを有する研磨パッドに関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
従来、半導体基板やガラス、金属、樹脂、セラミックスなど板状の被研磨物の表面研磨をする研磨装置では、被研磨物を研磨する研磨面が形成された研磨層と、当該研磨層の研磨面とは反対側に設けられた支持層と、上記研磨層と支持層とを接着する接着層とを備えた研磨パッドが用いられている(特許文献1)。
上記研磨装置において被研磨物の研磨を行う際には、研磨定盤に保持された研磨パッドに、保持定盤に保持された被研磨物を押し当てて研磨を行うようになっており、また研磨の際に被研磨物が脱落しないよう、上記保持定盤には被研磨物の外周を囲繞するリテーナリングが装着される。
【先行技術文献】
【特許文献】
【0003】
特開2020-163537号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
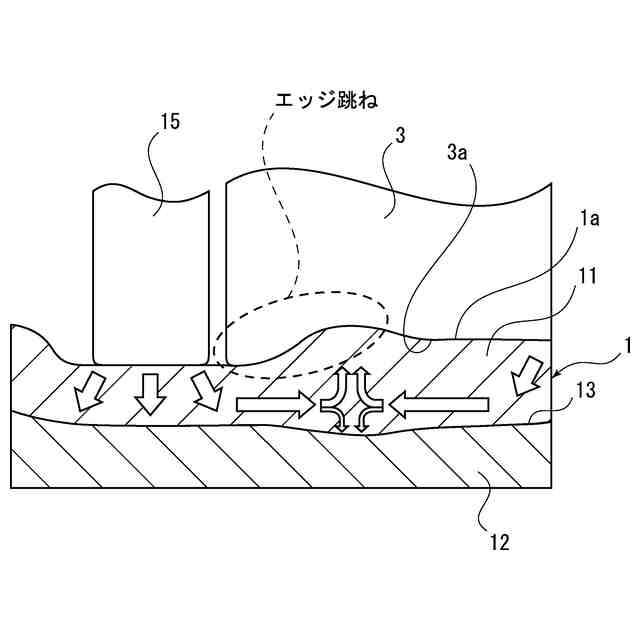
図5に示すように、被研磨物の研磨の際に被研磨物およびリテーナリングを研磨パッドに押し当てると、研磨パッドの研磨層および支持層が圧縮変形するとともに、研磨層の内部には被研磨物およびリテーナリングからの応力が作用し、当該応力は研磨層の内部で衝突して研磨層の研磨面を変形させようとする。
一方、被研磨物の研磨が進むと、被研磨物の被研磨面がリテーナリングの端面の上方に位置するため、リテーナリングからの応力がリテーナリングの内側に接近した位置に集中し、研磨面を膨出させるように変形させる。
すると、上方に変形した研磨面によって、被研磨物の外周付近における被研磨面には凹部が形成され、これと同時に当該凹部の外周側に隣接した位置に凸部が形成される。このような凹部と凸部とからなる研磨不良はエッジ跳ねと呼ばれる。
このような問題に鑑み、本発明は被研磨面の外周に形成されるエッジ跳ねの発生を可及的に防止することが可能な研磨パッドを提供するものである。
【課題を解決するための手段】
【0005】
すなわち請求項1の発明にかかる研磨パッドは、被研磨物を研磨する研磨面が形成された研磨層と、当該研磨層の研磨面とは反対側に設けられた支持層と、上記研磨層と支持層とを接着する接着層とを備えた研磨パッドにおいて、
上記研磨層における上記支持層側の接着面に複数の凹部を設け、凹部と凹部との間に研磨層からなるランド部を形成したことを特徴としている。
【発明の効果】
【0006】
図4に示すように、上記請求項1の発明によれば、上記研磨層の接着面に複数の凹部を形成したことで、凹部と凹部との間に研磨層からなるランド部を備えたものとなっている。
被研磨物を研磨する際に、上述したように研磨層の内部には被研磨物およびリテーナリングからの応力が作用して研磨層を変形させようとするが、各ランド部が応力を吸収するため、特にリテーナリングの内側に位置する部分での研磨面の変形を抑えることができ、上述したエッジ跳ねの発生を防止することができる。
【図面の簡単な説明】
【0007】
研磨装置を示す側面図
本実施例にかかる研磨パッドの断面図
研磨層を接着面側から見た図
本発明にかかる研磨パッドの使用状態を模式的に説明する図
従来の研磨パッドの使用状態を模式的に説明する図
【発明を実施するための形態】
【0008】
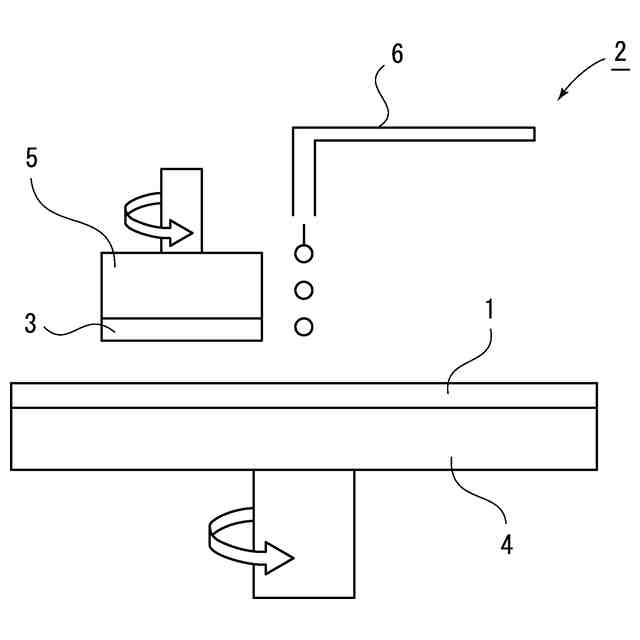
以下図示実施例について説明すると、図1は本発明にかかる研磨パッド1を備えた研磨装置2の側面図を示し、半導体基板などの被研磨物3の研磨を行うものとなっている。
上記研磨装置2は、下方に設けられて研磨パッド1を支持する研磨定盤4と、上方に設けられて被研磨物3を支持する保持定盤5と、スラリーを供給するスラリー供給手段6とを備えている。
上記研磨パッド1および被研磨物3はそれぞれ略円盤状を有しており、研磨パッド1は両面テープ等によって研磨定盤4に固定され、被研磨物3は保持定盤5に設けられた図示しない保持パッドを介して、水による表面張力等により保持されている。
また上記研磨定盤4および保持定盤5は図示しない駆動手段によって相対的に回転するとともに、上記保持定盤5は研磨定盤4の中心位置から半径方向に往復動可能に設けられ、これにより上記研磨パッド1と被研磨物3とが相対的に回転しながら摺動するようになっている。
上記スラリー供給手段6は、所要の液体中に砥粒の混合されたスラリーを上記研磨パッド1の上面に形成された研磨面1aに供給し、これにより当該スラリーが研磨面1aと被研磨物3の被研磨面3aとの間に入り込むことで、被研磨物3の研磨が行われるようになっている。
このような構成を有する研磨装置2は従来公知であり、これ以上の詳細な説明については省略する。なお上記構成を有する研磨装置2の他、例えば保持定盤5には駆動がなく、研磨定盤4の回転により保持定盤5が連れ回るようにした研磨装置2など、その他の構成を有した研磨装置2も使用可能である。
【0009】
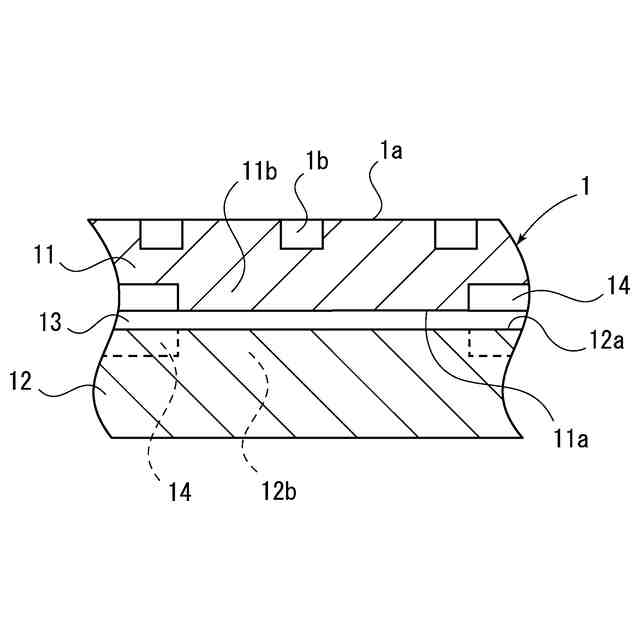
図2は本実施例にかかる研磨パッド1の断面図を示し、上記研磨パッド1は被研磨物3を研磨する研磨面1aが形成された研磨層11と、当該研磨層11の研磨面1aとは反対側の面に設けられた支持層12と、上記研磨層11と支持層12とを接着する接着層13とを備えている。
上記研磨層11および支持層12にはポリウレタンシートを使用し、このようなポリウレタンシートとして、イソシアネート末端プレポリマー(以下、単にプレポリマーと称することもある)、硬化剤、中空体を混合してポリウレタン樹脂成形体を成形し、ポリウレタン樹脂成形体をスライス加工することにより形成されるとともに、内部に無数の空隙が形成された発泡ポリウレタンシートを使用することができる。ここで、上記ポリウレタンシートとは、ポリウレタン、ポリウレタンポリウレアを含むポリウレタン系樹脂をいう。
そして上記研磨層11に用いるポリウレタンシートとしては、厚さを0.5~2mm、ショアD硬度を20.0~60.0、密度を0.60~1.00g/cm
3
にそれぞれ設定することができる。研磨層のD硬度を上記範囲内に設定することで、スクラッチの発生を抑制できる。
また支持層12に用いるポリウレタンシートとしては、厚さを0.5~2mm、ショアD硬度を20.0~60.0、密度を0.60~0.95g/cm
3
にそれぞれ設定することができる。
上記支持層12としては、上記ポリウレタンシートに代えてウレタンスポンジを用いることも可能であり、当該ウレタンスポンジとしては、厚さを0.5~2mm、ショアA硬度を45.0~75.0、密度を0.30~1.50g/cm
3
にそれぞれ設定することができる。
【0010】
以下、上記研磨層11または支持層12に使用するポリウレタンシートの製造方法について説明する。
上記ポリウレタンシートは、ポリオール成分とイソシアネート成分との反応中間体であるイソシアネート末端プレポリマーを用い、ジアミン類又はジオール類等の硬化剤(鎖延長剤)、発泡剤、触媒等を添加混合して得られるポリウレタン組成物を硬化させるプレポリマー法により製造される。
具体的には、少なくともイソシアネート末端プレポリマーとしてのウレタン結合含有イソシアネート化合物、硬化剤、中空体を準備する準備工程;少なくとも、上記ウレタン結合含有イソシアネート化合物、硬化剤を混合して成形体成形用の混合液を得る混合工程;上記成形体成形用混合液からポリウレタンポリウレア樹脂成形体を成形する成形体成形工程;および上記ポリウレタンポリウレア樹脂成形体から上記研磨層11または支持層12を形成する研磨層(支持層)形成工程、を含むことが挙げられる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ