TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025083813
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197413
出願日
2023-11-21
発明の名称
レンズ保持装置
出願人
中村留精密工業株式会社
代理人
個人
,
個人
主分類
B24B
13/005 20060101AFI20250526BHJP(研削;研磨)
要約
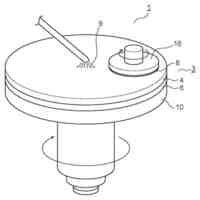
【課題】光学レンズの芯取り加工や外形を異形形状に研削する際のレンズの保持精度が高いレンズ保持装置の提供を目的とする。
【解決手段】レンズの芯取り加工に用いるためのレンズ保持装置であって、レンズを挟持するための対向配置された一対の第1支持装置と第2支持装置を有し、前記第1支持装置は第1駆動部と第1ベルトにて回転駆動伝達制御され、前記第2支持装置は第2駆動部と第2ベルトにて回転駆動伝達制御されていることを特徴とする。
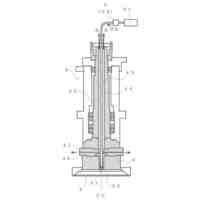
【選択図】 図1
特許請求の範囲
【請求項1】
レンズの芯取り加工に用いるためのレンズ保持装置であって、
レンズを挟持するための対向配置された一対の第1支持装置と第2支持装置を有し、
前記第1支持装置は第1駆動部と第1ベルトにて回転駆動伝達制御され、
前記第2支持装置は第2駆動部と第2ベルトにて回転駆動伝達制御されていることを特徴とするレンズ保持装置。
続きを表示(約 85 文字)
【請求項2】
前記第1支持装置及び第2支持装置は、コンピュータ数値制御(CNC)装置にて同期制御されていることを特徴とする請求項1記載のレンズ保持装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光学レンズの芯取り加工の際に用いるレンズ保持装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
光学レンズの芯取り加工は、ベルホルダ、カップホルダ等と称される対向配置された一対のホルダにてレンズを挟持し、回転させることで芯取りを行ない、その後に回転砥石を用いて真円加工のみならず、レンズの外形をDカット,Iカット,四角加工等の各種の異形形状に研削加工が施される。
ここで、レンズの外形を異形形状に砥石で研削する場合に、第1支持装置と第2支持装置でレンズを保持するだけでなく、所定の角度に固定制御する必要がある。
【0003】
従来は、例えば特許文献1に示すようにレンズを挟持する上下一対のレンズ支持装置をギヤ駆動により回転制御していた。
このようなギヤ駆動伝達では、どうしても所定のバックラッシュが生じることから、レンズを異形形状に研削する際の位置決め精度が低い問題がある。
また、ギヤ駆動では回転数を上げると、振動が発生しやすい問題もあった。
【先行技術文献】
【特許文献】
【0004】
特開S52-13196号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、光学レンズの芯取り加工や外形を異形形状に研削する際のレンズの保持精度が高く、研削面の品質にも優れたレンズ保持装置の提供を目的とする。
【課題を解決するための手段】
【0006】
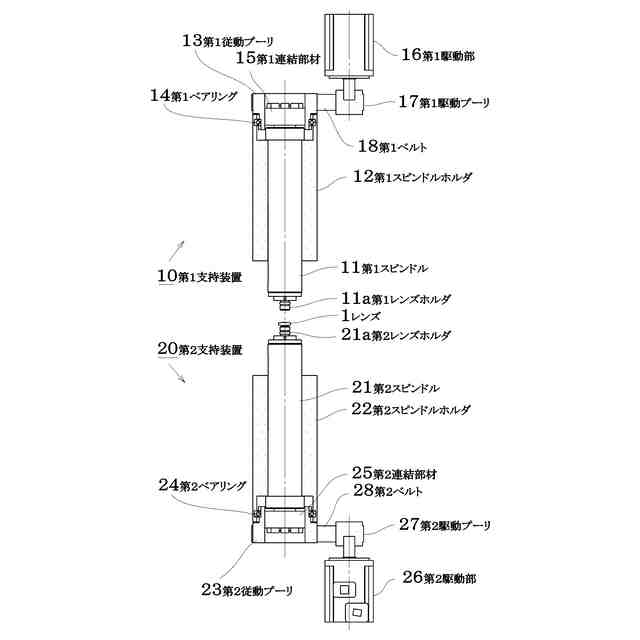
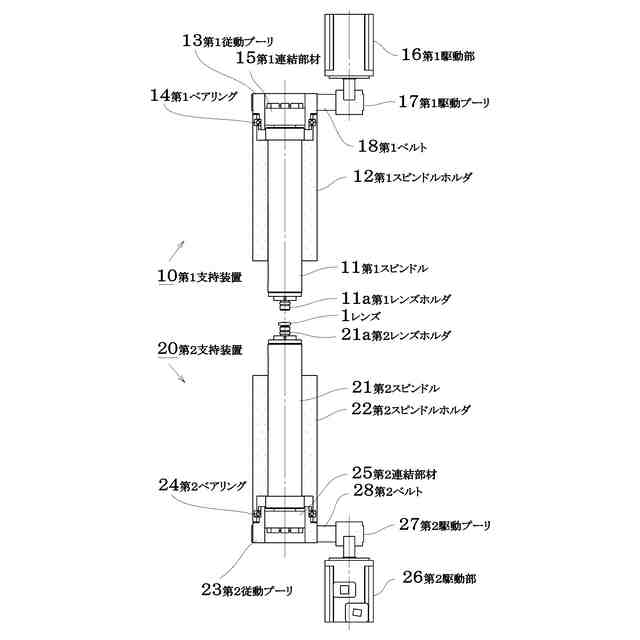
本発明に係るレンズ保持装置は、レンズの芯取り加工に用いるためのレンズ保持装置であって、レンズを挟持するための対向配置された一対の第1支持装置と第2支持装置を有し、前記第1支持装置は第1駆動部と第1ベルトにて回転駆動伝達制御され、前記第2支持装置は第2駆動部と第2ベルトにて回転駆動伝達制御されていることを特徴とする。
【0007】
ここで第1支持装置及び第2支持装置は、それぞれ回転及び固定制御されたカップ状のホルダを有し、レンズを両面から挟持する。
従って、第1支持装置及び第2支持装置は、相対的に近接方向に移動制御及び離間方向に移動制御されている。
その際に第1支持装置と第2支持装置のうち一方は、固定されていてもよいが少なくともどちらかは、ベルトが張設された駆動部と一体的あるいは連動して近接及び離間移動制御されている。
【0008】
本発明において、前記第1支持装置及び第2支持装置は、コンピュータ数値制御(CNC)装置にて同期制御されているのが好ましい。
本発明においては、第1支持装置及び第2支持装置のそれぞれにモータ等の駆動部を設けたからである。
【発明の効果】
【0009】
本発明においては、レンズを挟持保持する第1支持装置及び第2支持装置をベルト駆動により回転及び固定制御したので、レンズの芯取りの際には回転速度をギヤ駆動よりも速くすることができ、レンズを固定支持する際にはギヤに比較してバックラッシュが小さく位置決め精度が高い。
これにより、レンズの研削の際には次のような効果もある。
光学レンズの分野においては、レンズの裏面に反射防止等を目的に黒塗り等による黒色層を形成する場合がある。
そのような場合に研削面の品質が悪いと、白点状の欠陥が生じる恐れがある。
本発明においては、ベルト駆動により振動が少ないので研削面に欠陥が少なく、白点不良の発生を抑えることができる。
また、振動が小さいので研削コーナーにチッピングが発生することも抑える作用が生じる。
【図面の簡単な説明】
【0010】
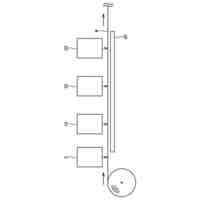
本発明に係るレンズ保持装置の構成例を示す。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
中村留精密工業株式会社
工作機械及び工具の管理システム
27日前
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
24日前
個人
研磨体
4か月前
株式会社サンポー
ブラスト装置
5か月前
株式会社クボタ
管研削装置
3か月前
株式会社東京精密
研削装置
20日前
株式会社村田製作所
切削装置
4か月前
株式会社タカトリ
ウエハの研削装置
7日前
株式会社ディスコ
被加工物の加工方法
1か月前
不二空機株式会社
可搬型動力工具
4か月前
株式会社ニッチュー
ブラスト装置
3か月前
ノリタケ株式会社
超砥粒ホイール
24日前
シンクス株式会社
ボード切断装置
5か月前
株式会社東京精密
加工装置
26日前
大同特殊鋼株式会社
疵研削順序決定方法
5か月前
株式会社東京精密
加工方法
26日前
株式会社東京精密
加工装置
24日前
秀和工業株式会社
処理装置および処理方法
1か月前
オークマ株式会社
円筒研削盤
4か月前
ノリタケ株式会社
研磨パッド
24日前
トヨタ自動車株式会社
回転砥石の製造方法
3か月前
株式会社ディスコ
砥石
4か月前
富士紡ホールディングス株式会社
研磨パッド
20日前
富士紡ホールディングス株式会社
研磨パッド
20日前
富士紡ホールディングス株式会社
研磨パッド
20日前
富士紡ホールディングス株式会社
研磨パッド
20日前
株式会社アイドゥス企画
受動変形内面研磨ホイール
3か月前
株式会社東京精密
研削装置
2か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
5か月前
嘉澤端子工業股分有限公司
グラインダー
5か月前
株式会社東京精密
ワーク加工装置
5か月前
株式会社東京精密
ワーク加工装置
5か月前
中村留精密工業株式会社
レンズ保持装置
5か月前
株式会社ディスコ
加工方法
5か月前
Mipox株式会社
研磨部材の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ