TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073591
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184514
出願日
2023-10-27
発明の名称
鋼帯のブラシ研削方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B24B
29/06 20060101AFI20250502BHJP(研削;研磨)
要約
【課題】鋼帯の連続処理ラインにおいて、ブラシの圧下タイミングについて、ブラシの位置検出なしでブラシの摩耗量を考慮し、適切なタイミングで圧下し研削する方法を提供する。
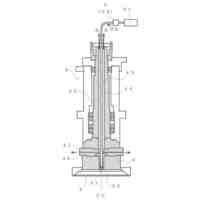
【解決手段】上下方向に移動するブラシロールを用いて、複数の工程を経由して鋼帯の表面を研削する鋼帯のブラシ研削方法であって、n回目のブラシ研削を行うにあたり、ブラシロールの摩耗量δ
n
を、前回(n-1回目)の研削実績を基に推定し、ブラシロールの移動距離に、摩耗量δ
n
を加算し、ブラシロールの先端部が鋼帯の表面に接触するまでのn回目の経過時間を、前回(n-1回目)の経過時間と同一とするように調整することを特徴とする鋼帯のブラシ研削方法である。
【選択図】図1
特許請求の範囲
【請求項1】
上下方向に移動するブラシロールを用いて、複数の工程を経由して鋼帯の表面を研削する鋼帯のブラシ研削方法であって、
n回目のブラシ研削を行うにあたり、
前記ブラシロールの摩耗量δ
n
を、前回(n-1回目)の研削実績を基に推定し、
前記ブラシロールの移動距離に、前記摩耗量δ
n
を加算し、
前記ブラシロールの先端部が前記鋼帯の表面に接触するまでのn回目の経過時間を、前回(n-1回目)の経過時間と同一とするように調整する
ことを特徴とする鋼帯のブラシ研削方法。
ここで、nは、最小値が2で、最大値が200となる自然数である。
続きを表示(約 4,500 文字)
【請求項2】
前記複数の工程が、
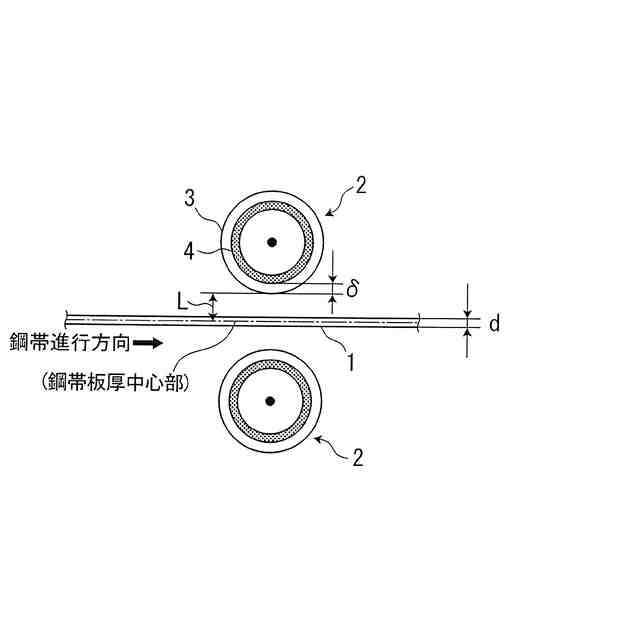
前記ブラシロールの先端部が前記鋼帯の板厚中心部から距離L離間した位置で待機するブラシ待機工程〔W〕と
前記ブラシロールの先端部が前記鋼帯の表面に接触するまで移動するブラシ移動工程〔M〕と、
前記ブラシロールの先端部が前記鋼帯の表面に接触後、圧下し研削する研削工程〔B〕と、
をこの順で有することを特徴とする請求項1に記載の鋼帯のブラシ研削方法。
【請求項3】
前記複数の工程が、
前記ブラシ待機工程〔W〕の前に、事前準備工程〔P〕を備え、
前記事前準備工程〔P〕は、
前記ブラシロールの先端部が前記鋼帯の板厚中心部から距離K離間した位置で待機する事前待機ステップ〔P
W
〕と、
前記ブラシロールの先端部が前記鋼帯の板厚中心部から距離L離間した位置まで移動する事前移動ステップ〔P
M
〕と、
をこの順で有することを特徴とする請求項2に記載の鋼帯のブラシ研削方法。
【請求項4】
前記ブラシ移動工程〔M〕が、
第1ステップ〔M
1
〕と第2ステップ〔M
2
〕とからなり、
前記第2ステップ〔M
2
〕の移動速度V
M2
は、前記第1ステップ〔M
1
〕の移動速度V
M1
よりも小さい
ことを特徴とする請求項2に記載の鋼帯のブラシ研削方法。
【請求項5】
前記ブラシ移動工程〔M〕が、
第1ステップ〔M
1
〕と第2ステップ〔M
2
〕とからなり、
前記第2ステップ〔M
2
〕の移動速度V
M2
は、前記第1ステップ〔M
1
〕の移動速度V
M1
よりも小さい
ことを特徴とする請求項3に記載の鋼帯のブラシ研削方法。
【請求項6】
前記調整が、
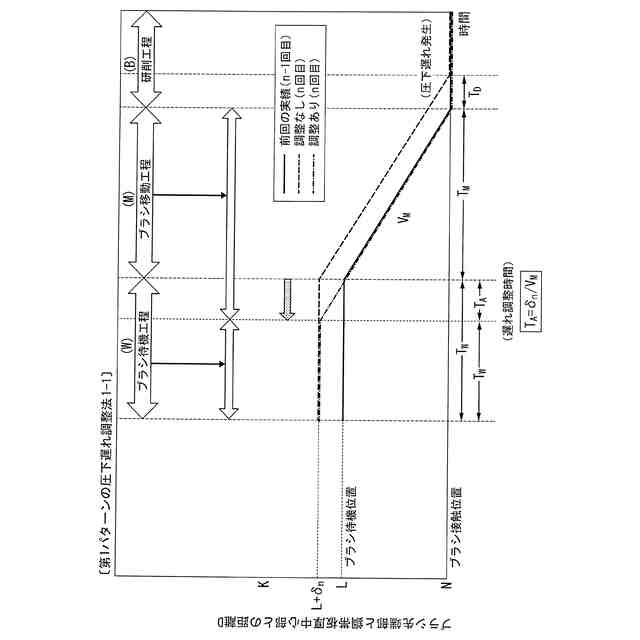
前記ブラシ移動工程〔M〕の移動時間T
M
を、前記摩耗量δと前記ブラシ移動工程〔M〕の移動速度V
M
とから下記の式(1)により求めた時間T
A
だけ前回の実績より長くするか、
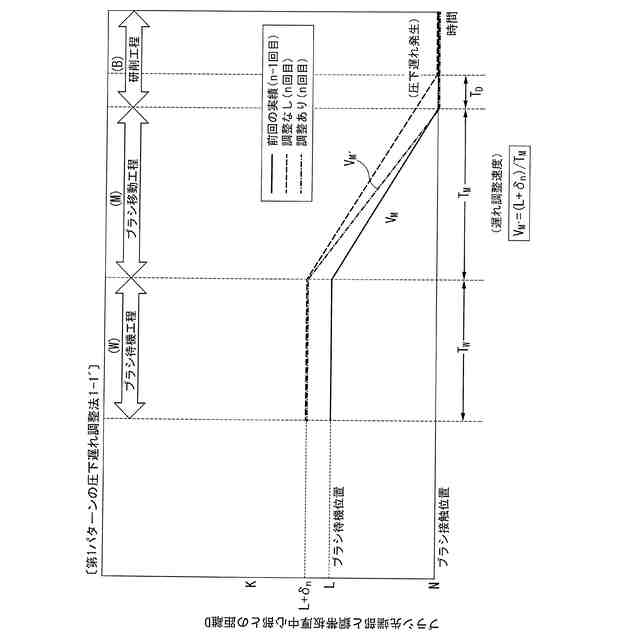
または、前記ブラシ移動工程〔M〕の移動速度を、下記の式(2)により求めた調整移動速度V
M'
とすることで、前記ブラシ移動工程〔M〕の移動時間T
M
を前回の実績と同等とする
ことを特徴とする請求項2に記載の鋼帯のブラシ研削方法。
T
A
=δ
n
/V
M
・・・ (1)
V
M
′=(L+δ
n
)/T
M
・・・ (2)
ここで、Lは、前記ブラシ待機工程〔W〕において前記ブラシロールの先端部が前記鋼帯の板厚中心部から離間した距離である。
【請求項7】
前記調整が、
前記事前移動ステップ〔P
M
〕の移動時間T
P
及び前記ブラシ移動工程〔M〕の移動時間T
M
の合計の移動時間であるT
P
+T
M
を、前記摩耗量δ
n
の一部δ
n1
と前記事前移動ステップ〔P
M
〕の移動速度V
P
とから下記の式(3)により求めた第1の時間T
A1
及び前記摩耗量δ
n
の残部δ
n2
と前記ブラシ移動工程〔M〕の移動速度V
M
とから下記の式(4)により求めた第2の時間T
A2
の合計である下記の式(5)の時間T
A
だけ前回の実績より長くするか、
または、前記事前移動ステップ〔P
W
〕の移動速度を、下記の式(7)により求めた調整移動速度V
P'
とすることで、前記事前移動ステップ〔P
W
〕の移動時間T
P
を前回の実績と同等とするか、
もしくは、前記ブラシ移動工程〔M〕の移動速度を、下記の式(2)により求めた調整移動速度V
M'
とすることで、前記ブラシ移動工程〔M〕の移動時間T
M
を前回の実績と同等とする
ことを特徴とする請求項3に記載の鋼帯のブラシ研削方法。
T
A1
=δ
n1
/V
P
・・・ (3)
T
A2
=δ
n2
/V
M
・・・ (4)
T
A
=T
A1
+T
A2
・・・ (5)
ここで、δ
n1
とδ
n2
の関係は、次の式(6)である。
kδ
n1
+(1-k)δ
n2
=δ
n
・・・ (6)
ただし、kは、δ
n1
のδ
n
に対する配分比率の係数であって、k=0~1である。
V
P
′=(K-L+δ
n
【請求項8】
前記調整が、
前記ブラシ移動工程第1ステップ〔M
1
〕の移動時間T
M1
及び前記ブラシ移動工程第2ステップ〔M
2
〕の移動時間T
M2
の合計の移動時間であるT
M1
+T
M2
を、前記摩耗量δ
n
の一部δ
n1
と前記第1ステップ〔M
1
〕の移動速度V
M1
とから下記の式(8)により求めた第1の時間T
A1
及び前記摩耗量δ
n
の残部δ
n2
と前記第2ステップ〔M
2
〕の移動速度V
M2
とから下記の式(9)により求めた第2の時間T
A2
の合計である下記の式(10)の時間T
A
だけ前回の実績より長くするか、
または、前記ブラシ移動工程第1ステップ〔M
1
〕の移動速度を、下記の式(12)により求めた調整移動速度V
M1
′とすることで、前記ブラシ移動工程第1ステップ〔M
1
〕の移動時間T
M1
を前回の実績と同等とするか、
もしくは、前記ブラシ移動工程第2ステップ〔M
2
〕の移動速度を、下記の式(13)により求めた調整移動速度V
M2
′とすることで、前記ブラシ移動工程第2ステップ〔M
2
〕の移動時間T
M2
を前回の実績と同等とする
ことを特徴とする請求項4に記載の鋼帯のブラシ研削方法。
T
A1
=δ
n1
/V
M1
・・・ (8)
T
A2
=δ
n2
/V
M2
・・・ (9)
T
A
=T
A1
+T
A2
・・・ (10)
ここで、δ
n1
とδ
n2
の関係は、次の式(11)である。
kδ
n1
+(1-k)δ
n2
=δ
n
・・・ (11)
ただし、kは、δ
n1
【請求項9】
前記調整が、
前記事前移動ステップ〔P
M
〕の移動時間T
P
、前記ブラシ移動工程第1ステップ〔M
1
〕の移動時間T
M1
及び前記ブラシ移動工程第2ステップ〔M
2
〕の移動時間T
M2
の合計の移動時間であるT
P
+T
M1
+T
M2
を、前記摩耗量δ
n
の一部δ
n1
と前記事前移動ステップ〔P
M
〕の移動速度V
P
とから下記の式(14)により求めた第1の時間T
A1
、前記摩耗量δ
n
の他の一部δ
n2
と前記第1ステップ〔M
1
〕の移動速度V
M1
とから下記の式(15)により求めた第2の時間T
A2
及び前記摩耗量δ
n
の残部δ
n3
と前記第2ステップ〔M
2
〕の移動速度V
M2
とから下記の式(16)により求めた第3の時間T
A3
の合計である下記の式(17)の時間T
A
だけ前回の実績より長くするか、
または、前記事前移動ステップ〔P
W
〕の移動速度を、下記の式(7)により求めた調整移動速度V
P'
とすることで、前記事前移動ステップ〔P
W
〕の移動時間T
P
を前回の実績と同等とするか、
もしくは、前記ブラシ移動工程第1ステップ〔M
1
〕の移動速度を、下記の式(12)により求めた調整移動速度V
M1
′とすることで、前記ブラシ移動工程第1ステップ〔M
1
〕の移動時間T
M1
を前回の実績と同等とするか、
もしくは、前記ブラシ移動工程第2ステップ〔M
2
〕の移動速度を、下記の式(13)により求めた調整移動速度V
M2
′とすることで、前記ブラシ移動工程第2ステップ〔M
2
〕の移動時間T
M2
を前回の実績と同等とする
ことを特徴とする請求項5に記載の鋼帯のブラシ研削方法。
T
A1
=δ
n1
/V
P
・・・ (14)
T
A2
=δ
n2
/V
M1
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼帯のブラシ研削方法に関し、特に、研削ブラシ(以下、単に「ブラシ」ともいう。)を備えるブラシロールを用いてスケール除去を行う際に、ブラシの摩耗に伴うブラシロールの圧下遅れを調整するブラシ研削方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
一般のステンレス鋼帯は、熱間圧延された鋼板を酸洗した後、冷間圧延、焼鈍、調質圧延の各工程を経て製造される。上記工程の中で、熱間圧延及び連続焼鈍後の鋼板表面には酸化スケールが生成している。表面に酸化スケールが生成した鋼板のデスケール方法としては、主に酸洗設備を通すのが一般的であり、付加的にショットブラスト、表面研削等を行っている。特に、研削ブラシ等により均一な研削を行い、表面品質の向上のため、ブラシによる表面研削方法が種々検討されている。
【0003】
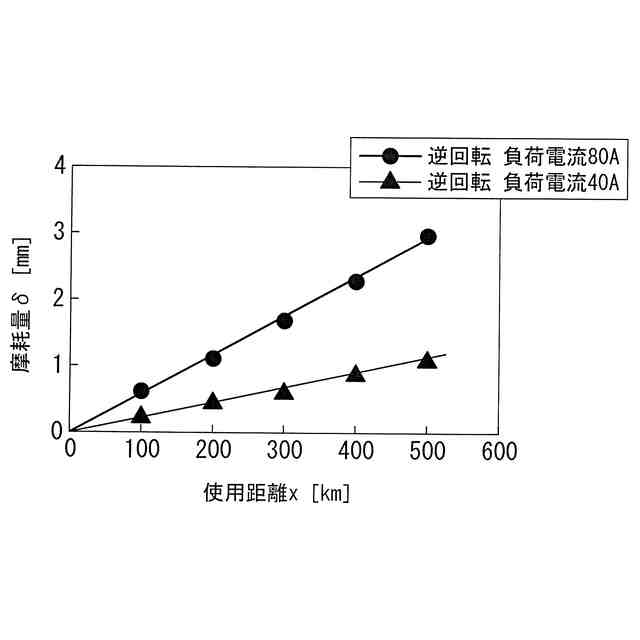
例えば、ブラシが摩耗した場合でも洗浄力を一定にするために、ブラシ摩耗量に応じて圧下力を変更する方法が知られている。特許文献1には、鋼帯表面を洗浄するブラシロールの圧下制御方法において、ブラシロールの通板長さを計測し、予め求めたブラシロールの通板長さとブラシ摩耗量との関係を求める方法が開示されている。具体的には、予め求めたブラシ摩耗量とロール回転モーター負荷電流との関係からロール回転負荷電流を設定する圧下制御方法が記載されている。
【0004】
また、特許文献2では、ブラシロール装置において、摩耗が進行した場合でも、一定の研削量となるように、回転モーターの無負荷時の電流を検出し、検出された無負荷時の電流を記憶する方法が開示されている。記憶された無負荷時電流と所定の設定電流の和を目標電流として、前記回転用モーターの電流がその目標電流となるように前記圧下を制御する手法が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開平4-178212号公報
特開平2-124261号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1及び2の場合、研削量を一定にすることは出来ても、種々の鋼帯を連続通板する高速ラインでは、ブラシの摩耗が進行した場合、ブラシの接触するタイミングが遅れ、鋼帯先端部ではブラシがかけられなくなるという問題点があった。
【0007】
通常、鋼帯の連続処理ラインにおいては、コイル接続部の近傍にパンチ穴をあけ、そのパンチ穴をブラシスタンドの前段に設けたパンチ穴検出器(WPD)により光学的に検出し鋼帯をトラッキングする方法が行われている。ブラシが必要のない鋼帯から、ブラシを必要とする鋼帯に切り替わる際は、ブラシスタンドの前段でパンチ穴を検出後、ライン速度及び前記WPDとブラシスタンドの間の距離から、コイル先端部の位置を演算しブラシの圧下を開始するのが一般的である。ここで、ブラシを必要とする鋼帯を「ブラシ材」、ブラシが必要ない鋼帯を「ノーブラシ材」ともいう。
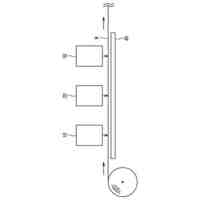
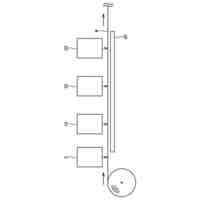
【0008】
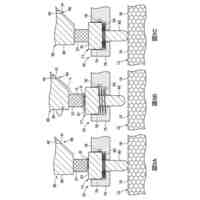
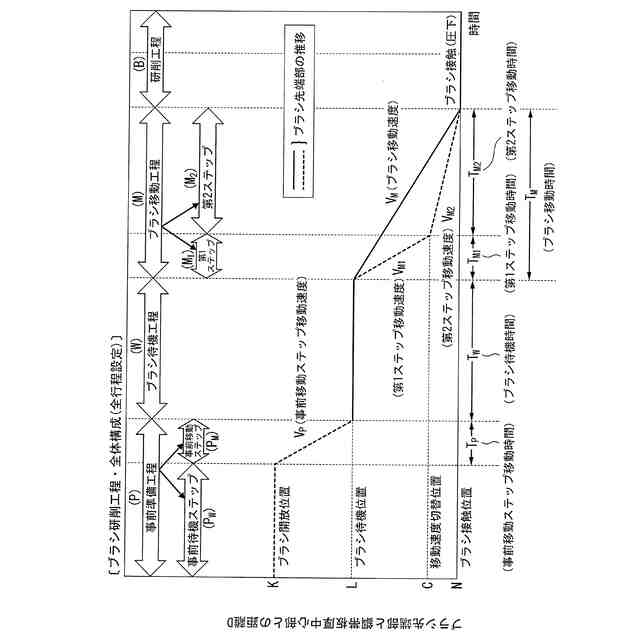
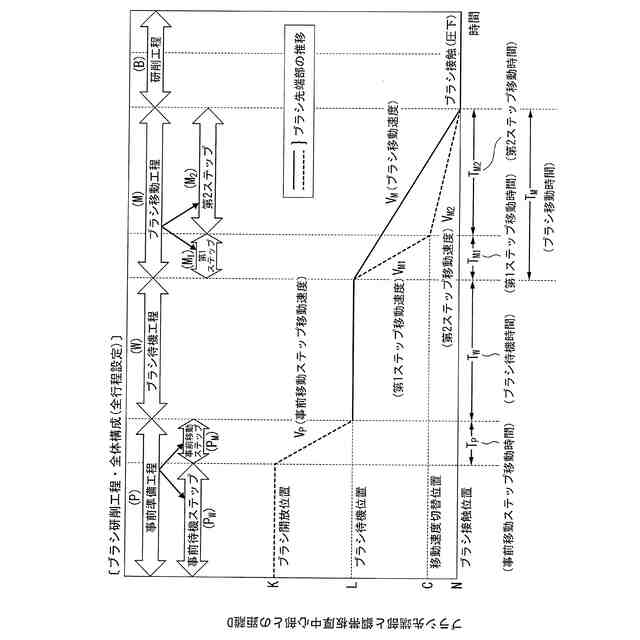
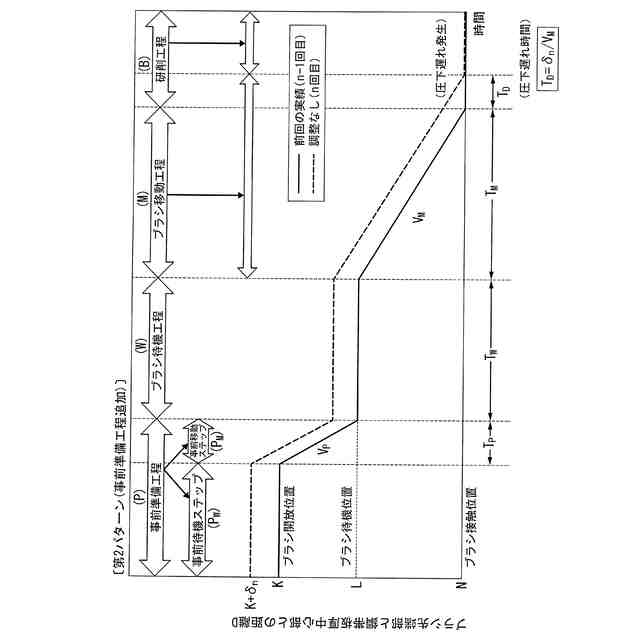
図2に鋼帯とブラシロール(上下)の位置関係を示し、図1に後述する本発明に係るブラシ研削方法の全体構成(4つパターンを網羅)を示す。図1中の実線及び点線がブラシの鋼帯側先端部(以下、単に「ブラシ先端部」ともいう。)と鋼帯との距離の推移を表している。実線部分が本発明の第1のパターンである基本工程における推移であり、点線部分が第2のパターン及び第3のパターンにおける推移である。
【0009】
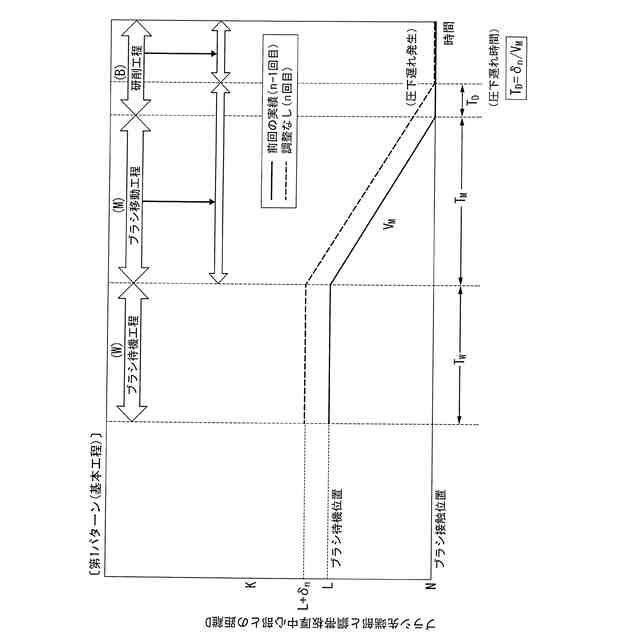
ここで、ブラシ研削方法の基本工程(後述する本発明に係る第1パターン)を示した図5を例に、ブラシの位置関係の推移とブラシの摩耗との関係を説明する。
【0010】
図5において、ブラシをその先端部が鋼帯の板厚中心部からの距離L(mm)の位置で待機させている工程が、「ブラシ待機工程〔W〕」である。次に、ブラシで研削するために鋼帯表面にブラシ先端部が接触するまで移動する工程が、「ブラシ移動工程〔M〕」である。ブラシ先端部が鋼帯に接触後、ブラシで研削する工程が、「研削工程〔B〕」である。ブラシ待機工程中の時間がブラシ待機時間T
W
(秒)であり、ブラシ移動工程中の時間がブラシ移動時間T
M
(秒)である。このブラシ移動工程におけるブラシ移動速度V
M
(mm/秒)は、通常の場合は、低速(0.3mm/秒~1.0mm/秒)とすることが好ましい。ブラシを移動して鋼帯に接触後は、通常はブラシ移動速度のままでブラシ回転の駆動装置の負荷電流値がある一定の値になるまで鋼帯を圧下し続けることが多いので、ブラシ研削工程におけるブラシの圧下速度も低速で実施することが好ましい。ブラシの圧下速度が高速であると、鋼帯の蛇行が生じたり、鋼帯とブラシの接触時にブラシロールの負荷が過大となるからである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
包丁研ぎ器具
3か月前
株式会社松風
研磨用ゴム砥石
26日前
株式会社東京精密
研削装置
22日前
株式会社クボタ
管研削装置
4か月前
株式会社タカトリ
ウエハの研削装置
9日前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社東京精密
加工装置
28日前
株式会社東京精密
加工方法
28日前
ノリタケ株式会社
超砥粒ホイール
26日前
株式会社東京精密
加工装置
26日前
株式会社ニッチュー
ブラスト装置
3か月前
ノリタケ株式会社
研磨パッド
26日前
株式会社荏原製作所
研磨装置
今日
秀和工業株式会社
処理装置および処理方法
1か月前
トヨタ自動車株式会社
回転砥石の製造方法
3か月前
株式会社アイドゥス企画
受動変形内面研磨ホイール
3か月前
富士紡ホールディングス株式会社
研磨パッド
22日前
富士紡ホールディングス株式会社
研磨パッド
22日前
富士紡ホールディングス株式会社
研磨パッド
22日前
株式会社東京精密
研削装置
2か月前
富士紡ホールディングス株式会社
研磨パッド
22日前
株式会社東京精密
ダイシング装置
22日前
Mipox株式会社
研磨部材の製造方法
2か月前
株式会社ディスコ
加工装置
1か月前
Mipox株式会社
研磨部材の製造方法
2か月前
株式会社ディスコ
切削装置
7日前
株式会社ディスコ
加工装置
1日前
Mipox株式会社
研磨部材の製造方法
2か月前
旭化成株式会社
研磨パッド
2か月前
株式会社東京精密
ダイシング装置
26日前
株式会社ディスコ
研削装置
3か月前
株式会社ディスコ
貼り合わせウェーハの加工方法
12日前
株式会社東京精密
ハブレスブレード
28日前
株式会社クラッチ
ブラスト加工用ボックス
19日前
株式会社和井田製作所
エッジライン生成装置
15日前
株式会社ディスコ
切削装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ