TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025004803
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2023104636
出願日
2023-06-27
発明の名称
外径測定方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B24B
49/02 20060101AFI20250108BHJP(研削;研磨)
要約
【課題】タッチプローブによる研削部の外径の測定誤差を低減する。
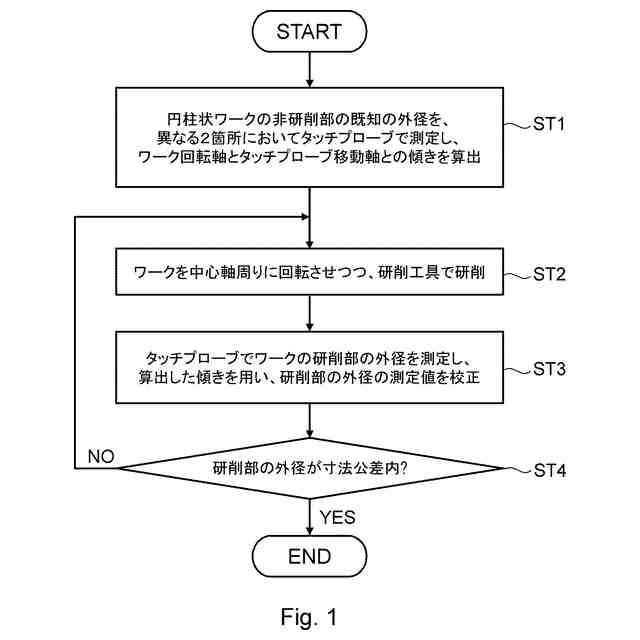
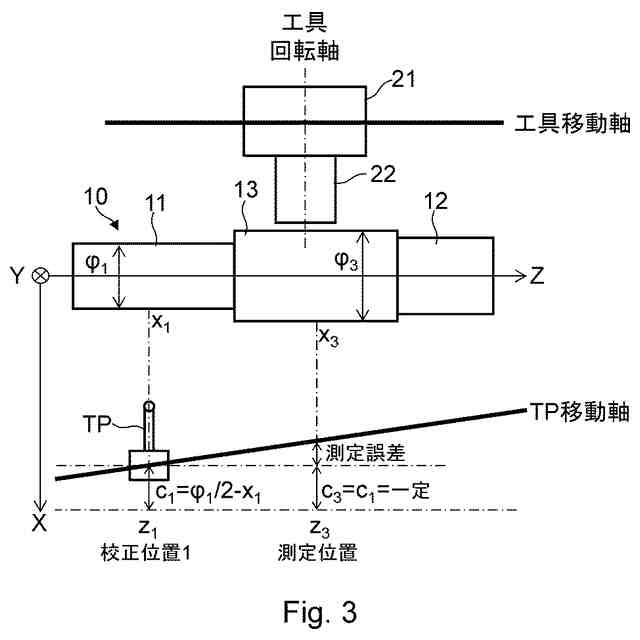
【解決手段】本開示の一態様に係る外径測定方法は、円柱状のワークを中心軸周りに回転させつつ、研削工具によって研削するステップと、ワークを介して研削工具と対向配置されると共に、ワークの回転軸と略平行な移動軸に沿ってスライド可能なタッチプローブによって、ワークにおける研削部の外径を測定するステップと、を備えた外径測定方法である。研削部の外径を測定するステップよりも前に、ワークにおける非研削部の既知の外径を、異なる2箇所においてタッチプローブによって測定することによって、回転軸に対する移動軸の傾きを算出する。研削部の外径を測定するステップにおいて、算出した傾きを用いて、研削部の外径の測定値を校正する。
【選択図】図1
特許請求の範囲
【請求項1】
円柱状のワークを中心軸周りに回転させつつ、研削工具によって研削するステップと、
前記ワークを介して前記研削工具と対向配置されると共に、前記ワークの回転軸と略平行な移動軸に沿ってスライド可能なタッチプローブによって、前記ワークにおける研削部の外径を測定するステップと、を備えた外径測定方法であって、
前記研削部の外径を測定するステップよりも前に、
前記ワークにおける非研削部の既知の外径を、異なる2箇所において前記タッチプローブによって測定することによって、前記回転軸に対する前記移動軸の傾きを算出し、
前記研削部の外径を測定するステップにおいて、
算出した前記傾きを用いて、前記研削部の外径の測定値を校正する、
外径測定方法。
続きを表示(約 310 文字)
【請求項2】
前記非研削部は、前記研削部の軸方向両端側に設けられた第1及び第2の非研削部を含み、
前記傾きを算出する際、前記第1及び第2の非研削部のそれぞれの既知の外径を前記タッチプローブによって測定する、
請求項1に記載の外径測定方法。
【請求項3】
前記研削工具は、前記回転軸と平行な工具移動軸に沿ってスライド可能な工具装着部に着脱可能に装着されており、
前記研削工具によって研削するステップよりも前に、
前記工具装着部に他のタッチプローブを装着し、当該他のタッチプローブによって前記非研削部の外径を測定して既知とする、
請求項1又は2に記載の外径測定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、外径測定方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
数値制御工作機械を用いた円柱状のワークの研削加工では、研削部の外径を随時測定しつつ研削加工を行い、外径が所定の寸法公差内に到達した段階で、研削加工を終了する。
例えば、特許文献1には、研削部の外径を測定するための定寸装置を備えた複合加工機が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-160133号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
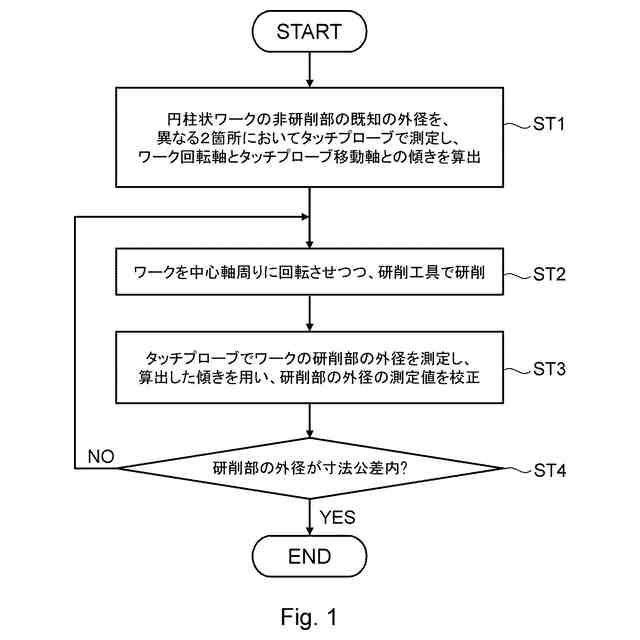
発明者は、ワークの回転軸(すなわちワークの中心軸)と略平行な移動軸に沿ってスライド可能なタッチプローブによって、研削部の外径を測定する手法を検討してきた。
当該手法では、ワークにおける研削部の外径を測定する前に、ワークにおける非研削部の既知の外径をタッチプローブによって測定し、研削部の外径の測定値を校正していた。
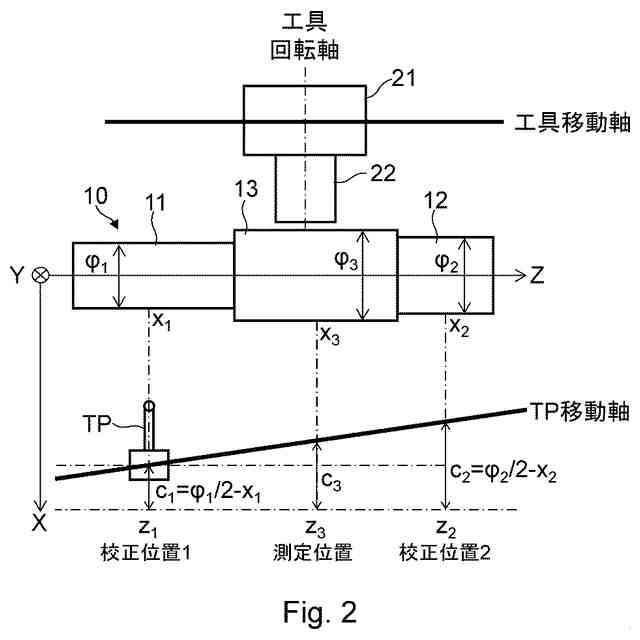
【0005】
しかしながら、ワークの中心軸とタッチプローブの移動軸とは、厳密には平行でない。そのため、上記手法では、研削部の外径の測定位置が、非研削部の既知の外径の測定位置(すなわち校正位置)から遠ざかる程、研削部の外径の測定誤差が大きくなる問題があった。
【0006】
本開示は、上述した課題を鑑みてなされたものであり、タッチプローブによる研削部の外径の測定誤差を低減可能な外径測定方法を提供する。
【課題を解決するための手段】
【0007】
本開示の一態様に係る外径測定方法は、
円柱状のワークを中心軸周りに回転させつつ、研削工具によって研削するステップと、
前記ワークを介して前記研削工具と対向配置されると共に、前記ワークの回転軸と略平行な移動軸に沿ってスライド可能なタッチプローブによって、前記ワークにおける研削部の外径を測定するステップと、を備えた外径測定方法であって、
前記研削部の外径を測定するステップよりも前に、
前記ワークにおける非研削部の既知の外径を、異なる2箇所において前記タッチプローブによって測定することによって、前記回転軸に対する前記移動軸の傾きを算出し、
前記研削部の外径を測定するステップにおいて、
算出した前記傾きを用いて、前記研削部の外径の測定値を校正する。
【0008】
本開示の一態様に係る外径測定方法では、ワークにおける非研削部の既知の外径を、異なる2箇所においてタッチプローブによって測定することによって、ワークの回転軸に対するタッチプローブの移動軸の傾きを算出する。そして、研削部の外径を測定するステップにおいて、算出した傾きを用いて、研削部の外径の測定値を校正する。
このような構成によって、タッチプローブによる研削部の外径の測定誤差を低減できる。
【0009】
前記非研削部は、前記研削部の軸方向両端側に設けられた第1及び第2の非研削部を含み、前記傾きを算出する際、前記第1及び第2の非研削部のそれぞれの既知の外径を前記タッチプローブによって測定してもよい。このような構成によって、傾きを精度良く算出できる。
【0010】
前記研削工具は、前記回転軸と平行な工具移動軸に沿ってスライド可能な工具装着部に着脱可能に装着されており、前記研削工具によって研削するステップよりも前に、前記工具装着部に他のタッチプローブを装着し、当該他のタッチプローブによって前記非研削部の外径を測定して既知としてもよい。このような構成によって、非研削部の外径を精度良く測定して既知とすることができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
車体
1か月前
トヨタ自動車株式会社
方法
5日前
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
治具
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
20日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車体
1か月前
トヨタ自動車株式会社
電池
20日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
配管
21日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
26日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
ロータ
21日前
トヨタ自動車株式会社
電動車
20日前
トヨタ自動車株式会社
蓄電池
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
正極層
1か月前
トヨタ自動車株式会社
タンク
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ