TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084601
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198622
出願日
2023-11-22
発明の名称
研削盤
出願人
セイコーインスツル株式会社
代理人
個人
,
個人
,
個人
主分類
B24B
5/18 20060101AFI20250527BHJP(研削;研磨)
要約
【課題】加工対象のワークの種類を変更する際の装置設定の変更が容易な研削盤を提供する。
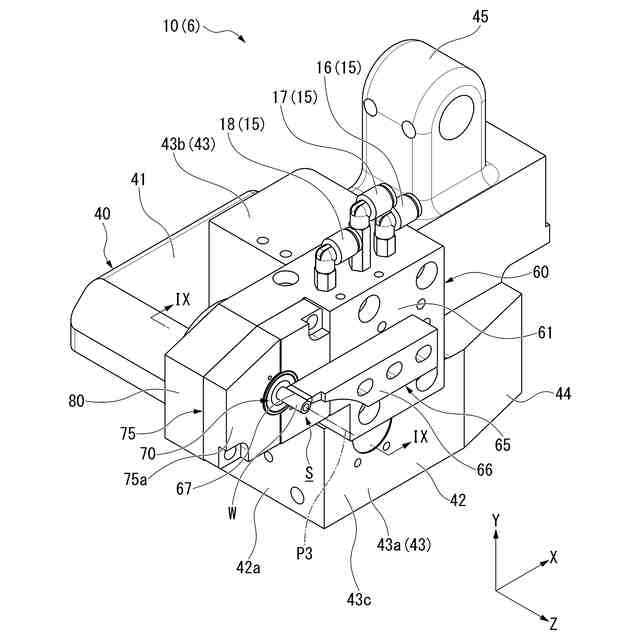
【解決手段】研削盤は、加工位置Sに対して左側に配置され、加工位置Sに配置されたワークWを右側に押圧するプレッシャロータ70と、左右方向に貫通するとともにプレッシャロータ70を左側から挿入可能とされたロータ保持孔が形成されたプレッシャロータ受け75と、プレッシャロータ受け75に対して左側に配置され、ロータ保持孔に連通するとともにプレッシャロータが通過可能とされたブッシュ保持孔が形成されたブッシュ受け80と、シュー65に対して左側に配置され、シュー65を支持するシュー取付部60と、プレッシャロータ70の外周面によって画成された空間と、空間に直接連通する連通路と、連通路に接続された1以上の配管接続部15と、を備える。配管接続部15の全ては、プレッシャロータ受け75に対して後方に配置されている。
【選択図】図8
特許請求の範囲
【請求項1】
ベースと、
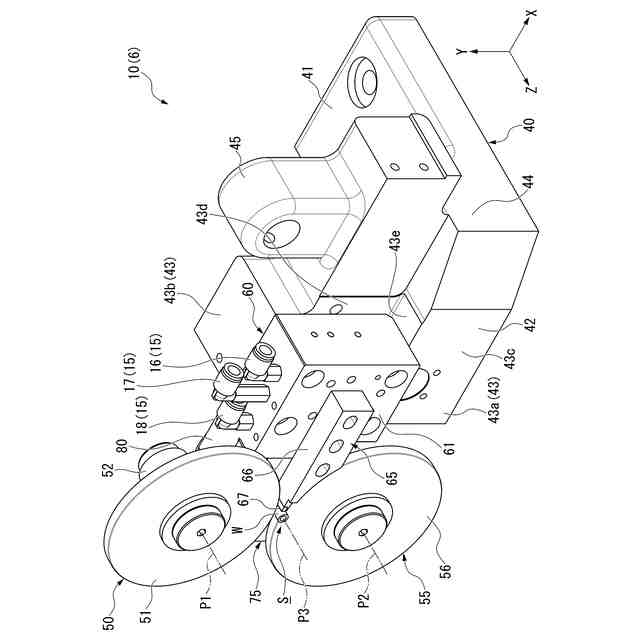
前記ベースに水平の第1方向に延びる第1軸線を中心に回転可能に支持された第1ロールと、
前記ベースに前記第1軸線と平行な第2軸線を中心に回転可能に支持され、前記第1ロールとの間の加工位置に供給されるワークを前記第1ロールと協働して回転させる第2ロールと、
前記加工位置に対して前記第1方向に直交する水平の第2方向の第1側に配置され、前記加工位置に配置された前記ワークに当接して前記ワークを前記加工位置に保持するシューと、
前記加工位置に対して前記第1方向の第1側に配置され、前記加工位置に配置された前記ワークを前記第1方向の第2側に押圧するプレッシャロータと、
前記ベースに支持され、前記第1方向に貫通するとともに前記プレッシャロータを前記第1方向の前記第1側から挿入可能とされたロータ保持孔が形成され、前記プレッシャロータを前記第1方向に移動可能に保持するプレッシャロータ受けと、
前記ベースに支持され、前記プレッシャロータ受けに対して前記第1方向の前記第1側に配置され、前記ロータ保持孔に連通するとともに前記プレッシャロータが通過可能とされたブッシュ保持孔が形成されたブッシュ受けと、
前記ブッシュ受けに前記第1方向の前記第1側から挿入され、前記プレッシャロータに当接することで前記プレッシャロータの前記第1方向の移動範囲における前記第1側の端部を規定するガイドブッシュと、
前記シューに対して前記第1方向の前記第1側に配置され、前記シューを支持するとともに、前記ベースに支持されたシュー取付部と、
前記プレッシャロータの外周面によって画成された空間と、
前記空間に直接連通する第1端部、および前記第1端部とは反対側の第2端部と、を有する連通路と、
前記連通路の前記第2端部に接続された1以上の配管接続部と、
を備え、
前記配管接続部の全ては、前記プレッシャロータ受けに対して前記第2方向の前記第1側に配置されている、
研削盤。
続きを表示(約 890 文字)
【請求項2】
前記ロータ保持孔の内側に配置され、前記プレッシャロータの外周面に装着されたブッシュをさらに備え、
前記空間は、
前記プレッシャロータが前記第1方向の前記第2側に前進するときに拡張する前進用シリンダ室と、
前記プレッシャロータが前記第1方向の前記第1側に後退するときに拡張する後退用シリンダ室と、
前記ブッシュと前記プレッシャロータの外周面との間に形成された潤滑油室と、
を有し、
前記連通路は、
前記前進用シリンダ室に連通する第1連通路と、
前記後退用シリンダ室に連通する第2連通路と、
前記潤滑油室に連通する第3連通路と、
を有し、
前記配管接続部は、
前記第1連通路に接続された第1配管接続部と、
前記第2連通路に接続された第2配管接続部と、
前記第3連通路に接続された第3配管接続部と、
を有する、
請求項1に記載の研削盤。
【請求項3】
前記連通路は、前記第1端部から前記ベースを通らずに前記第2端部まで延びている、
請求項1または請求項2に記載の研削盤。
【請求項4】
前記連通路の少なくとも一部は、前記シュー取付部および前記ブッシュ受けに跨って形成され、
前記シュー取付部および前記ブッシュ受けが一体に形成されている、
請求項3に記載の研削盤。
【請求項5】
前記配管接続部の全ては、前記シュー取付部に固定され、
前記配管接続部は、上下方向から見て前記第2方向に並んでいる、
請求項1または請求項2に記載の研削盤。
【請求項6】
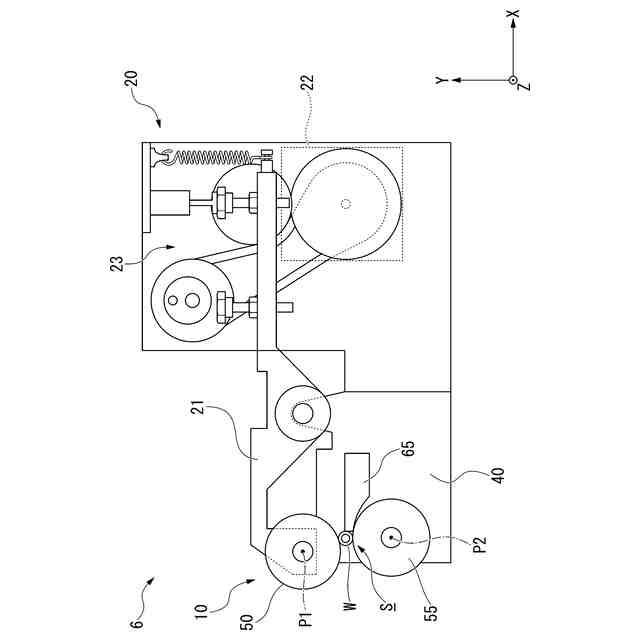
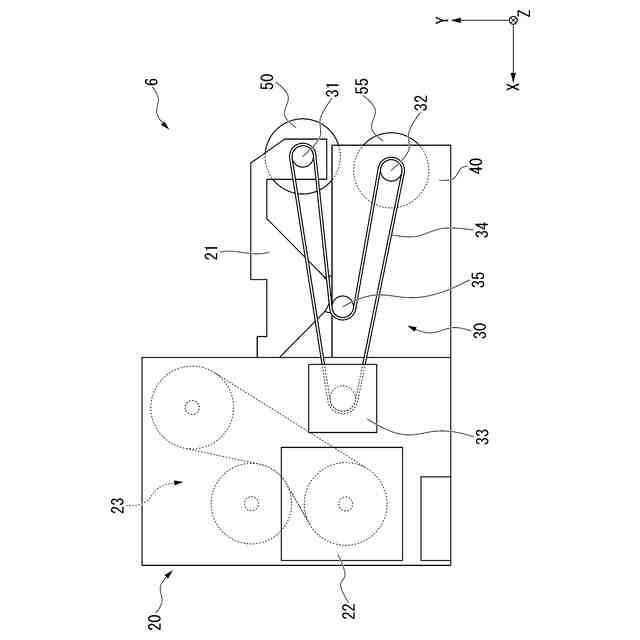
前記加工位置に前記ワークを授受する搬送装置をさらに備え、
前記搬送装置は、前記ワークを保持する保持部を有し、
前記保持部は、前記プレッシャロータ受けよりも前記第2方向の第2側の位置を前記第1方向に変位可能に形成されている、
請求項1または請求項2に記載の研削盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削盤に関するものである。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
従来、円筒形状のワークの内周面の研削には研削盤が用いられてきた(例えば、特許文献1および特許文献2参照)。特許文献1および特許文献2に記載の研削盤は、ワークを回転させる退避ロールおよび支持ロールと、先端部でワークに当接してワークを加工位置に保持するシューと、ワークを研削する砥石を有する研削手段と、を備えている。さらに、この種の研削盤は、加工位置にあるワークに砥石とは反対側から当接して研削時のワークの変位を規制するプレッシャロータを備えている。このプレッシャロータは、ワークを加工位置に搬出入する際に後退してワークから離間するとともに、ワークを研削する際に前進してワークに当接する。このため、プレッシャロータの周囲には、プレッシャロータを前進後退させるためのエアーの配管や、プレッシャロータに供給される潤滑油の配管などが設けられる場合がある。
【先行技術文献】
【特許文献】
【0003】
特許第5026240号公報
特許第5503368号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記の研削盤は、加工するワークによってプレッシャロータを交換する必要が生じる。このため、従来の研削盤においては、加工対象のワークの種類を変更する際の装置設定の変更を容易にすることが望まれている。
【0005】
そこで本発明は、加工対象のワークの種類を変更する際の装置設定の変更が容易な研削盤を提供するものである。
【課題を解決するための手段】
【0006】
本発明の第1の態様に係る研削盤は、ベースと、前記ベースに水平の第1方向に延びる第1軸線を中心に回転可能に支持された第1ロールと、前記ベースに前記第1軸線と平行な第2軸線を中心に回転可能に支持され、前記第1ロールとの間の加工位置に供給されるワークを前記第1ロールと協働して回転させる第2ロールと、前記加工位置に対して前記第1方向に直交する水平の第2方向の第1側に配置され、前記加工位置に配置された前記ワークに当接して前記ワークを前記加工位置に保持するシューと、前記加工位置に対して前記第1方向の第1側に配置され、前記加工位置に配置された前記ワークを前記第1方向の第2側に押圧するプレッシャロータと、前記ベースに支持され、前記第1方向に貫通するとともに前記プレッシャロータを前記第1方向の前記第1側から挿入可能とされたロータ保持孔が形成され、前記プレッシャロータを前記第1方向に移動可能に保持するプレッシャロータ受けと、前記ベースに支持され、前記プレッシャロータ受けに対して前記第1方向の前記第1側に配置され、前記ロータ保持孔に連通するとともに前記プレッシャロータが通過可能とされたブッシュ保持孔が形成されたブッシュ受けと、前記ブッシュ受けに前記第1方向の前記第1側から挿入され、前記プレッシャロータに当接することで前記プレッシャロータの前記第1方向の移動範囲における前記第1側の端部を規定するガイドブッシュと、前記シューに対して前記第1方向の前記第1側に配置され、前記シューを支持するとともに、前記ベースに支持されたシュー取付部と、前記プレッシャロータの外周面によって画成された空間と、前記空間に直接連通する第1端部、および前記第1端部とは反対側の第2端部と、を有する連通路と、前記連通路の前記第2端部に接続された1以上の配管接続部と、を備え、前記配管接続部の全ては、前記プレッシャロータ受けに対して前記第2方向の前記第1側に配置されている。
【0007】
第1の態様では、プレッシャロータを交換するにあたり、ブッシュ受けからガイドブッシュを第1方向の第1側に抜き取り、さらにブッシュ受けのブッシュ保持孔を通じてプレッシャロータをプレッシャロータ受けから第1方向の第1側に抜き取る必要がある。ここで、プレッシャロータ受けおよびブッシュ受けが加工位置に対して第1方向の第1側に配置されるのに対し、シューおよびシュー取付部が加工位置に対して第2方向の第1側に配置されているので、加工位置、プレッシャロータ受けおよびブッシュ受けに対する第2方向の第2側にはシューおよびシュー取付部が存在しない。このため、プレッシャロータ受けおよびブッシュ受けに対する第2方向の第2側のスペースを、プレッシャロータを交換する際にガイドブッシュおよびプレッシャロータを通過させるスペースとして利用できる。さらに第1の態様では、配管接続部がプレッシャロータ受けに対し、第2方向におけるシューおよびシュー取付部と同じ側に配置されるので、プレッシャロータを交換する際にガイドブッシュおよびプレッシャロータを通過させるスペースに、配管接続部に接続される配管が配置されることを回避できる。したがって、プレッシャロータを交換する際の作業性の向上が図られ、加工対象のワークの種類を変更する際の装置設定の変更が容易となる。
【0008】
本発明の第2の態様に係る研削盤は、上記第1の態様に係る研削盤において、前記ロータ保持孔の内側に配置され、前記プレッシャロータの外周面に装着されたブッシュをさらに備え、前記空間は、前記プレッシャロータが前記第1方向の前記第2側に前進するときに拡張する前進用シリンダ室と、前記プレッシャロータが前記第1方向の前記第1側に後退するときに拡張する後退用シリンダ室と、前記ブッシュと前記プレッシャロータの外周面との間に形成された潤滑油室と、を有し、前記連通路は、前記前進用シリンダ室に連通する第1連通路と、前記後退用シリンダ室に連通する第2連通路と、前記潤滑油室に連通する第3連通路と、を有し、前記配管接続部は、前記第1連通路に接続された第1配管接続部と、前記第2連通路に接続された第2配管接続部と、前記第3連通路に接続された第3配管接続部と、を有していてもよい。
【0009】
第2の態様によれば、プレッシャロータを前進させるために設けられた第1配管接続部と、プレッシャロータを後退させるために設けられた第2配管接続部と、プレッシャロータの摺動部を潤滑させるための第3配管接続部と、の全てがガイドブッシュおよびプレッシャロータを通過させるスペースに配置されることを回避できる。したがって、上記の作用効果を奏することができる。
【0010】
本発明の第3の態様に係る研削盤は、上記第1の態様または第2の態様に係る研削盤において、前記連通路は、前記第1端部から前記ベースを通らずに前記第2端部まで延びていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る






 特許ウォッチ
特許ウォッチ